

1. 서 론
2. 연료전지의 작동 원리 및 구성(The Working Principle and Components of a Fuel Cells)
3. 건식제련을 활용한 연료전지 촉매 재활용 공정(Recycling Processes for Fuel Cell Catalysts Using Pyrometallurgy)
3.1. 건식제련 공정 및 슬래그 설계 효율성
3.2. 열원에 따른 주요 건식제련 공정
4. 산업적 적용 가능성과 도전 과제
5. 결 론
1. 서 론
연료전지(Fuel Cell)는 이차전지 및 태양전지와 함께 차세대 3대 에너지 저장 기술로 알려져 있다. 연소과정 없이 수소와 산소가 전기화학적 반응을 통해 전기와 열을 발생시키며, 소음이나 진동 없이 작동이 가능하여 산업 분야에서 지속 가능한 에너지 공급원으로 꾸준히 주목받고 있다1,2). 최초의 연료전지는 1839년 영국의 윌리엄 로버트 그로브(William Robert Grove)에 의해 발견되었으며3), 1960년대 NASA의 제미니 프로젝트(Project Gemini)를 통해 알칼리 연료전지(Alkaline Fuel Cell, AFC)가 처음으로 우주에서 사용되었다4). 그 후 연료전지는 자동차 산업, 고정형 및 이동형 전력 공급 장치, 신재생 에너지 등 다양한 분야에서 활용되며 지속적으로 발전하고 있다5). 기술의 발전에 따라 연료전지의 제조비용이 절감되고 효율성이 향상되면서 연료전지는 점점 더 넓은 범위에서 활용되고 있다. 특히 기후변화와 온실가스 배출 증가로 인해 친환경 연료에 대한 관심이 증가함에 따라, 연료전지는 석탄, 석유 등 화석연료에 대한 의존을 줄이고 수소와 같은 저탄소 에너지원과 결합하여 친환경 대안으로 자리잡고 있다6).
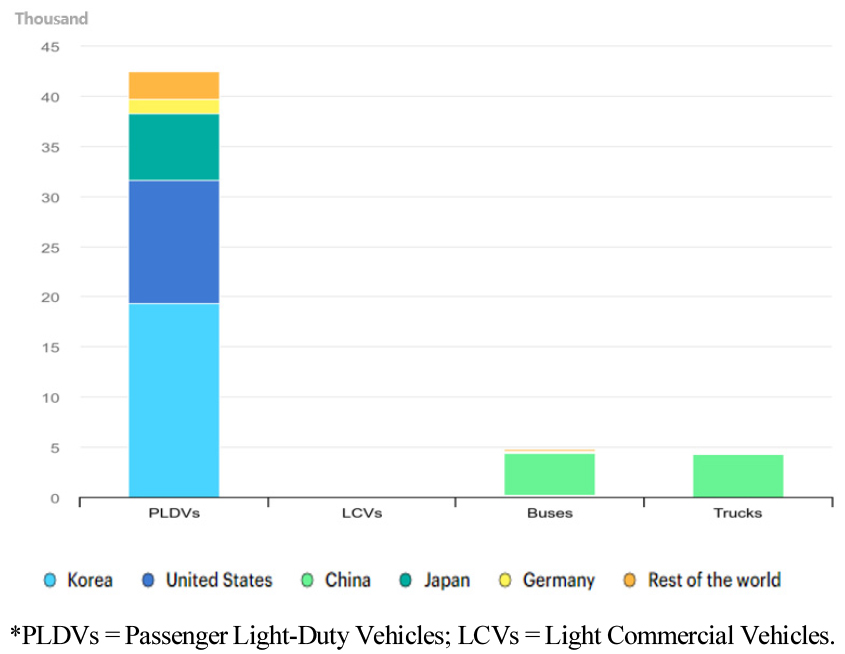
정부는 2021년 5월 탄소중립위원회를 출범하였으며, 2018년 727.6백만 톤에 달하는 국내 온실가스 배출량을 2025년까지 15% 감축하고 2030년까지 40% 감축을 목표로 하고 있다8). 이에 따라 연료전지와 같은 친환경 기술의 역할이 더욱 중요해지고 있으며, 연료전지 차량의 보급은 친환경 기술로써의 큰 기여를 할 것으로 기대된다. 또한, 정부의 지원 정책으로 인해 한국은 주요 국가 중에서도 연료전지 보급률이 가장 활발한 나라로 평가받고 있다. Fig. 1에 나타난 바와 같이 2021년 기준으로 승용차(PLDVs) 부문에서 연료전지 차량 보유량이 국가별로 차이를 보이며, Table 1 연료전지 보급실적에 따르면 2022년 8월 기준 한국은 주요 국가 중 가장 높은 수치를 기록하고 있다7,9). 글로벌 연료전지 시장은 2021년 약 50억 달러에 이르렀으며, 2030년까지 연평균 15% 이상의 성장이 예상 된다6). 또한 각국의 친환경 정책과 탄소 중립 목표에 따라 고효율 연료전지 발전소 및 상업용 시스템의 수요 역시 꾸준히 증가하고 있다.
