

1. 서 론
2. 전산 방법론
2.1. Analytical Solver 설정
2.2. 해석 조건
3. 결과 및 고찰
3.1. 유동 가스(Carrier Gas)
3.2. 장입량의 영향
3.3. 가스 분산판 노즐 각도의 영향
4. 결 론
1. 서 론
수소 가스를 환원제로 사용하는 직접환원철(DRI) 생산은 전 세계적인 ‘탄소 배출 제로(CO2 emission zero)’ 방법 중 가장 중요한 공정의 하나로 여겨지고 있으며, 여러 국가에서 관련 연구가 활발히 진행 중이다. 수소 가스의 사용은 미분 철광석의 환원 공정 온도를 낮출 수 있어, 친환경적인 운전을 달성하고 반응기 내 고착(sticking) 및 비유동화 층(unfluidized layer) 형성과 같은 문제를 해결할 수 있다. 또한 미분 철광석 환원을 통한 DRI 생산에서 유동층의 사용은 매우 효력 있는 한 수단으로 인정할 수 있다.
본 연구는 3D CFD 시뮬레이션을 활용하여 유동층 반응기를 설계·제작하기 위한 공정 데이터를 얻기 위해 수행되었다. 반응기 내 미분 철광석 입자의 유동화 거동에 있어 유동 가스의 특성, 특히 밀도와 점도가 가장 중요한 변수이다. 본 연구에서는 점도와 밀도가 현저히 다른 두 가지 가스인 수소(H2)와 COG(코크스 오븐 가스)를 유동 가스(carrier gas)로 시험하였으며 유동 가스 특성, 정지층 높이(미분 철광석 장입량에 해당), 그리고 가스 분산판의 노즐 각도와 같은 운전 변수가 유동 경로 내 체적 분율을 기반으로 유동화 거동에 미치는 영향을 조사하였다. 또한 위 변수들로 인한 압력 손실 및 가스 속도 변화에 대한 정량적 분석도 수행하였다.
본 연구에서는 조업 변수 영향이 더 명확할 수 있게 나타날 수 있는 조업 초기(즉 유동가스가 가스 분산판(grid, gas distributor)을 통과한 직후) 반응기 내부에서 발생하는 미세 고체 입자의 유동화 거동과 기포 생성과 같은 현상 해석을 목표로 하였다. 이를 위해, 어렵고 장시간이 요구되지만, 비정상 상태(unsteady state)에서 시뮬레이션을 수행하였다. 본 시뮬레이션에서는 미분 광석 입자를 연속체(continuum)로 가정하는 입자 운동 이론(kinetic theory)에 기반한 Eulerian-Granular Model을 이용하여 열유체 해석을 수행하였다1,2,3).
2. 전산 방법론
2.1. Analytical Solver 설정
CFD 시뮬레이션은 ANSYS Fluent 2022 R2를 사용하여 수행하였으며, 해석 기법으로 unsteady state solver, pressure-based solver, multiphase Eulerian model, Syamlal-O’Brien drag model, pressure-velocity phase coupled SIMPLE scheme, discretization pressure PRESTO! scheme, discretization volume fraction QUICK scheme, 그리고 기타 discretization 2nd order scheme 등을 사용하였다4). 가스상과 고체 분말상을 각각 연속체로 취급하는 Eulerian-Eulerian 기반의 다상 유동 모델을 적용하였으며, 고체 분말상은 입자 운동 이론에 기반한 Eulerian-Granular Model로 모사하였다5).
