

1. 서 론
2. 실험 방법
2.1. 시료
2.2. 컬럼 부유선별
2.3. 기포 크기 조절 및 측정
2.4. 입자 응집
2.5. 충돌 확률 산출
3. 결과 및 고찰
3.1. 광물학적 특성
3.2. 기포 크기의 영향
3.3. 입자 응집의 영향
4. 결 론
1. 서 론
몰리브덴은 경도, 낮은 열팽창성, 높은 열전도도, 내마모성, 내열성, 내부식성이 뛰어나 반도체, 방산 산업, 태양전지 등 다양한 분야에서 활발하게 사용되고 있다1,2,3). 몰리브덴은 현대 산업에 필요한 구성요소로 여겨짐으로써, 안정적인 확보가 중요해지고 있다. 미국, 유럽, 대한민국 등 주요 국가에서는 국가의 경제·안보 측면에서 공급 리스크가 큰 광물을 의미하는 핵심 광물로 몰리브덴을 분류하였다4).
몰리브덴을 회수할 수 있는 주된 광물로는 몰리브데나이트(Molybdenite, MoS2), 울페나이트(Wulfenite, PbMoO4), 파월라이트(Powellite, CaMoO4)가 있다. 이 중 몰리브데나이트는 S-Mo-S의 층상구조를 갖는 황화광물로 자연 소수성을 나타낸다5). 따라서 몰리브데나이트는 소수성 입자를 기포에 부착시켜 분리하는 부유선별을 활용하여 경제적으로 몰리브덴을 회수할 수 있는 주요 광물이다6).
몰리브데나이트는 국내에서 충북 제천, 경북 울진, 영덕, 강원 영월 지역에 매장되어 있다고 보고되었으나, 안타깝게도 채산성으로 인해 현재 충북 제천 지역만 가행되고 있다7). 가행되고 있는 충북 제천 몰리브덴광도 원광의 평균 MoS2 품위가 0.4 wt.%에서 0.2 wt.% 이하로 감소하는 저품위화 및 결정 크기 감소 현상이 나타나고 있다. 원광의 저품위화는 단체분리에 요구되는 입자 크기가 더 작아지기 때문에 분쇄에너지 증가를 유발하여 선광 비용을 증가시키며, 부유선별 공정에 투입되는 몰리브덴광 입자의 미립화를 촉진시킨다. 이러한 이유로 미립 몰리브덴광 부유선별에 대한 기술이 필요한 실정이다.
일반적으로 부유선별에 적합한 광물 크기의 범위는 30-100 µm으로 알려져 있으며, 30 µm 이하의 입자는 부유선별 효율이 급격히 낮아진다고 보고되었다8). 왜냐하면 부유선별은 입자와 기포 사이에 충돌, 부착, 탈착에 의해 결정되는데, 입자에 비해 기포가 매우 크면 입자에 부착할 면적이 상대적으로 줄어들어 충돌하지 않기 때문이다. 이로 인해 미립자 부유선별 시 낮은 부유 속도와 회수율을 나타난다. 그러나 기포 크기가 작아질수록 광물에 부착시킬 표면적이 증가하면서 입자에 부착되는 선택성이 높아지고 회수율을 증가시킬 수 있다9). 다양한 연구자들에 의해 기포 크기를 줄이거나 입자의 응집이 미립자 부유선별 효율 향상에 도움이 된다는 것을 실험적으로 밝혔다10,11). 미립 몰리브덴광 대상으로 기포크기 및 입자 응집이 부유선별의 효율 증진에 얼마나 영향을 미치는지에 대한 정량적으로 평가 연구는 부족하다. 결과적으로, 미립 몰리브데나이트 부유선별에 요구되는 기포크기, 입자 응집물 크기에 대한 조건이 확립이 되지 않았다.
따라서, 본 연구에서는 기포-입자 충돌확률 모델을 활용하여 미립 몰리브덴광 입자의 부유선별을 효율을 향상시키는 방안을 제안하고자 하였다. 이를 위해, 미립 몰리브데나이트 입자와 기포사이의 충돌확률을 시뮬레이션함으로써 부유선별할 수 있는 기포크기 및 입자크기 범위를 정량적으로 결정하였다. 이 결정된 범위를 기반으로 미립 몰리브데나이트 입자에 대해 효과적으로 부유선별할 수 있는 조건을 제공하였다.