Table 1
Deployment status of fuel cells and hydrogen vehicles by country9)
| Category | Korea | USA | Japan | Germany |
| Fuel Cells | 837 MW | 527 MW | 422 MW | - |
| Hydrogen Vehicles | 25,570 | 14,114 | 7,344 | 1,145 |
| Hydrogen Stations | 150 | 83 | 160 | 102 |
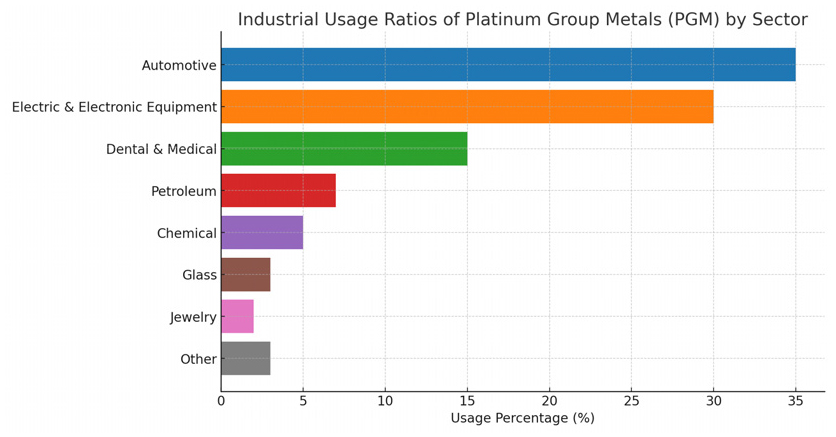
백금족 금속은 매우 희소하며 우수한 특성을 가진 금속군으로, 다양한 분야에서 높은 수요를 보이고 있다. Fig. 2는 산업 부문별 백금족 금속 활용 비율을 보여주고 있으며, 자동차, 전자 장비, 의료 등 다양한 산업에 필수적인 자원으로 사용되고 있다10). 백금족 금속은 연료전지에서도 촉매로써 필수적으로 사용된다. 그러나 현재까지는 이들 금속의 공급이 주로 광산에서의 채굴에 의존하고 있으며, 높은 수요로 인해 자원 고갈과 함께 높은 비용을 초래하고 있다. 이러한 한계를 극복하고 백금족 금속 자원의 안정적인 공급을 확보하기 위하여, 사용된 연료전지의 재활용을 통한 백금족 금속의 재자원화의 중요성이 부각되고 있다.
연료전지 재활용 기술 중 하나로 주목받는 건식제련(Pyrometallurgical processes)은 습식제련(Hydrometallurgical processes) 및 직접 재활용 방법(Direct recycling processes)과 함께 주요 연료전지 재활용 기술로 주목받고 있으며11), 특히 건식 제련 공정은 고가금속 회수에 중요한 역할을 한다.
건식제련은 고온에서 불순물을 제거하여 고순도의 금속을 회수하는 방식으로 폐기물의 양이나 종류에 크게 제한을 받지 않아 다양한 산업에서 배출되는 금속 폐기물을 대규모로 통합 처리할 수 있어 자원의 효율적 회수와 환경적 영향 최소화할 수 있는 장점이 있다. 연료전지 촉매에 포함된 백금족 금속의 함량은 상대적으로 낮지만, 이들 금속이 연료전지 시스템의 주요 비용을 차지하므로, 경제적 측면과 환경적 지속 가능성 측면에서 그 회수가 매우 중요하다. 백금족 금속 및 유가금속은 건식 제련 공정을 통해 높은 회수율을 보여주며, 환경에 미치는 영향을 최소화할 수 있는 장점이 있다12,13,14).
따라서, 본 논문에서는 다양한 건식제련법을 이용한 연료전지 촉매의 재활용 연구동향을 살펴보고 효율적인 재활용 공정에 대한 제언을 하고자 하였다.
2. 연료전지의 작동 원리 및 구성(The Working Principle and Components of a Fuel Cells)
연료전지는 산화제 측(양극), 연료 측(음극), 반응물 간의 분리막 역할을 하는 막(membrane), 그리고 양성자 전달을 촉진하는 전해질로 구성된다. Fig. 3은 고분자 전해질 연료전지(Proton exchange membrane fuel cells, PEMFC)의 주요 구성 요소를 나타낸다.
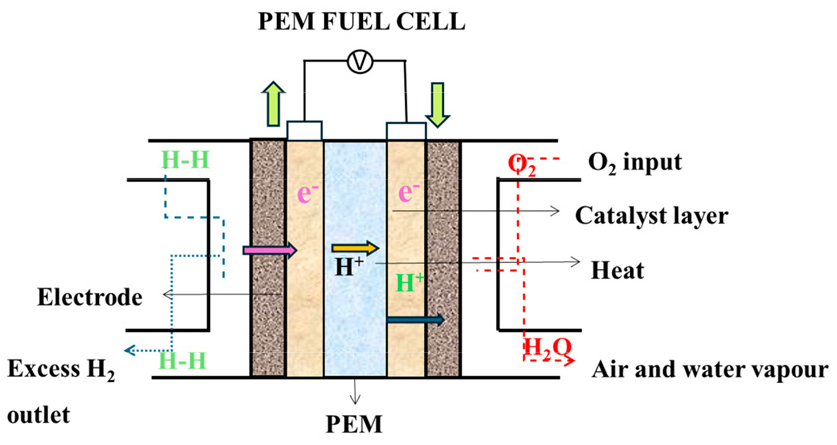
막전극접합체(Membrane Electrode Assembly, MEA)는 PEMFC 및 전해조의 핵심 구성 요소로, 다양한 층으로 적층된 구조를 가지고 있다(Fig. 3)15). MEA는 PEMFC의 주요 부품 중 하나로서16), 일반적으로 나피온(Nafion) 이오노머, 탄소 지지체, 백금족 금속(PGMs: Pt, Ru, Ir 등), 그리고 소수성 제어를 위한 PTFE(Polytetrafluoroethylene) 등으로 구성된다. 각각은 전해질, 전극 지지체, 전기화학 반응 촉매, 그리고 물 및 가스 전달 조절의 기능을 수행한다. 제조 공정이나 조성에 따라 소량의 탄소 또는 흑연 물질이 포함될 수 있다17).
연료전지 작동 중에는 음극에서 수소가 백금 촉매 표면에서 산화되어 양성자(H+)와 전자(e⁻)가 생성된다. 생성된 양성자는 고분자 전해질막(Proton-Exchange Membranes, PEM)을 통해 양극으로 이동하며, 이 막은 전자의 역류를 차단하는 역할을 한다18). 한편 전자는 외부 회로를 통해 이동하면서 화학 에너지를 전기 에너지로 변환하게 된다. 양극에서는 산소가 환원되어 양성자와 반응하여 물이 생성되며, 이 반응은 발열 반응으로서 열 또한 함께 발생한다19).
MEA에는 또한 전기화학 반응을 촉진하는 백금 촉매 입자가 포함된 촉매층이 존재하며, 이는 보통 탄소섬유지(Carbon Fiber Paper) 등의 지지체 내에 분산되어 있다19,20). 또 다른 중요한 구성 요소로는 가스확산층(Gas Diffusion Layers, GDL)이 있으며, 이는 반응가스인 수소와 산소를 전극 표면까지 균일하게 공급하는 역할을 한다.