2.2. 해석 조건
2.2.1. 형상 및 메쉬(Geometry and Mesh)
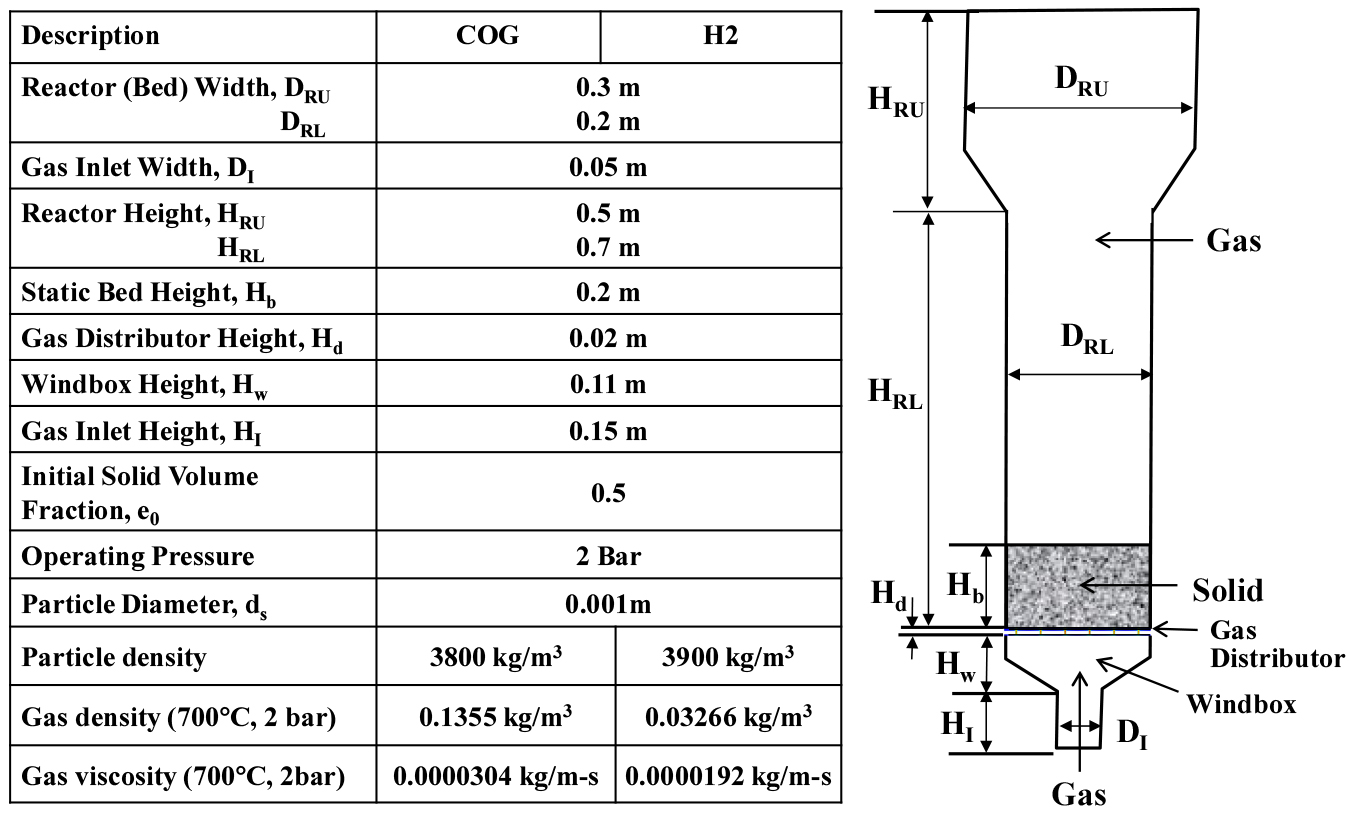
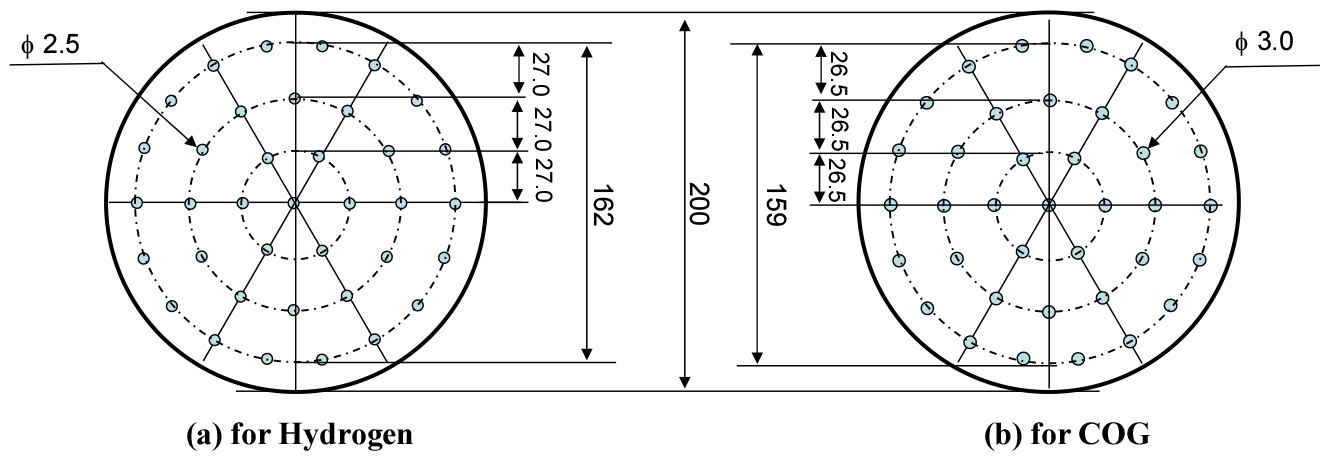
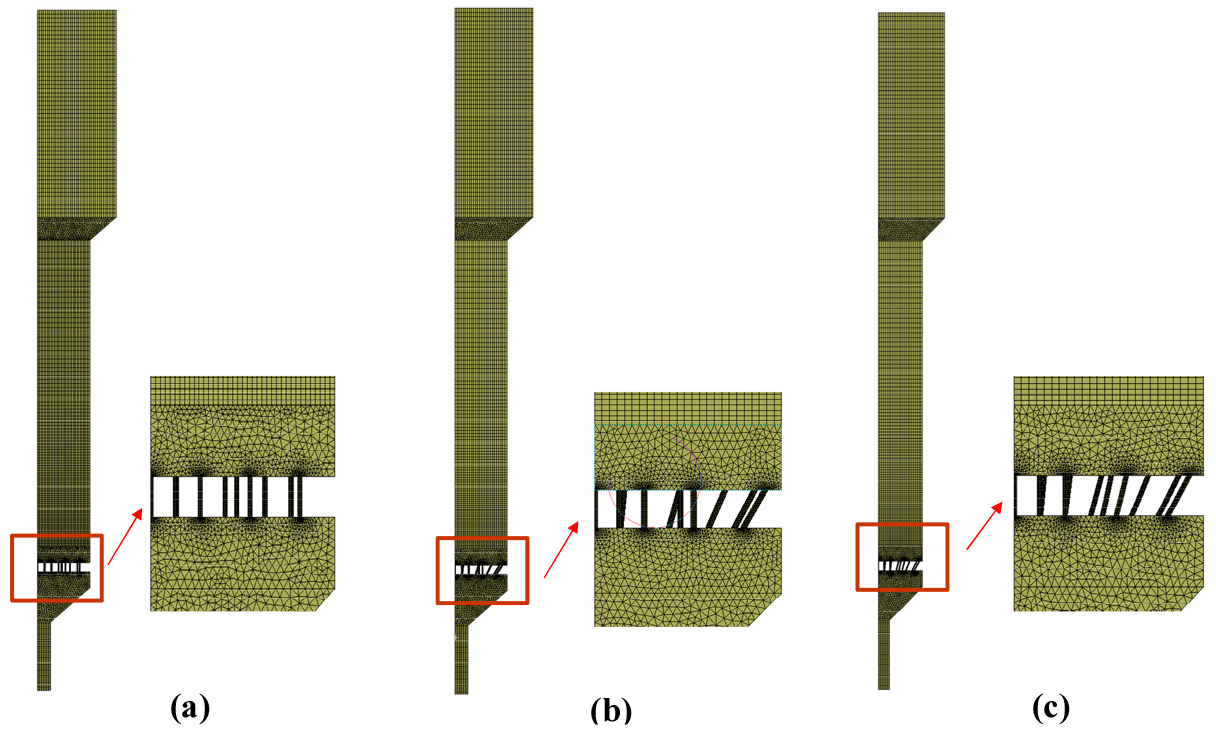
본 연구에서 기포 유동층 반응기와 가스 분산판의 형상 변수는 Fig. 1 및 Fig. 2에 나타내었다. 유동화 반응기 구역과 확장부의 내경은 각각 0.2 m와 0.3 m이며, 반응기의 총 높이는 1.2 m이다. Fig. 2의 가스 분산판은 유동층 관련 문헌을 기반으로 설계하였다6,7). CFD 메쉬 생성을 위한 형상 변수 준비에는 ANSYS Meshing 프로그램을 사용하였으며, 유동층 시뮬레이션에 사용된 총 셀 수는 약 5,000,000개이다. 계산 효율과 국부 유동 해상도를 함께 고려하기 위해 Fig. 3과 같이 하이브리드(Hexa and Tetra) 메쉬를 사용하였다. 생성된 격자의 적합성을 확인하기 위해 mesh quality check를 수행하였으며, skewness와 orthogonal quality를 기준으로 격자 품질을 평가하였다. 본 연구에서 사용한 격자는 maximum skewness 0.85 이하, minimum orthogonal quality 0.15 이상을 만족하도록 구성하였으며, 가스 분산판 노즐부, windbox 및 유동층 하부와 같이 속도 구배와 고체상 체적분율 변화가 크게 발생하는 영역에는 상대적으로 조밀한 격자를 적용하였다. 또한 비정상 다상 유동 해석의 계산 안정성을 확보하기 위해 adaptive time stepping을 적용하였으며, initial time step은 1.0 × 10-5 s, minimum time step은 1.0 × 10-7 s로 설정하였다.
2.2.2. 운전 조건
본 연구는 단일 유동층 반응기에서 미분 철광석을 환원하여 DRI를 생산하는 경우를 기반으로 시뮬레이션을 수행하였다. 조업 조건은 유동층 관련 문헌을 기반으로 한 이론적 계산을 통해 설정되었으며6,7), 그 결과는 Fig. 1 좌측 표에 나타내었다. 경계조건으로, 유동층 반응기 끝단에서의 가스 배출압력은 2 bar로 설정하였고, 온도는 유동층내 균일혼합성을 가정하여 전 지역에서 700°C로 유지되는 것으로 설정하였으며, 유동층 반응기 표면은 no-slip, stationary wall인 것으로 가정하였다. 유동층 거동은 유동 가스의 밀도와 점도에 의해 강하게 영향을 받기 때문에 DRI 생산을 위한 미분 철광석의 유동층 환원에서 이 영향을 이해하기 위해, 점도와 밀도가 서로 상당히 다른 두 가지 가스인 H2와 COG를 유동 가스로 사용하였다. 이러한 차이로 인해 두 가스의 최소 및 최적 유동화 속도도 서로 다르므로, 적절한 비교를 위해 같은 시간에서 가스속도에 따른 유동화 거동을 비교하였다. 그 결과로 선택한 적정 H2와 COG의 공탑(freeboard) 가스 속도는 각각 2.4 m/s와 1.1 m/s이다.