2. 실험 방법
2.1. 시료
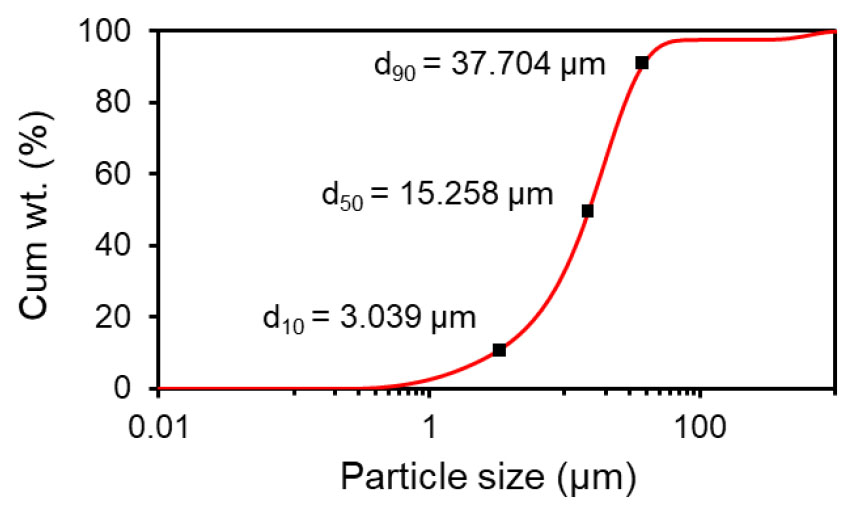
본 연구에 사용된 몰리브데나이트는 충북 제천에 위치한 몰리브덴 광산의 정광으로 ㈜삼양마이닝으로부터 제공받았다. 제공받은 몰리브덴 정광을 30 µm 체를 통과시켜 미립 몰리브덴 입자를 얻었다. Fig. 1은 입도분석기(Mastersizer 3000, Malvern panalytical)를 통해 얻은 몰리브데나이트 시료의 입도분포이다. 입도분포는 D10: 3.03 µm, D50: 15.26 µm, D90: 37.70 µm임이 확인되었다.
2.2. 컬럼 부유선별
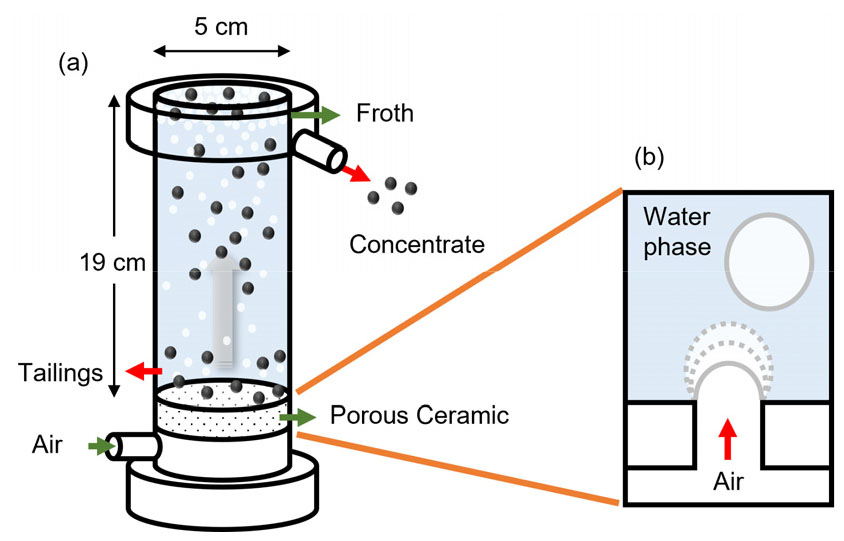
부유선별은 광액 내에 공기를 불어 넣어 기포를 발생시켜 소수성 입자는 기포에 부착되어 수면 위로 부유시키고, 친수성 표면을 가진 입자는 광액 내에 남게 하여 분리하는 선별법이다. 따라서 기포와 입자 사이에 상호작용을 활용하여 유용광물과 맥석을 분리하는 물리화학적 선별법이다. 본 연구에서는 기포 크기에 따른 미립 몰리브덴광의 부유선별 효율을 평가하기 위해, 기포 크기 조절이 원할한 컬럼 부유선별기를 선택하였다. Fig. 2는 본 연구에서 활용한 컬럼 부유선별을 도식화한 것이다. 하단에 위치한 다공성 세라믹에 공기를 주입해서 기포를 생성한다. 기포에 부착된 입자는 부상하게 되면서 정광(Concentrate)으로 회수되고, 부착되지 않은 입자는 광미(Tailing)로 배출된다.