PEM은 반투과성, 반응물 차단성, 전자 절연성을 가지는 이오노머 재료로 구성되며, 양성자의 이동을 가능하게 한다21). PEM은 양성자를 전달하고 음극과 양극 사이의 반응물을 물리적으로 분리하는 동시에 전자의 직접 이동을 차단하여 PEM 연료전지 및 전해조의 핵심적인 기능을 수행한다22,23). 이 막은 복합막 또는 순수 고분자막 형태로 제조될 수 있으며, 대표적으로 상용화된 소재로는 Nafion이 있다. PEM의 주요 특성으로는 양성자 전도도(σ), 열적 안정성, 메탄올 투과도(P) 등이 있으며, 최초의 PEM 기술은 1960년대에 General Electric의 Leonard Niedrach와 Thomas Grubb에 의해 개발되어 NASA의 제미니 우주선 프로젝트에 적용된 바 있다24). 이후 DuPont의 고분자 과학자인 Walther Grot에 의해 Nafion이 개발되어 널리 사용되었다25). 최근에는 보론 나이트라이드나 그래핀 기반 단층막과 같은 새로운 재료가 불소계 이오노머의 대체재로 제안되고 있다. PEM 연료전지는 다른 연료전지에 비해 작동 온도가 낮고, 경량화 및 소형화가 가능하다는 장점을 가지고 있어 소형 기기 및 차량용 전원으로 적합하다26). 최근 제조 기술 및 소재 개발의 진전은 PEM 연료전지를 지속 가능한 에너지 솔루션으로 정착시키는 데 기여하고 있다.
PEM 연료전지에서는 반쪽 전지 반응(half-cell reaction)이 막과 가스 확산층(GDL) 사이의 활성층(active layer)인 촉매층에서 일어난다. 이 층은 일반적으로 백금(Pt) 촉매 입자를 포함하며, 탄소 섬유지 또는 탄소 천과 같은 지지체에 분산되어 있다27). 촉매층은 막 또는 GDL과 밀접하게 접촉되도록 설계되어, 백금 혹은 백금 합금 촉매 입자와 고분자 전해질막 간의 효율적인 반응을 유도한다. 촉매층의 구성 및 설계는 연료전지의 효율과 수명을 좌우하는 핵심 요소로서, 촉매 함량, 입자 크기, 분산도, 기공 구조 등이 전기화학적 활성도와 내구성에 영향을 미친다28,29). 초기 PEM 연료전지는 고가의 백금 촉매를 다량 사용하였으나, 최근 연구는 촉매 함량을 0.4 mg/cm2 이하로 줄이기 위한 기술 개발에 집중하고 있다. 나아가 촉매 회수 및 재활용 기술은 전체 비용 절감에 기여할 수 있다. 일부 연구에서는 백금 함량을 0.014 mg/cm2 수준까지 낮추더라도 촉매 비용이 더 이상 상업화의 장애가 되지 않는다는 점을 보여주고 있다30,31). 또한 이온 및 전도도, 소수성, 반응물 확산도 등 촉매층의 물리화학적 특성 최적화는 촉매 효율을 극대화하는 데 중요하다32). 그러나 여전히 양극(산화극) 촉매층의 백금 사용량은 상업화를 저해하는 중요한 과제로 남아 있으며, 백금을 최소화하거나 제거한 새로운 촉매 개발이 활발히 진행 중이다. 최근 연구는 백금 사용량을 유지하면서도 촉매층 특성 개선을 통해 성능 향상 및 비용 절감이 가능함을 보여주고 있다33).
백금은 수소산화반응(HOR)과 산소환원반응(ORR)에 대해 뛰어난 전기화학적 활성을 나타내며, 반응속도를 저해하는 활성화 에너지를 효과적으로 낮춘다. 특히, 백금은 부식 저항성과 화학적 안정성이 높아 장기 운전 환경에서도 촉매 구조와 성능을 안정적으로 유지할 수 있다. 이러한 특성은 PEMFC의 효율과 수명을 크게 좌우하나, 높은 비용과 희소성으로 인해 백금 사용량 저감 및 대체 촉매 개발이 중요한 연구 방향으로 부상하고 있다.
GDL은 PEM 연료전지에서 필수적인 구성 요소로, 반응가스(수소 및 산소)를 촉매층까지 고르게 공급하고, 반응 중 생성된 물을 효율적으로 배출하는 다공성 전도성 재료이다34). 이는 가스 확산 효율 향상, 촉매층의 기계적 지지, 연료전지 성능 향상에 핵심적인 역할을 한다35). GDL은 촉매층 전면에 반응가스를 균일하게 분포시키고 전자의 이동 경로를 제공하여 전기화학 반응의 연속성과 효율성을 유지한다36,37). 또한 GDL은 막의 수분 공급을 조절하여 적절한 수화 상태를 유지하며, 연료전지 내 물-가스 균형을 조절한다. 일반적으로 100~300 μm 두께의 다공성 탄소지 또는 탄소 섬유 천이 사용되며, GDL 내부 기공을 액체 물이 채우는 것을 방지하기 위해 PTFE 코팅이 적용된다38,39). 이러한 소수성 코팅은 반응가스의 전달 효율을 높이고 연료전지의 안정성과 수명을 향상시킨다. 결과적으로 GDL은 PEMFC의 전반적인 성능과 내구성 향상에 크게 기여하는 핵심 구성 요소이다40).
음극(Anode) 반응:
H2(g) → 2H+(aq) + 2e⁻ (x2) E⁰ = 0.00 V
양극(Cathode) 반응:
O2(g) + 4H+(aq) + 4e⁻ → 2H2O(l) E⁰ = +1.23 V
전체 반응(Overall Cell Reaction):
2H2(g) + O2(g) → 2H2O(l) E⁰ = +1.23 V
연료전지는 작동온도, 효율, 응용분야 및 비용에 따라 다양하게 응용되고 있으며42), 백금족 금속기반 촉매를 사용하는 PEMFC, 인산 연료전지(Phosphoric Acid Fuel Cell, PAFC), 직접 메탄올 연료전지(Direct Methanol Fuel Cell, DMFC)와 같은 저온 연료전지와 니켈기반 촉매를 사용하는 고체산화물 연료전지(Solid Oxide Fuel Cell, SOFC)와 용융탄산염 연료전지(Molten Carbonate Fuel Cell, MCFC)와 같은 고온용 연료전지로 분류된다1,43). 또한, 응용 분야에 따라 휴대형 연료전지(DMFC), 수송형 연료전지(PEMFC) 그리고 고정형 연료전지(SOFC, PAFC, MCFC)로 분류할 수 있으며44), Fig. 4에서 나타낸 것처럼, 각 연료전지의 전력 범위를 비교했을 때, 고정형 연료전지가 가장 높은 전력 효율을 갖는 것을 확인할 수 있으며45) Table 2에 각 연료전지 유형별 특징을 나타내었다.