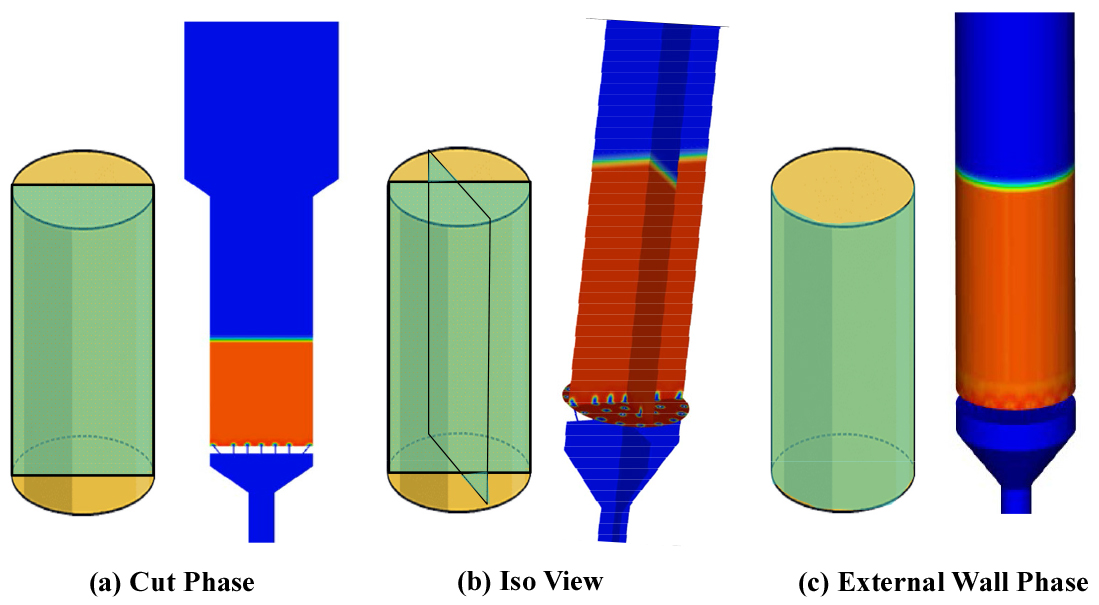
석탄 가스나 COG와 달리 H2 가스는 가스 밀도와 점도가 매우 낮기 때문에, 낮은 운전 압력에서 최대 10 mm까지 넓은 입도 분포를 가지는 소결 원료(sinter feed)와 같은 대입경 입자를 사용하는 것은 어려울 수 있다. 이를 고려하여 본 연구에서 적용된 철광석 입자 크기를 1 mm로 설정하였으며, 이 입자 크기의 타당성은 예비 시뮬레이션 테스트를 통해 확인하였다. 운전 변수의 영향 분석을 위해 두 유동 가스를 Hb(Static bed height)/DRL(Reactor bed width) 비 0.5~1.5 범위와 가스 분산판의 최외각 노즐 각도 60~90° 범위에서 비교하였다. 시뮬레이션 결과는 Fig. 4에 나타낸 바와 같이 단면도(cut phase), 등각 투영도(iso view), 벽면도(wall phase)의 세 가지 방식으로 표현하였다.
3. 결과 및 고찰
3.1. 유동 가스(Carrier Gas)
Fig. 5는 Hb/DRL = 1.0, 운전 압력 2 bar 조건에서 H2와 COG를 유동 가스로 사용했을 때 시간에 따른 유동층 반응기 내 고체 상(미분 철광석 입자)의 체적 분율 등고선 변화를 나타낸 것이다. 반응기 구역에서 H2와 COG의 공탑 가스 속도는 각각 2.4 m/s와 1.1 m/s이다. H2의 가스 속도(또는 가스 유량)가 훨씬 높기 때문에, 가스 분산판 노즐의 내경이 더 좁음에도 불구하고 유동층 내 기포가 더 크게 성장하였다. 또한, Fig. 6의 Hb/DRL = 0에서 확인할 수 있듯이, H2 가스에 의한 가스 분산판에서의 압력 손실은 COG에 비해 훨씬 낮게 나타났다.
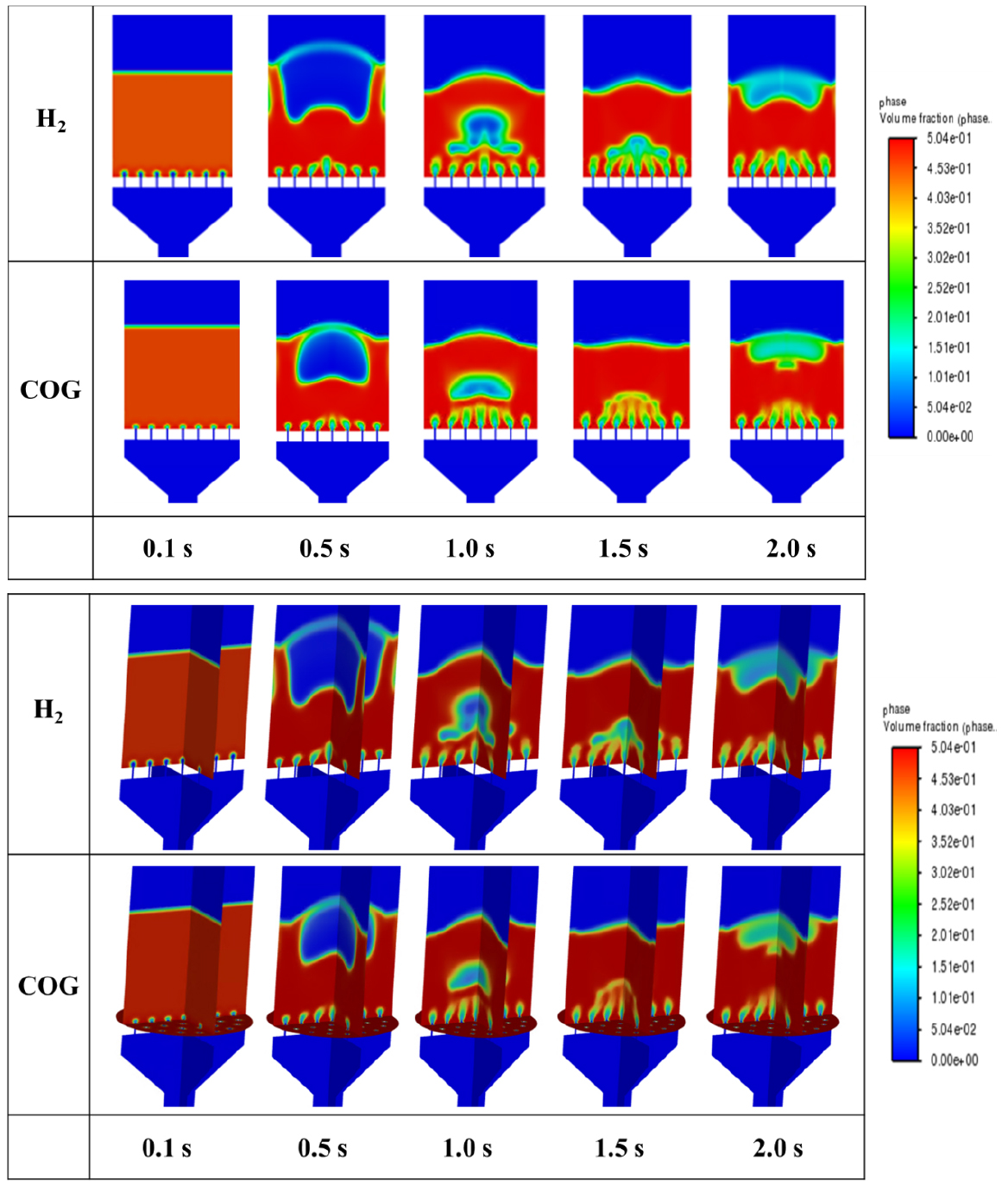
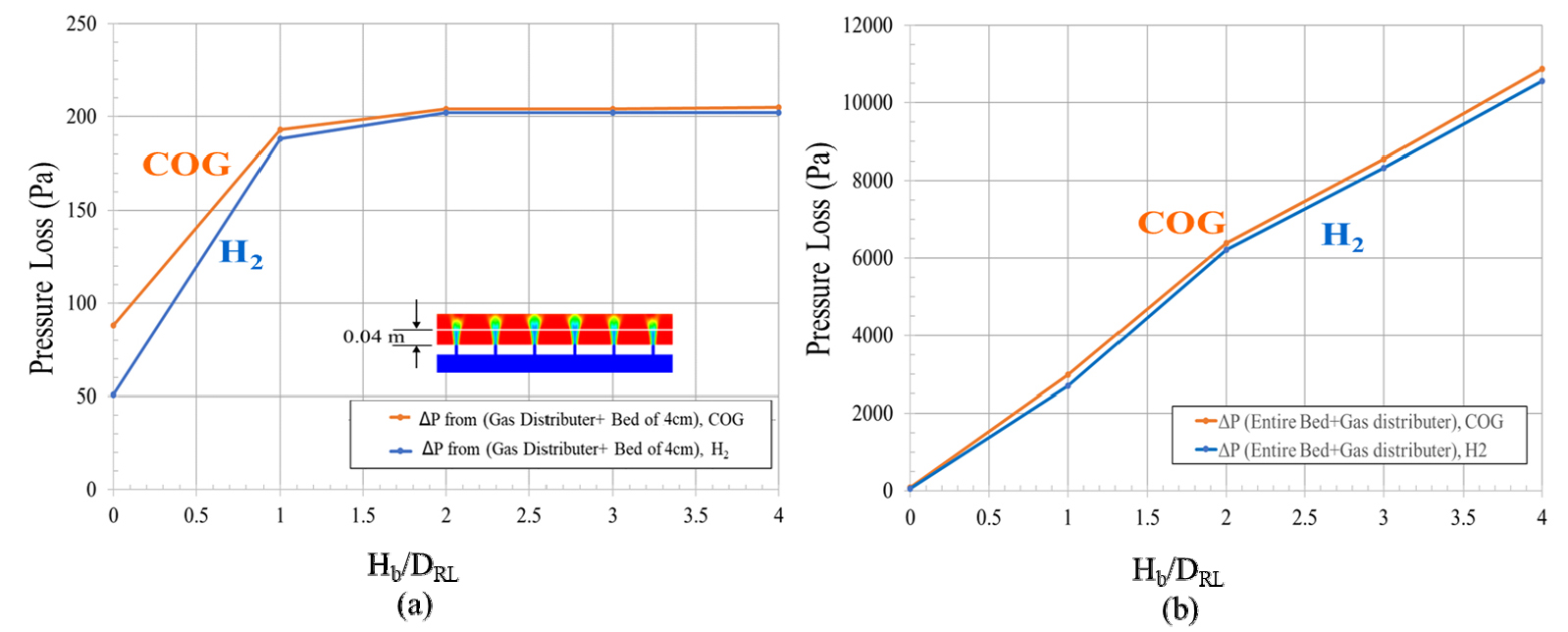
Fig. 6.
Variation of pressure loss with Hb/DR ratio in the fluidized bed reactor when H2 and COG are used as the carrier gases when the fluidized bed is fully developed at the operation pressure of 2 bar. (a) Pressure loss through the gas distributor and the fluidized bed 0.04m above the surface of the gas distributor (b) Pressure loss through the entire fluidized bed and the gas distributor.
현재 조건에서 기포 크기에는 노즐 직경보다 가스 밀도와 가스 속도가 더 큰 영향을 미치며, 압력 손실에는 가스 속도보다 가스 밀도와 점도가 더 큰 영향을 미친다. 이는 스케일업 시 중요하게 고려해야 할 요소일 수 있다. 이 결과는 기체–고체 층에서의 압력 강하가 동적 에너지 손실과 점도 에너지 손실에 의해 동시에 발생한다는 기존 보고와 일치한다8). 유동층이 없을 때(Hb/DRL = 0) 두 가스의 가스 분산판 통과 압력 손실은 큰 차이를 보이지만, 유동층이 형성됨에 따라 그 차이는 무시할 수 있을 만큼 작아진다. 이는 분산판 위의 유동화된 고체 상에 의한 배압(back pressure)과 무게(중력)에 기인한다.
본 시스템에서 하부 압력 측정 지점은 가스 분산판 표면으로부터 0.04 m 위에 설치되어 있다. 따라서 이 지점과 분산판 표면 사이에 유동층 일부가 존재할 경우, 이 지점에서 측정된 압력 강하에는 그 사이의 유동층에 의한 압력 손실이 포함된다. 한편, 유동층에 의한 압력 손실은 층 높이가 증가함에 따라 거의 선형적으로 증가하였는데, 이는 무게가 높이에 따라 선형적으로 증가하기 때문이며, 이 현상은 기존에 보고된 것처럼 유동층의 베드 질량(bed mass)은 유동층을 통한 압력 손실 측정으로 추정할 수 있다8,9).
3.2. 장입량의 영향
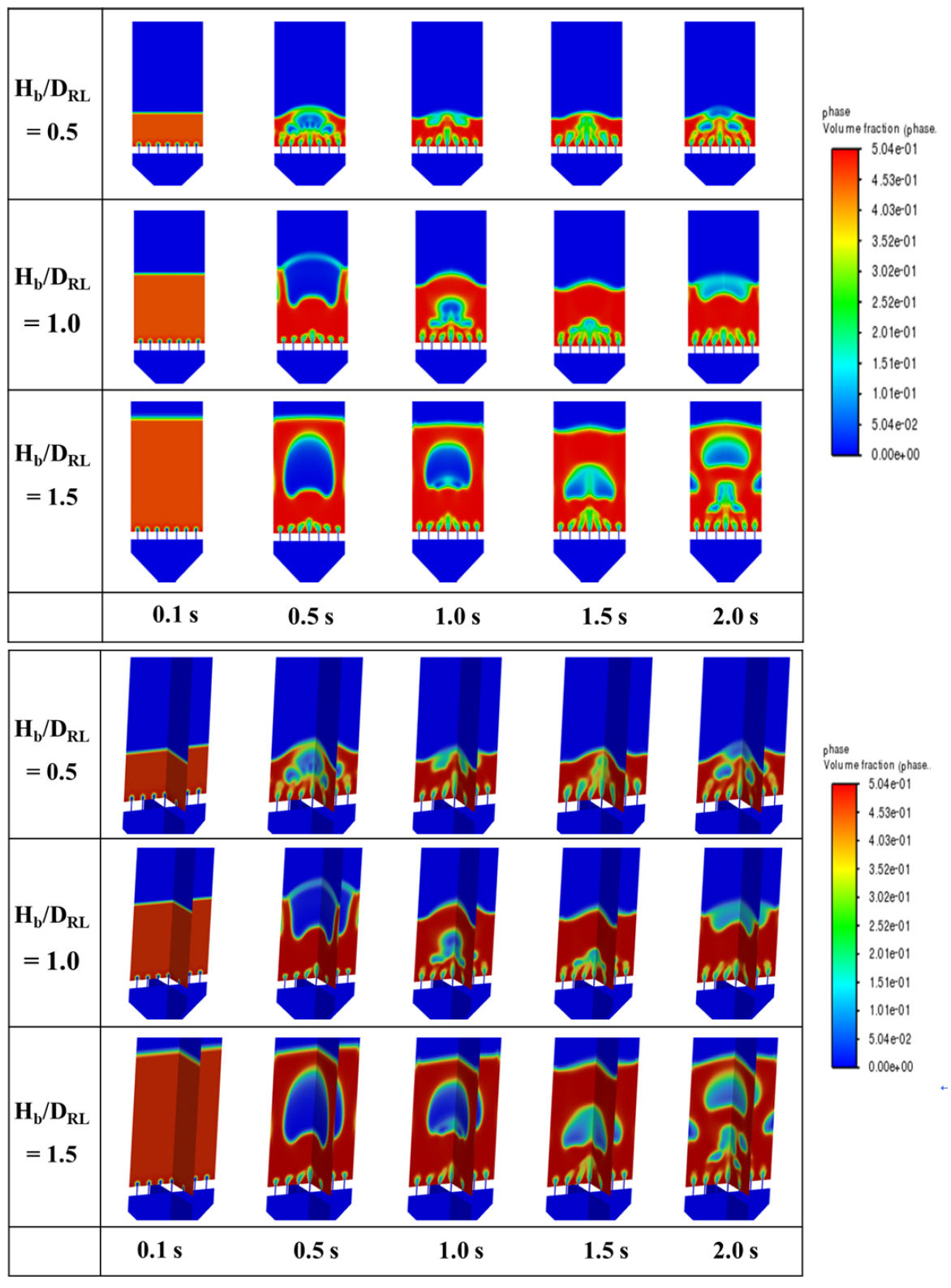
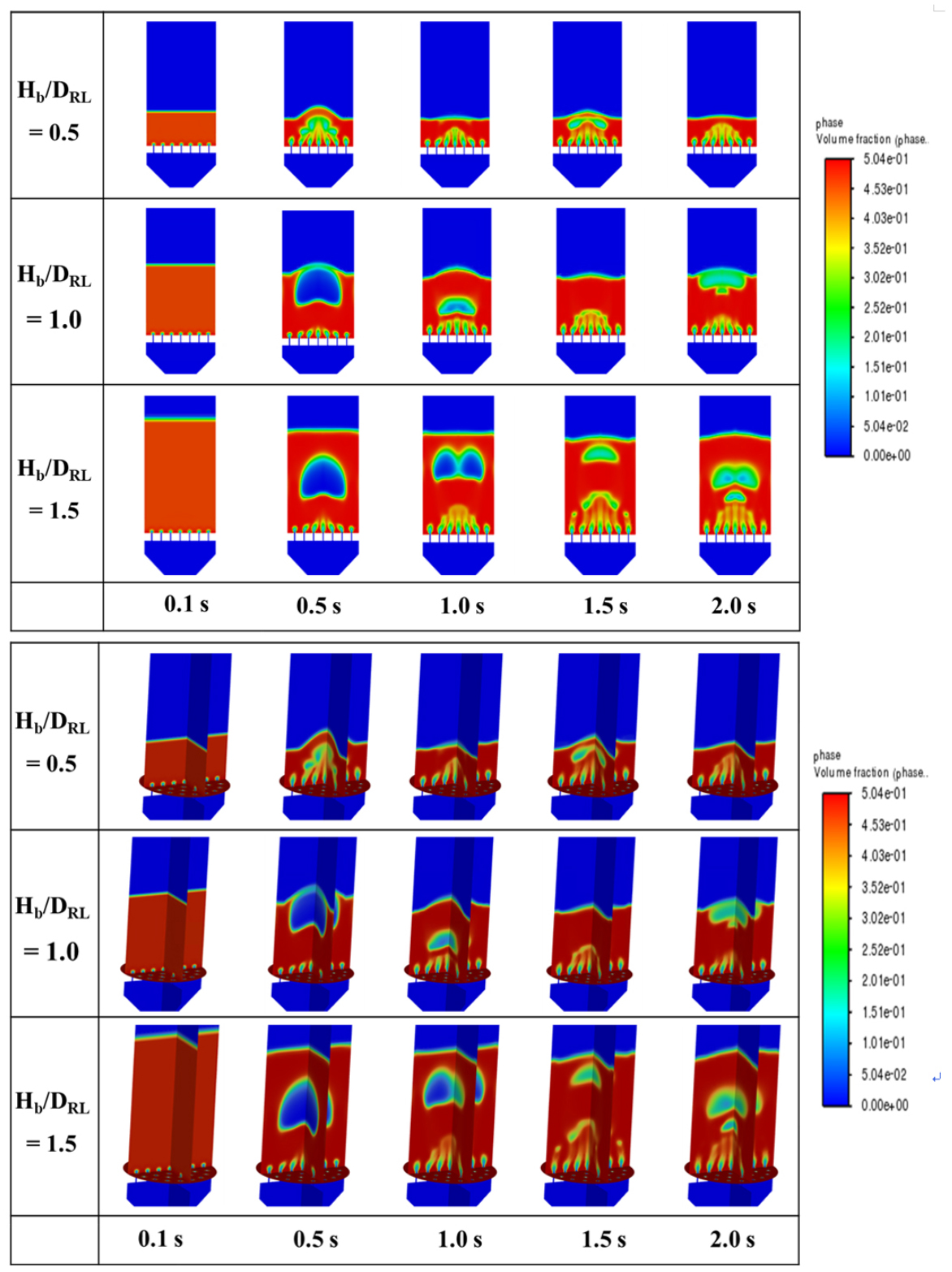
Fig. 7은 H2를 유동 가스로 사용할 때, 운전 압력 2 bar, Hb/DRL = 0.5~1.5 범위에서 시간에 따른 유동층 반응기 내 고체 상의 체적 분율 등고선 변화를 나타낸 것이다. Fig. 8은 COG를 유동 가스로 사용했을 때의 변화를 나타낸다. 일반적으로 상승하는 개별 기포는 층 내에서 상승하면서 일련의 분열(breakup)과 합체(coalesce)를 거친다10,11,12). 기포는 형성되어 상승하면서 성장하는데, 이는 흐름에 대한 층내의 저항이 감소하기 때문이다. 층 높이가 증가함에 따라 기포의 크기와 수가 증가한다. 이 현상은 유동층 높이가 증가할수록 층 내 입자의 체류 시간도 증가하여 성장할 시간이 더 많아지거나, 또는 파쇄(fragmentation)될 기회가 증가하기 때문으로 설명될 수 있다. 이러한 경향은 H2와 COG 모두에서 유사하게 관찰되었다.