Table 2
3. 건식제련을 활용한 연료전지 촉매 재활용 공정(Recycling Processes for Fuel Cell Catalysts Using Pyrometallurgy)
건식제련 공정은 자동차 폐촉매 및 전자 폐기물(e-waste) 등으로부터 귀금속과 비철금속을 회수하는 데 널리 활용되고 있다46). 그러나 연료전지 촉매의 경우, 백금족 금속이 탄소 기반 또는 금속 산화물 담지체에 분산되어 있어 기존 건식제련 기술을 적용하는 데 있어 어려움이 있다. 이에 따라 새로운 접근 방법이 요구되고 있으며, 실제로 Umicore에서는 연료전지 촉매 내 Pt과 루테늄(Ru)을 회수하기 위해 첨가제 기반 건식제련 기술을 개발하여 적용하고 있다. 이 공정에서는 기존 건식제련의 한계를 보완하기 위해 특수 무기 첨가제를 활용한 고온 처리 방식을 채택하여 금속 회수율을 높이고 있다47).
사용 된 연료전지 촉매는 연료전지 작동 과정에서 발생한 일산화탄소(CO), 황화수소(H2S), 암모니아(NH3), 메탄(CH4)과 같은 불순물을 포함하고 있으며, 이는 촉매 전극 표면에 흡착하여 전기화학적 반응을 저해하고, 연료전지의 성능을 저하시킨다48,49). 또한, 이러한 불순물은 제련 과정에서 슬래그의 조성을 변화시키거나 불필요한 부산물을 형성할 수 있다50).
특히 불소(F) 함유 고분자가 포함된 촉매의 경우 고온에서 환경적으로 유해한 불화 수소(HF) 가스가 발생할 수 있다. 이를 해결하기 위해 Umicore는 HF 배출 저감형 건식제련 공정을 개발하였다. 특수 무기 첨가제를 활용한 흡착 공정을 도입하여, HF 배출량을 기존 대비 1~2% 수준으로 감소시키는 데 성공했다47). 이러한 제련 전 공정의 효율을 높이기 위해, 적절한 전처리 과정이 필수적이다. 물리적 전처리 단계에서는 사용 후 촉매를 미세하게 분쇄하고, 세척을 통해 표면의 불순물을 제거 한다. 화학적 전처리 단계에서는 산화 반응을 통해 촉매 내 금속성분을 안정화 한다51). 이후 배소(roasting) 및 제련(smelting) 공정을 통해 백금족 금속과 니켈을 선택적으로 농축할 수 있다46,52). 또한, 포집금속(collector metal)을 활용해 귀금속의 슬래그 유입을 억제하고 회수율을 향상시킬 수 있다.
일반적으로 구리(Cu), 철(Fe), 납(Pb), 니켈(Ni) 등이 포집금속으로 사용되며, 이 중 백금족 금속 회수를 위해서는 주로 Cu 또는 Fe을 사용한다10). 포집금속을 적절하게 활용함으로써 귀금속의 슬래그 유입을 막고 회수율을 증가시킬 수 있다.
포집금속을 활용한 제련과정에서는 회수 대상 금속의 물리·화학적 특성에 따라 회수 방식이 달라진다. 백금족 금속은 산화 저항성이 높아 금속 상(metal phase)태로 직접 회수되지만, 니켈은 산화-환원 반응을 통해 선택적으로 회수된다. 그러나 연료전지 촉매 내 카본 및 산화물 담지체에 미세하게 분산된 금속은 슬래그 형성 과정에서 포집되지 않고 손실될 가능성이 있으므로, 금속 회수율을 높이기 위해 슬래그의 점도 및 조성을 최적화하는 과정이 필수적이다10,46).
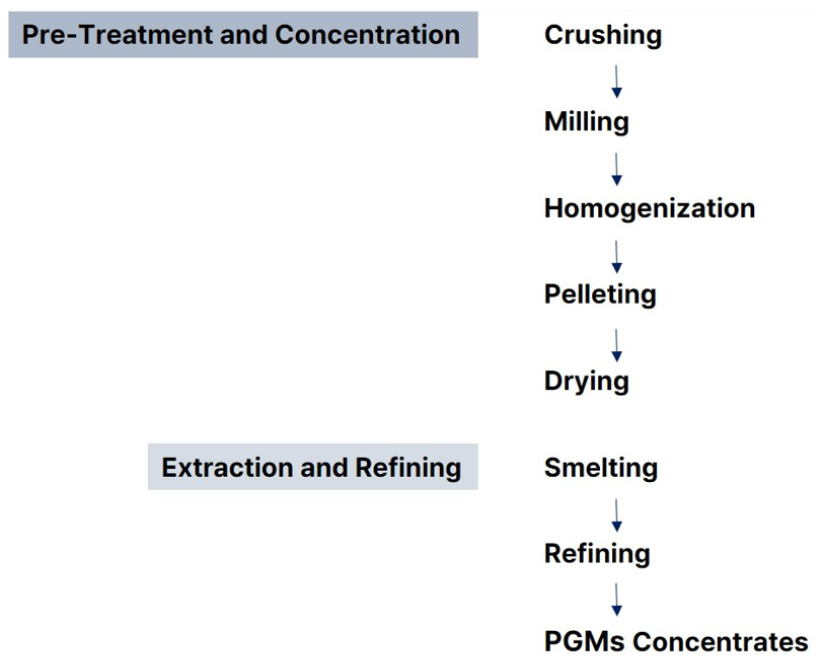
Fig. 5는 촉매에 포함된 백금족 금속이나 니켈과 같은 유가금속을 회수하기 위한 공정을 나타내며, 크게 전처리 및 농축단계와 금속추출 및 정제단계로 구분할 수 있다46). 백금족 금속의 회수율은 일반적으로 농축 단계에서 약 85%, 제련 단계에서 95~98%, 정제 단계에서 99%를 수준이며, 분쇄, 밀링 과정 중에 금속의 손실이 가장 많이 발생한다53). 이 중 제련은, 회수 대상 금속의 물리적·화학적 특성과 경제적 요인에 따라 세부공정이 선택된다.