3.3. 가스 분산판 노즐 각도의 영향
가스 분산판의 노즐이 분산판에 수직 방향으로 설치되어 있을 경우, 유동로 하부 벽면 쪽 가스 분산판 위에 비유동화층(unfluidized bed)이 형성되는 경우가 많으며, 유동로벽을 타고 낙하하는 미분으로 정체층(static bed)이 노즐을 덮어 발생하는 비유동화 현상에 의해 노즐을 통한 미분 입자의 낙하가 관찰된다. 이러한 문제들에 대한 해결책의 일환으로, 가장 바깥쪽 노즐을 벽면 방향으로 기울여 벽면을 따라 기포를 발생시킴으로써 벽면을 따라 하강하는 고체 상을 밀어 올릴 수 있는 대안적 설계를 테스트하였으며, 이를 통해 정체층 형성과 고체 입자의 낙하 문제를 해결할 수 있을 것으로 판단하였다.
이와 관련하여 두 가지 경우를 검토하였다: 1) 가장 바깥쪽 노즐(벽면으로부터 첫 번째 열)만 벽면 쪽으로 30° 기울인 경우, 2) 가장 바깥쪽 노즐을 30° 기울이고 두 번째 바깥쪽 노즐을 벽면 쪽으로 15° 기울인 경우(Fig. 3 및 Fig. 9 참조). Hb/DRL = 1.5, 운전 압력 2 bar 조건에서 얻은 결과는 Fig. 10, Fig. 11, Fig. 12, Fig. 13, Fig. 14에 나타내었다. 단일 노즐에서의 유동에서는 일반적으로 길이가 증가할수록 압력 손실이 증가하고 유속이 감소한다. 그러나 본 연구에서 유동층 반응기 하부(바람 상자 및 가스 입구 파이프)의 형상은 Fig. 1과 Fig. 10에서 알 수 있듯이 단순하지 않다. 다중 노즐을 가진 가스 분산판 아래 바람 상자(windbox) 내부의 위치에 따라 가스의 벡터 방향, 가스 속도 분포, 그리고 와류(vortex) 형성이 다르게 나타났다(Fig. 10). 따라서 각 노즐에 유입되는 조건이 상이하며, 각 노즐로 유입되는 가스 유량이 달라진다. 이러한 조건들이 노즐 길이 효과와 함께 노즐 내 가스 속도에 영향을 미칠 수 있다고 판단된다. 반응기 벽면 방향으로 노즐 각도를 변경함에 따라, 가스 분산판 아래 하부 벽면 측에서 와류 형성이 강화된다. 이로 인해 이전에는 중심부에 집중되었던 흐름이 가스 분산판 전체에 분산되는 현상이 발생한 것으로 판단된다. 또한, 노즐을 벽면 방향으로 기울이는 것이 수직 방향 배치보다 가스 유입에 더 유리하게 작용한 것으로 판단된다.
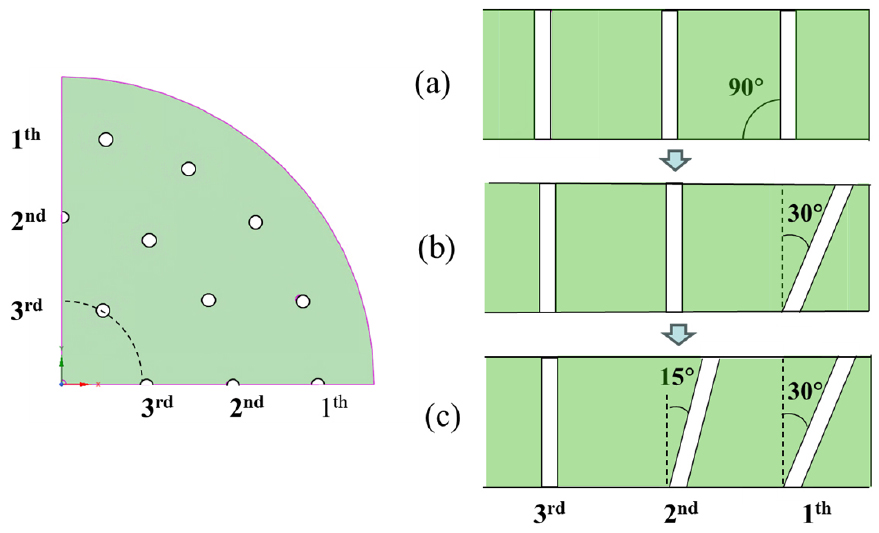
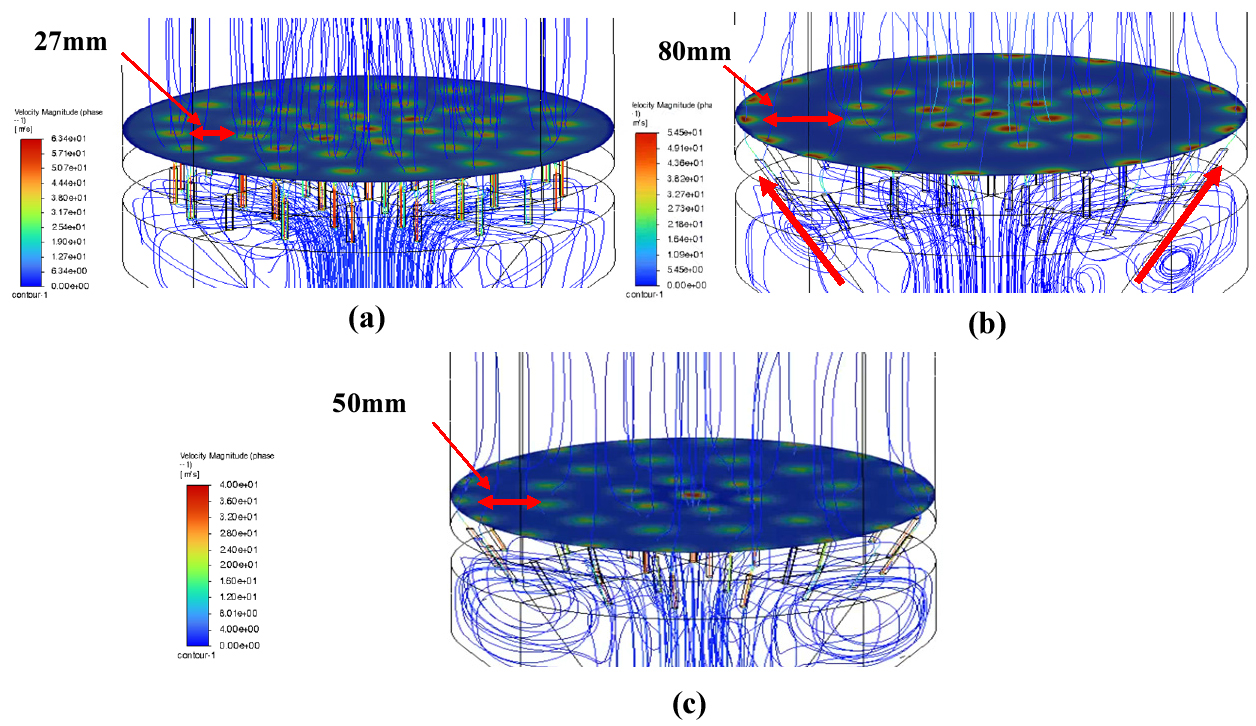
Fig. 10.
Variation of the velocity pathline as the nozzle angles of gas distributor change, when the fluidized bed is fully developed. (a) No nozzle tilt (b) 30° tilt for the outmost nozzles in the gas distributor (c) 30° tilt for the outmost nozzles and 15° tilt for the second outermost nozzles in the gas distributor.
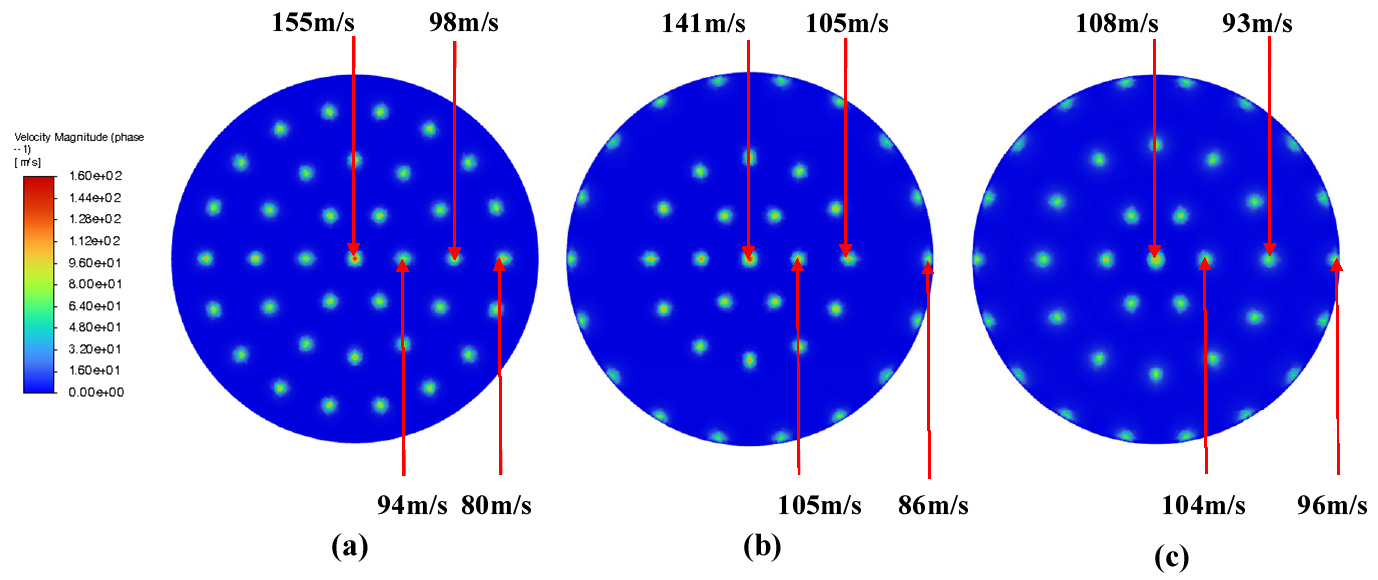
Fig. 11.