아래에서는 대표적인 건식제련 공정에 대해 검토하였다. 현재까지의 연구들은 주로 습식제련에 집중되어 있어54), 연료전지 촉매 재활용에 대한 건식제련 기술의 적용 사례는 상대적으로 제한적이다. 연료전지 촉매는 자동차 촉매와 비교하여 담지체의 조성과 열역학적 거동이 상이하며, 고온 공정에서 탄소 기반 담지체의 열적 분해 및 구조적 변형이 발생할 가능성이 높기 때문에55), 연료전지 촉매의 물리·화학적 특성 및 공정 변수에 대한 정량적 분석과 최적화 연구가 필요하다. 따라서, 건식제련 과정에서 백금족 금속의 휘발 손실을 억제하고 회수 효율을 극대화하기 위한 반응 열역학적 조절, 공정 변수 최적화 및 계면 제어 기술 개발이 필요하다56).
3.1. 건식제련 공정 및 슬래그 설계 효율성
건식 제련 공정에서 슬래그는 금속 산화물을 안정적으로 고정하고, 주요 금속과 불순물을 분리하기 위해 형성되는 고온 반응 부산물로 정의된다. 슬래그는 금속보다 밀도가 낮아 용융된 금속 상부에 형성되어 물리적으로 쉽게 분리되며57), 이러한 물리적 특성은 슬래그의 화학적 조성과 열역학적 안정성에 의해 결정된다. 특히, 반응 온도, 환원 반응의 열역학적 안정성, 슬래그의 점도 및 용해도, 포집제(collector)와 금속 간의 상호작용이 주요 변수로 작용한다.
니켈 기반 촉매를 사용하는 MCFC와 SOFC는 고온에서의 높은 반응성을 갖는다58). 연료전지 작동 중 니켈은 주로 금속 상태로 존재하지만, 사용 후 공기 중 산소와 반응해 니켈 산화물(NiO)로 산화될 수 있다59). 일반적으로 고온에서 탄소(C) 또는 일산화탄소(CO)와 같은 탄소 기반 환원제와 자발적인 산화-환원 반응을 통해 니켈로 환원되며, 연소 및 촉매 합성 조건에서는 메탄(CH4) 및 하이드라진(N2H4)을 환원제로 사용한다. 이 때의 환원반응은 아래와 같다60).
이러한 금속 산화물의 산화·환원 안정성의 관계는 Fig. 6 엘링햄 다이어그램(Ellingham Diagram)으로 확인할 수 있다. 일반적으로 곡선이 아래에 위치할수록 해당 산화물은 보다 낮은 Gibbs 자유에너지를 가지므로 열역학적으로 안정하고 고온에서의 환원이 가능하다61). 반면, 백금족 금속의 경우 높은 산화 저항성을 가지고 있으며, 산화물은 열역학적으로 불안정하여 슬래그에 포함되지 않고, 환원 반응 없이 금속층에서 바로 회수할 수 있다61,62).

건식제련 공정에서 포집금속은 금속과의 합금을 형성하여 회수율을 향상시키고, 슬래그 내 금속 손실을 최소화 하는 역할을 한다. 예를 들어, Fe 기반 포집금속이 포함될 경우, FeO와 SiO2 간의 반응을 통해 Fe-Si계 슬래그가 형성되어 금속상의 조성이 변화할 수 있다. Fe은 백금족 금속과의 높은 친화도로 슬래그로의 손실을 줄이고 금속상에 효과적으로 회수될 수 있는 포집금속으로 알려져있다63). 또한, 고온에서 일산화탄소(CO)와 반응하여 다음과 같은 환원 반응을 통해 금속 철로 전환될 수 있다.
이 외에도, Cu, Ni, Sn과 같은 포집금속이 특정 금속과의 합금을 형성하여 금속 회수를 증가시킬 수 있다10).
Cu는 고온에서 C와 반응하여 금속 상태로 환원될 수 있으며, 이는 백금족 금속과의 합금 형성을 유도하여 회수 효율을 높인다. 특히, Pt, Pd와의 합금 형성 반응성이 높아 포집금속으로 활용 시 높은 회수율을 기대할 수 있다.
He 등은64) Fe–Sn 합금을 이용한 백금족금속의 회수 공정을 제안하였으며, CaF2(7 wt%)를 첨가하여 슬래그 점도를 낮추고 백금족금속 회수율을 향상시켰다. 또한, Fe–Sn 비율(1:1) 조절 및 CaO 30 wt%, B2O3 10 wt%를 포함하는 슬래그 조성을 최적화하여 슬래그 내 백금족금속의 잔존량을 2.46 g/t로 감소시켰으며, 이는 기존 Fe 기반 포집 공정보다 높은 회수율을 나타냈다. 추가적으로, Fe–Sn 합금 내 Fe와 Sn을 산화 제거하여 백금족금속을 농축하는 공정을 도입함으로써 회수율을 더욱 향상시켰다.
슬래그 설계에서 CaO-SiO2-Al2O3 기반 조성은 일반적으로 열역학적으로 안정하며, 금속상과 슬래그상의 물리적 분리를 용이하게 하는 점도와 유동성을 제공하는 것으로 알려져있다. 여기에 플럭스(flux)를 첨가함으로써 슬래그의 물성을 조절할 수 있다. 예를 들어, CaO와 같은 알칼리성 플럭스는 황(S), 인(P) 등의 불순물을 제거하는 역할을 하며, CaF2는 슬래그의 유동성을 증가시켜 백금족 금속의 회수를 촉진한다. 또한, B2O3는 슬래그의 점도를 낮추고, SiO2 및 Al2O3와의 반응을 통해 슬래그의 구조를 최적화하여 금속 회수율을 높이는 데 기여한다. 이러한 플럭스의 조합을 최적화하면 슬래그의 점도를 조절하고, 특정 금속의 회수율을 극대화할 수 있으며, 슬래그 내 불순물의 고정을 통해 공정의 안정성을 향상시킬 수 있다64).
Zheng 등은65) 백금족 금속 회수를 위한 슬래그 설계 연구에서, CaO–Al2O3–SiO2–Na2O–B2O3–CaF2 조성을 활용한 제련 조건을 제시하였다. 이 슬래그는 모든 성분이 1350°C 이하에서 액상화될 수 있을 정도로 낮은 융점을 가지며, 우수한 유동성을 확보할 수 있는 것으로 나타났다. 특히 Na2O와 B2O3는 슬래그의 네트워크 구조를 파괴하여 점도 감소에 효과적이었으며, CaF2(5–10 wt%)는 금속상과의 상분리를 촉진하였다. 이와 같은 슬래그 조성은 금속 입자의 침강을 용이하게 하고, 슬래그 내 미세 백금족금속 잔류를 최소화하여 회수 효율을 높이는 데 효과적임을 확인하였다. Table 3에 주요 슬래그 조성의 특성을 나타내었다.
이처럼 슬래그 설계 및 환원 반응의 열역학적 조절은 건식제련 공정의 금속 회수 효율을 결정짓는 핵심 요소로 작용하며, 이러한 원리는 실제 산업 공정에서 다양한 열원을 기반으로 적용되고 있다. 아래에서는 열원에 따른 주요 건식제련 공정의 특징과 적용 사례를 정리하였다.
Table 3
Characteristics by slag composition
3.2. 열원에 따른 주요 건식제련 공정
3.2.1. 전기아크(Electric Arc)
Electric Arc Furnace Smelting(EAF)은 백금족 금속 회수를 위해 널리 사용되는 고온 제련 기술로, 특히 자동차 촉매, 전자 폐기물 및 기타 금속 함유 폐기물에서 유가금속을 회수하는 데 효과적으로 알려져 있다59). 건식제련 공정에서는 사용된 촉매를 포집제, 플럭스, 환원제(reducing agent)와 혼합하여 고온에서 용융하며, 이 과정에서 회수 대상 금속이 금속 상으로 농축되거나 정제 가능한 화합물로 전환된다. 이후 습식 제련을 통해 농축된 화합물을 정제함으로써 고순도의 백금족 금속을 회수할 수 있다10).
EAF는 전기적 방전을 통한 아크 발생으로 금속을 용융하는 방식으로, 슬래그 형성을 통해 불순물을 제거하는 것이 특징이다(Fig. 7). 용융된 금속과 슬래그는 밀도 차이에 따라 자연적으로 분리되며, 적절한 플럭스를 첨가함으로써 슬래그의 점도를 최적화하고 금속 회수율을 향상시킬 수 있다46). 특히, SiO2와 CaO 등의 플럭스와 함께 Cu 기반 포집제를 사용할 경우 자동차 폐촉매로부터 백금족 금속이 금속 상에 효과적으로 농축되며 최대 Pt 98%, 팔라듐(Pd) 99%, 로듐(Rh) 97%의 회수율이 보고되었다. 또한, Fe 기반 포집제를 사용할 경우 최대 Pt, Pd, Rh의 회수율이 97~99%로 나타났다73,74).
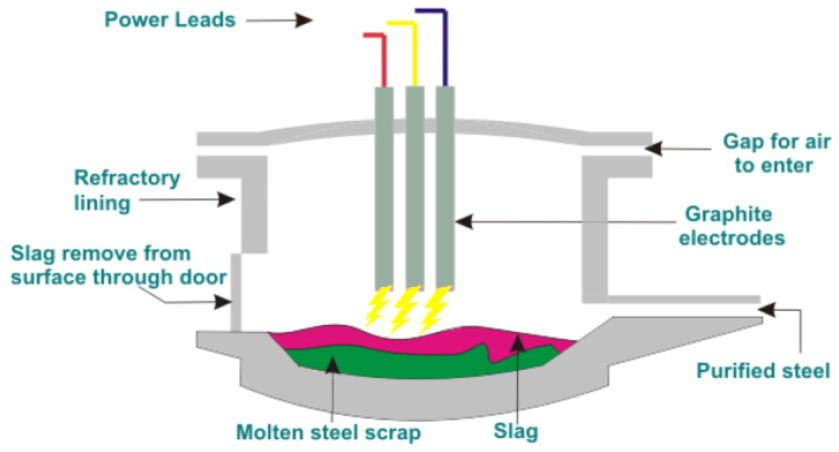
EAF 공정에서 백금족 금속의 회수율은 용융 온도, 처리 시간, 포집제 및 플럭스의 조성, 그리고 슬래그의 점도 조절에 의해 결정된다. 예를 들어, 1300~1400°C의 고온에서 75분간 용융 할 경우, 슬래그의 점도가 낮아지면서 백금족 금속이 슬래그 내로 손실되지 않고 금속 상에 효과적으로 농축된다. 이때, Cu, Fe, Ni 등의 포집제가 사용될 수 있으며, Fe가 가장 우수한 회수율을 보이는 것으로 보고되었다. 또한, CaF2, Na2B4O7, CaO 등의 플럭스는 슬래그 내 점도를 낮추어 백금족 금속과 포집제 간 충돌 확률을 증가시키고 회수 효율을 극대화하는 역할을 한다75).
높은 회수율과 대규모 산업 적용이 가능하다는 장점으로 인해 Umicore(벨기에), Johnson Matthey(영국), Badische Anilin-und-Soda-Fabrik(BASF, 독일) 등의 선도적인 기업에서 해당 공정을 백금족 금속 농축 공정에 활용하고 있으며, 대규모 처리가 요구되는 산업 분야에서 중요한 역할을 하고 있다46). 최근에는 선택적 회수 효율을 높이고, 폐기물 열에너지를 회수하여 에너지 효율을 증가시키는 기술이 개발되고 있지만76), 여전히 높은 에너지 소비와 CO2 배출량이 주요 한계로 지적되고 있다. 이를 해결하기 위해 전기화학적 환원제(electrochemical reductants)를 활용하여 탄소 기반 환원제를 대체하는 연구도 진행되고 있다77).