Variation of the velocity contour as the nozzle angles of gas distributor change, when the fluidized bed is fully developed. (a) No nozzle tilt (b) 30° tilt for the outmost nozzles in the gas distributor (c) 30° tilt for the outmost nozzles and 15° tilt for the second outermost nozzles in the gas distributor.
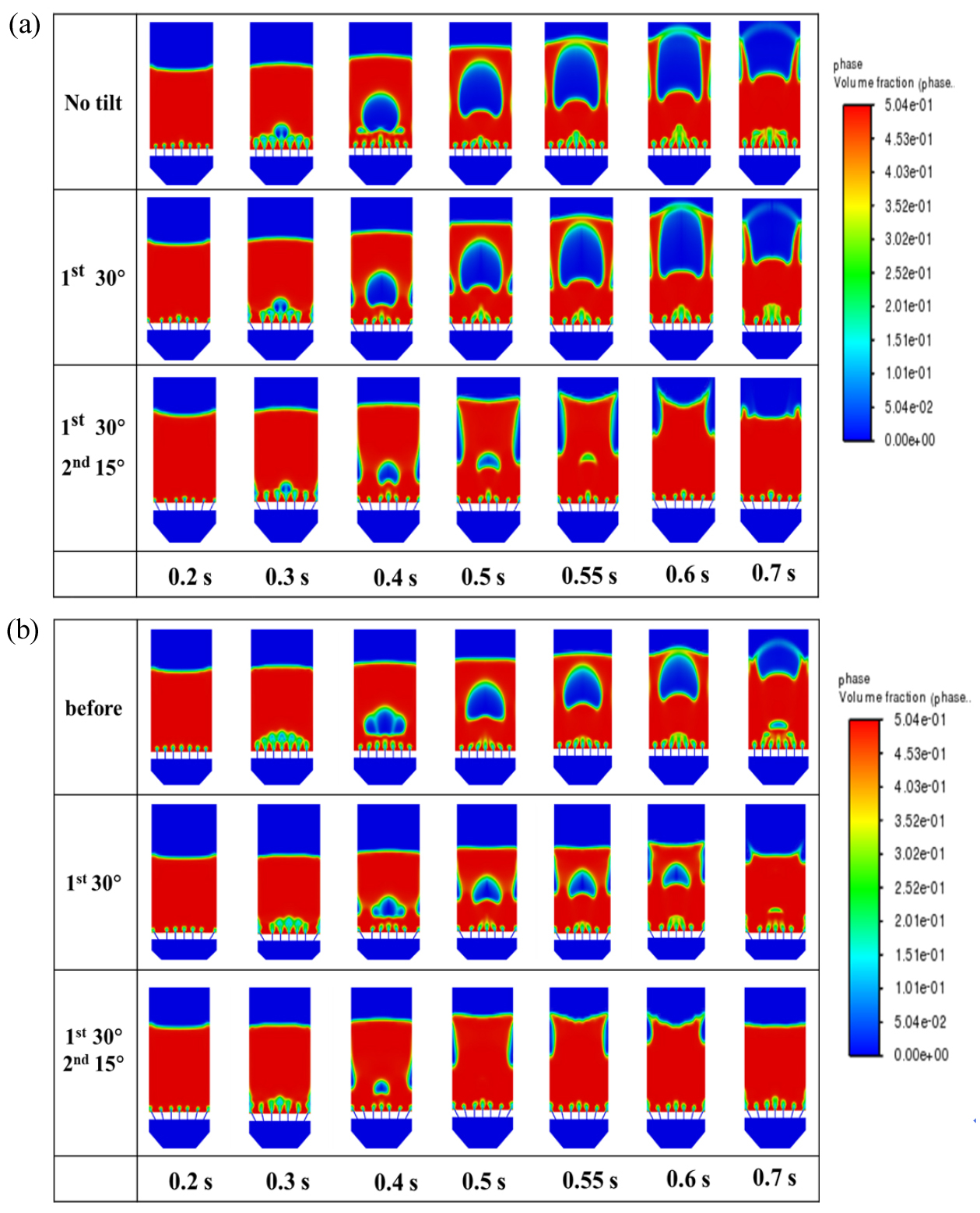
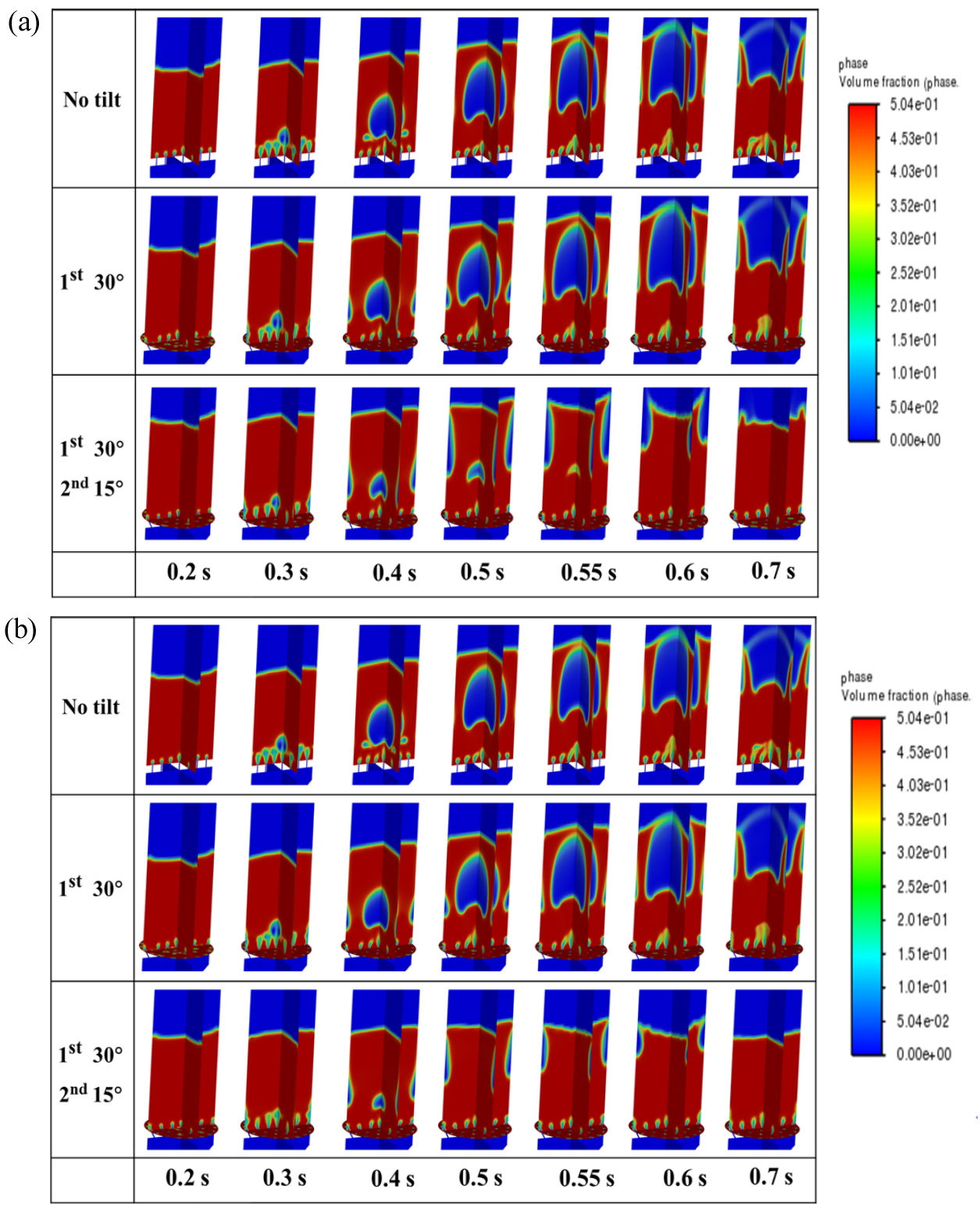
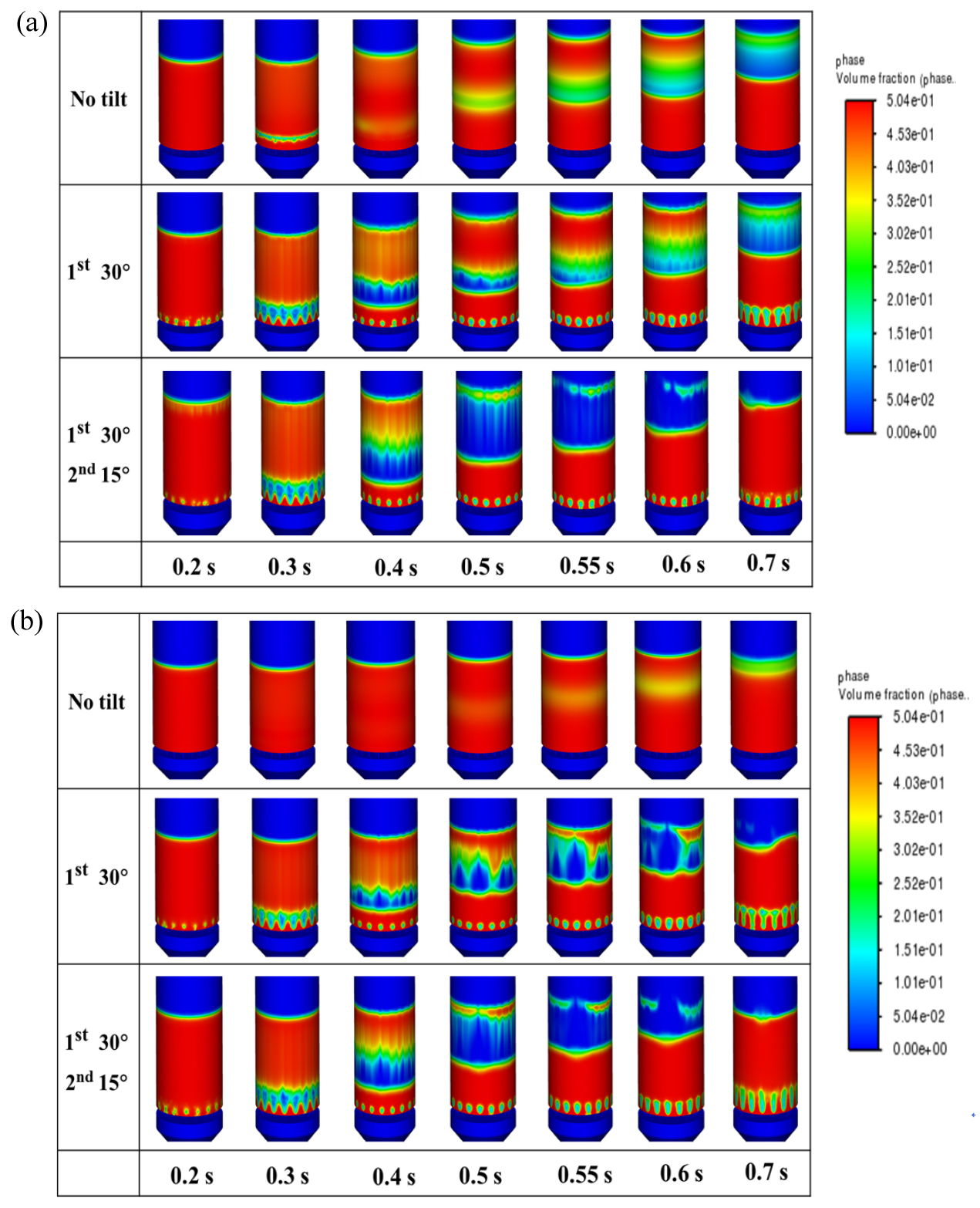
각도 변경 전, 중앙 노즐의 최대 속도는 155 m/s, 가장 바깥쪽 노즐은 80 m/s였다. 반응기 벽면 방향으로 노즐을 기울인 후, 중앙 노즐의 속도는 감소하고 바깥쪽 노즐의 속도는 증가하여 가스 분산판 전체에 걸쳐 더 균일한 속도 분포를 보였으며, 중앙 및 가장 바깥쪽 노즐의 최대 속도는 각각 108 m/s와 96 m/s였다. 벽면 측으로의 속도, 즉 유량 증가는 벽면 근처의 정체층 형성(또는 비유동화 현상)을 완화하여 노즐을 통한 미분 광석의 낙하를 줄일 수 있을 것으로 기대된다. 노즐 각도 변경 전에는 중앙부 흐름의 발달로 인해 중심 영역에서만 기포가 발생하고 성장하였으며, 고체 분말은 중심부의 기포로 인해 상승한 후 벽면을 따라 다시 낙하하는 반복적인 연속 흐름 거동을 보였다. 가스 분산판 주변부의 노즐 각도 변경으로 인해 기포가 벽면을 따라 상방향으로 이동하기 시작하였다. 가장 바깥쪽 노즐 각도를 벽면 방향으로 30° 기울임으로써 중심부와 벽면 근처 모두에서 기포가 발생하였으며, 시간이 지남에 따라 두 영역 모두에서 기포가 상승하고 성장하였다. 가장 바깥쪽 노즐을 30° 기울이고 두 번째 바깥쪽 노즐을 15° 기울인 경우, 중심부와 벽면 근처의 분산판에서 동시에 기포가 발생하였으나, 중심부의 기포는 벽면 쪽 기포와 합체되었고, 벽면 근처의 기포는 계속 성장하고 상승하여 벽면 근처의 고체를 상방향으로 밀어 올리는 데 보다 유리한 조건에 도달하였다.
기존 문헌에서 보고된 바와 같이, 낙하하는 입자는 상방향으로 흐르는 가스가 중력의 하방향 힘을 극복할 만큼 충분히 높은 항력을 가했을 때 유동화될 수 있다. 따라서 본 연구에서는 벽면 근처에서 기포 발생이 벽면 영역의 비유동화 및 고체 입자 낙하 문제 해결에 도움이 될 수 있음을 확인하였다.
4. 결 론
본 연구에서는 최적 유동층 환원 반응기의 기초 설계 데이터를 확보하기 위해 3D CFD 시뮬레이션을 이용한 비정상 상태 해석을 수행하였다. 시뮬레이션에서는 유동 가스 특성, 정치 층 높이, 가스 분산판의 노즐 각도와 같은 운전 변수가 유동 경로 내 체적 분율을 기반으로 유동화 거동에 미치는 영향을 검토하였다. 또한, 위 변수들로 인한 압력 손실에 대한 정량적 분석도 수행하였다. 그 결과 H2 가스에 의한 가스 분산판에서의 압력 손실은 COG에 비해 훨씬 낮게 나타났으며, 현재 조건에서 기포 크기에는 노즐 직경보다 가스 밀도와 가스 속도가 더 큰 영향을 미치며, 압력 손실에는 가스 속도보다 가스 밀도와 점도가 더 큰 영향을 미치는 것으로 나타났다. 이 결과로부터 유동 가스 물리화학적 특성이 스케일업 시 중요하게 고려해야 할 요소임으로 확인하였다. 또한 층 높이가 유동층 반응기 최적 설계를 위한 중요한 변수임과 유동층 반응기 내 노즐 각도 최적화를 통해 가스 분산판 설계 개선이 가능함도 확인하였다. 그러므로 이러한 3D 시뮬레이션이 유동로 스케일업 리스크(scale-up risk) 해결 및 실용화에 중요한 역할을 할 수 있을 것으로 기대한다.