이러한 배경에서, 탄소 배출을 줄이고 자원 순환성을 높이기 위한 대안으로 Submerged Arc Furnace Process (SAF Process)공정이 주목받고 있다. SAF는 기존 슬래그 정제 공정에 비해 환경적 지속 가능성이 우수하고 폐슬래그의 재활용이 가능하다는 이점을 지닌다78). SAF는 전극이 용융 금속 및 슬래그에 잠겨 전기 저항을 통한 고온(1200~1600°C) 생성을 유도한다. 이 과정에서 금속 산화물의 환원 반응이 촉진되며, 회수된 금속은 금속 상으로 농축되고, 잔류 산화물과 불순물은 슬래그 상(Slag phase)으로 분리된다79).
남아프리카 공화국 Rustenburg 지역에서는 Outotec사의 SAF 공정을 적용하여 백금족 금속을 회수하고 있다. 이 공정은 높은 처리량과 효율적인 금속 회수 능력을 제공하며, 특히 Cu, Fe과 Ni 포집제를 활용하여 백금족 금속 회수율이 증가했다고 보고하고 있다80,81).
또한, First Quantum사의 Kansanshi Copper Smelter에서 SAF 공정을 통한 금속 제련과 슬래그 정화공정을 적용하여 슬래그 내 니켈 및 구리의 농도가 감소하였다고 보고하였다. 최근에는 SAF 공정에 자성 응집(Magnetic Aggregation) 기술을 도입하여 니켈 및 기타 금속 입자의 회수율을 향상시키는 연구가 진행되었으며, 파일럿 스케일 수준에서는 슬래그 정화 공정을 최적화하여 백금족 금속 회수율을 향상시키는 방식이 제안되었다80).
철을 포집제로 활용하는 공정은 비용 효율성과 백금족 금속과의 높은 친화도면에서 유망한 기술로 간주된다. 그러나 고온 공정에서 SiO2가 분해되어 단원자 실리콘으로 환원된 후 철과 반응하여 ferrosilicon을 형성할 경우, 백금족 금속이 이 합금에 포함되어 후속 습식 제련공정의 효율을 저하시킬 수 있다81).
따라서, SAF 공정도 EAF 공정과 동일하게 단독 적용 시 한계가 있으며, 포집제 및 슬래그 조성을 최적화하여 백금족 금속의 금속 상 농축을 극대화하거나, SAF/EAF 공정을 습식 제련과 병합하여 회수 효율을 향상시키는 하이브리드 공정 설계도 주목받고 있다. EAF 공정과 동일하게 단독 적용 시 효과적인 금속 회수가 제한되는 한계를 가지고 있어 이러한 한계를 극복하기 위해서는 포집제 및 슬래그 조성을 최적화하여 백금족 금속의 금속 상 농축을 극대화하거나, SAF/EAF 공정을 습식 제련과 병합하여 회수 효율을 향상시키는 하이브리드 공정 설계도 주목받고 있다78,79).
3.2.2. 플라즈마(Plasma)
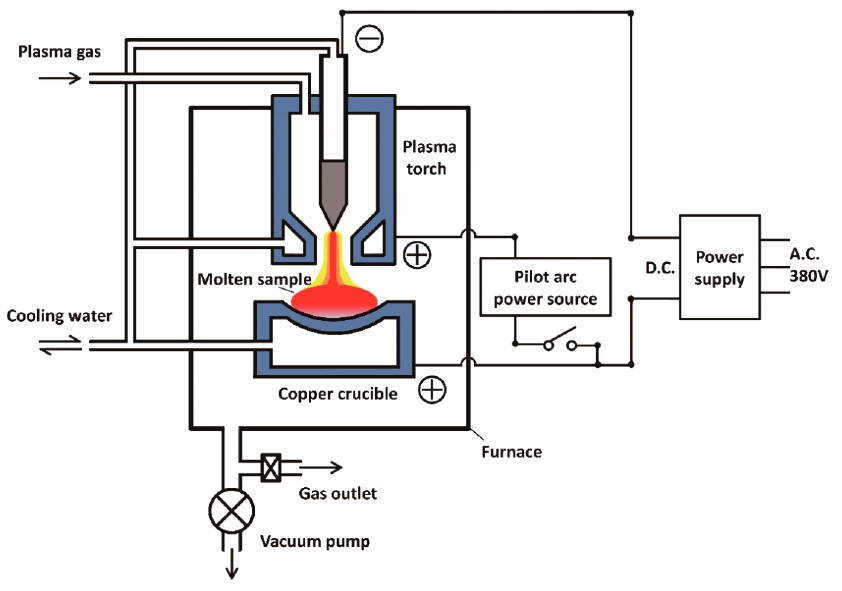
Plasma smelting은 고온의 플라즈마 아크를 이용하여 금속을 용융하고 농축하는 기술이다. 주로 전자 폐기물 및 자동차 촉매 재활용에 적용되고 있다81). 이 공정은 EAF 및 SAF 공정보다 더 높은 온도에서 진행되어 산화물 형태의 백금족 금속을 효과적으로 환원할 수 있는 장점이 있다(Fig. 8)82). EAF 공정과 유사하게 슬래그 형성을 통해 불순물을 제거하며, 플럭스를 활용해 점도를 조절하여 금속 회수율을 향상시킬 수 있다46). 특히, Fe 기반 포집금속을 사용할 경우 최대 Pt 99%, Pd 99%, Rh 97%의 높은 회수율이 보고되었다73). Cu 기반 포집금속도 적용될 수 있으나, 연구 결과 철(Fe) 기반 포집금속이 보다 우수한 회수율을 보이는 것으로 나타났다. 최근 ㈜피엘원이 700 kW급 초고온 플라즈마 제련 공정을 도입하여 백금족 금속 원광석을 직접 처리하였고, 총 회수율이 99.85%에 도달하였다고 보고하였으나 원소별 회수율은 언급되지 않았다83).
3.2.3. 마이크로웨이브(Microwave)
Microwave Smelting은 기존 건식제련 공정보다 낮은 온도에서 유가금속을 효과적으로 회수할 수 있으며, Microwave 가열 방식의 와전류 손실(Eddy current loss)과 소용돌이 침전 효과(Swirling Sedimentation Effect)로 인해 금속 내부에서 직접 열이 발생하여 2시간 내에 효율적인 금속 회수가 가능하다. 또한, Na2B4O7, Na2CO3와 같은 플럭스를 사용하여 슬래그의 점도를 감소시킴으로써 Pt 98.59%, Pd 97.91%, Rh 97.16%의 회수율이 보고되었다85). 그러나 슬래그와 포집금속간의 반응속도를 조절하는 것이 어렵고, EAF, SAF, Plasma smelting 등 기존 공정에 비해 처리할 수 있는 양이 제한적이므로, 이미 대규모 산업화가 이루어진 기존 공정과 비교할 때 Microwave Smelting의 경제성이 충분히 검증되지 않았다86). Table 4에서는 건식제련 공정별 백금족 금속 회수율을 비교하였다.
Table 4
Comparison of PGM recovery processes
4. 산업적 적용 가능성과 도전 과제
비록 Table 3에서 제시된 실험 결과는 97~99%에 달하는 매우 높은 회수율을 보여주지만, 이는 주로 실험실 또는 최적화된 파일럿 조건에서 얻어진 수치로, 산업 현장에서는 동일한 효율을 구현하기 어려운 경우가 많다. 실제 대규모 처리 과정에서는 연료전지 촉매 내 백금 입자가 탄소 지지체에 미세하게 분산되어 있어 고온 제련 시 휘발·손실이 발생할 수 있고, 불소계 고분자 분해로 인한 HF 배출과 같은 환경적 처리 문제가 동반된다. 또한, 장시간 운전 시 슬래그 조성이 변화하여 금속 회수율이 변동되거나, 포집금속의 소비량이 증가해 경제성이 저하될 우려가 있다. 따라서 산업적 적용을 위해서는 슬래그 물성 최적화, 포집금속의 재사용·저감 기술, 그리고 건식과 습식을 융합한 하이브리드 공정의 실증 검증이 필수적이다.
연료전지는 내구성이 높고 교체 주기가 길어 폐기되는 양이 한정적이다. 또한, 촉매에 포함된 소재는 고가이지만 연료전지 시스템에서 차지하는 비중이 크지 않아 내연기관이나 리튬 이온 배터리산업에 비해 재활용 연구의 우선순위가 높지 않았다. 또한, 백금족 금속의 경우 탄소 기반 및 산화물 담지체에 분산된 형태로 존재하기 때문에 고온에서 선택적으로 회수하는데 한계가 있다87). 따라서, 건식제련을 적용할 경우 연료전지 촉매 내 백금족 금속을 농축한 후, 후속 공정을 적용해야 회수율을 높일 수 있다. 자동차 폐촉매로부터 건식제련을 활용한 연구에 따르면, 백금족 금속을 효과적으로 농축한 사례가 보고되었으며, 국내에서는 ㈜희성피엠텍이 연속 건식제련 공정과 습식공정을 적용하여 최종적으로 97~99%의 회수율을 확보하였다88). 실제 사용 후 촉매를 건식제련에 적용할 경우 백금족 금속이 슬래그와의 물리적 분리 및 농축 과정을 통해 금속층에 안정적으로 축적되기 때문에 공정시간의 단축과 동시에 높은 회수율 확인할 수 있다65) 그러나, 연료전지 촉매를 대상으로 한 건식제련 연구는 현재까지 제한적이며, 산업적 적용을 위해 추가적인 연구가 필요하다.
한편, 촉매 재활용의 핵심 과제는 금속 회수 효율을 극대화하는 것으로, 최근 연구는 고온 공정의 높은 회수율과 저온 공정의 에너지 효율성 사이에서 최적의 균형을 추구하는 방향으로 진행되고 있다. 예를 들어, 고온 제련 공정은 금속 산화물을 완전히 용융시켜 98% 이상의 회수율을 달성하며, 고순도의 금속을 얻는 데 유리한 반면, 저온 용융환원 공정은 에너지 소비를 줄이면서도 85-95%의 회수율을 유지하여 대량 처리에 적합하다89). 또한, 온실가스 배출을 줄이기 위한 탄소 포집 및 저장(Carbon Capture and Storage, CCS) 기술과 에너지 소비를 절감할 수 있는 열 회수 시스템의 도입은 재활용 공정의 경제성과 환경적 지속 가능성을 동시에 달성할 수 있는 중요한 기술적 접근으로 평가받고 있다90). 아울러, 제련 공정에서 생성된 슬래그를 건축 자재 등으로 재활용하는 방안도 자원 활용도를 높이는 데 기여하고 있다.
5. 결 론
본 연구에서는 건식제련 기술을 활용한 사용 후 연료전지 촉매 재활용 연구 동향을 살펴보았다. 현재 연료전지 촉매 재활용은 주로 습식제련(hydrometallurgy) 공정에 집중되어 있으며, 상대적으로 건식제련(pyrometallurgy) 기술을 적용한 사례는 제한적이다. 그러나, 자동차 촉매, 전자 폐기물, 금속 제련 산업 등에서 건식제련 공정이 효과적으로 활용된 사례를 고려할 때, 연료전지 촉매 재활용에도 적용될 수 있을 것으로 기대된다. 특히, 연료전지 촉매의 핵심 성분인 백금족 금속 및 니켈의 특성을 고려할 때, 기존 건식제련 공정을 연료전지 촉매 재활용에 적용함으로써 높은 회수율과 경제적 효율성을 확보할 수 있을 것으로 예상된다. 그러나, 현재 사용 후 연료전지 촉매를 대상으로 한 건식제련 연구가 부족하기 때문에, 향후 연구에서는 연료전지 촉매에 적합한 건식제련 공정 개발 및 최적화, 건식제련과 습식제련 공정 간 경제성 및 환경 영향 비교 분석, 산업적 적용 가능성을 높이기 위한 실증연구가 필요하다. 연료전지 기술은 여전히 대규모 상용화 단계로의 전환이 진행 중이며, 장기간의 사용 수명과 높은 내구성으로 인해 폐기량이 상대적으로 적은 편이다. 또한, 연료전지 촉매에 포함된 백금족 금속은 높은 경제적 가치를 지니고 있음에도 불구하고, 연료전지 시스템 내 비중이 크지 않아 배터리 재활용 산업에 비해 연구 및 개발의 우선순위가 상대적으로 낮게 평가되어 왔다. 따라서, 연료전지 촉매 특성을 고려한 건식제련 공정 개발과 실증 연구가 활성화된다면, 지속 가능한 연료전지 산업 발전과 자원 순환 체계 구축에 기여할 수 있을 것으로 기대된다.