본 연구에서 컬럼 부유선별 조건은 Air Flow Rate 1 L/min 조건에서 0.5, 1, 2, 3, 4, 5분 간격으로 정광을 얻었다. 얻은 시료들은 진공펌프로 여과한 후에 건조기에서 80℃로 12시간 이상 건조되었다. 건조된 샘플들의 질량으로부터 회수율 및 부유선별 시간별 부유도를 산출하였다. 부유선별 시간별 부유도는 속도상수를 산출하는데 활용되었다. 부유선별 속도상수는 부유선별 공정 중 입자에 기포가 부착되면서 포말로 부상하는 과정을 시간에 따라 분석하는 데, 화학 반응 속도론과 유사한 것으로 간주된다12). 이 과정에서 속도상수 k는 측정되지 않는 모든 변수를 포함하며 부유 가능성을 판단하는 매개변수가 된다. 부유 가능성이 높을수록 속도상수 k값은 증가하게 된다13). 미립 몰리브덴광의 부유 속도를 분석하기 위해서 시간에 따른 회수율을 계산하였으며, 계산식은 식 (1)과 같다.
부유선별 속도상수인 식 (1)의 k값을 얻기 위해서는 비선형 회귀분석이 필요하다. 본 연구에서는 0.5, 1, 2, 3, 4, 5분의 회수율을 활용하여 속도상수를 산출하였다. 비선형회귀분석은 MATLAB 2023b을 활용하였다14).
2.3. 기포 크기 조절 및 측정
본 연구에서는 기포제를 사용하여 기포 크기를 조절하였다. 기포제는 액체 및 기체 계면에 흡착하여 물의 표면 장력을 저하시켜 작은 기포를 생성하고 포말을 안정적으로 형성하는 계면 활성제이다. 사용된 기포제는 MIBC (Methyl Isobutyl Carbinol, 99.5%. Daejung)로 기포를 작고 단단한 상태로 유지할 수 있어 기포 유지력이 뛰어나다는 장점이 있다. 1 ppm, 5 ppm, 10 ppm, 50 ppm, 100 ppm의 농도에서 기포 크기와 선별 효율의 변화를 조사하였다. Galaxy S23(Samsung)을 통해 기포 이미지를 촬영하였으며, 기포 크기 측정을 위해 ImageJ software(V1.48, NIH, USA)를 사용하였다. 기포의 크기가 균일하지 않기 때문에, 상승하는 100개 이상의 기포 크기 정보를 수집하고 평균값을 도출하여 분석하였다.
2.4. 입자 응집
응집제는 광물 입자 사이에 다리를 형성하고 작은 입자들을 하나의 큰 덩어리로 모아 응집체로 분리하는 데 사용되는 화학 물질이다. 응집제의 종류 중 하나인 비극성 오일은 소수성 광물의 상호작용을 증대시켜 입자들이 더 쉽게 응집될 수 있고 소량 첨가만으로 응집이 강화된다. 이를 위해 본 연구에서는 등유(Kerosene, Daejung)를 사용하여 50 ppm, 100 ppm, 200 ppm으로 구분하여 농도에 따른 입도 변화를 파악하고 선별 효율에 미치는 영향을 파악하였다15,16).
2.5. 충돌 확률 산출
부유선별은 기포와 입자의 상호작용으로 충돌(Collision), 부착(Attachment), 탈착(Detachment)으로 결정된다. 충돌은 서로 다가가는 기포와 입자 사이에 반드시 발생 되어야 한다. 기포와 입자가 충돌되지 않는다면 소수성 입자임에도 부유선별이 될 수 없다. 따라서 부유선별 회수율은 충돌 확률에 의해 결정되며 충돌 확률이 높을수록 부유선별 효율 또한 증가한다17). 충돌 확률은 입자의 크기와 밀도에 따른 움직임과 주변 유체의 흐름이 입자 궤적에 미치는 영향을 고려해야 하며 아래의 식 (2)을 통해서 충돌 확률(Pc, Probability of collision)을 구할 수 있다.
식 (3)에서 은 Bubble Reynolds number이며, 는 입자직경(m), 는 기포직경(m)를 의미한다. 은 식 (3)로부터 결정된다. 식 (4)의 는 컬럼 형태에서 수직으로 부상하는 기포의 속도(m/s)를 의미한다. 는 물의 키네마틱 점도(m2/s)이다. 는 식 (4)에 의해 산출가능하다. 식 (4)에서 g는 중력가속도(m/s2), 는 물의 점도(Pa·s), 는 물의 밀도이다.
3. 결과 및 고찰
3.1. 광물학적 특성
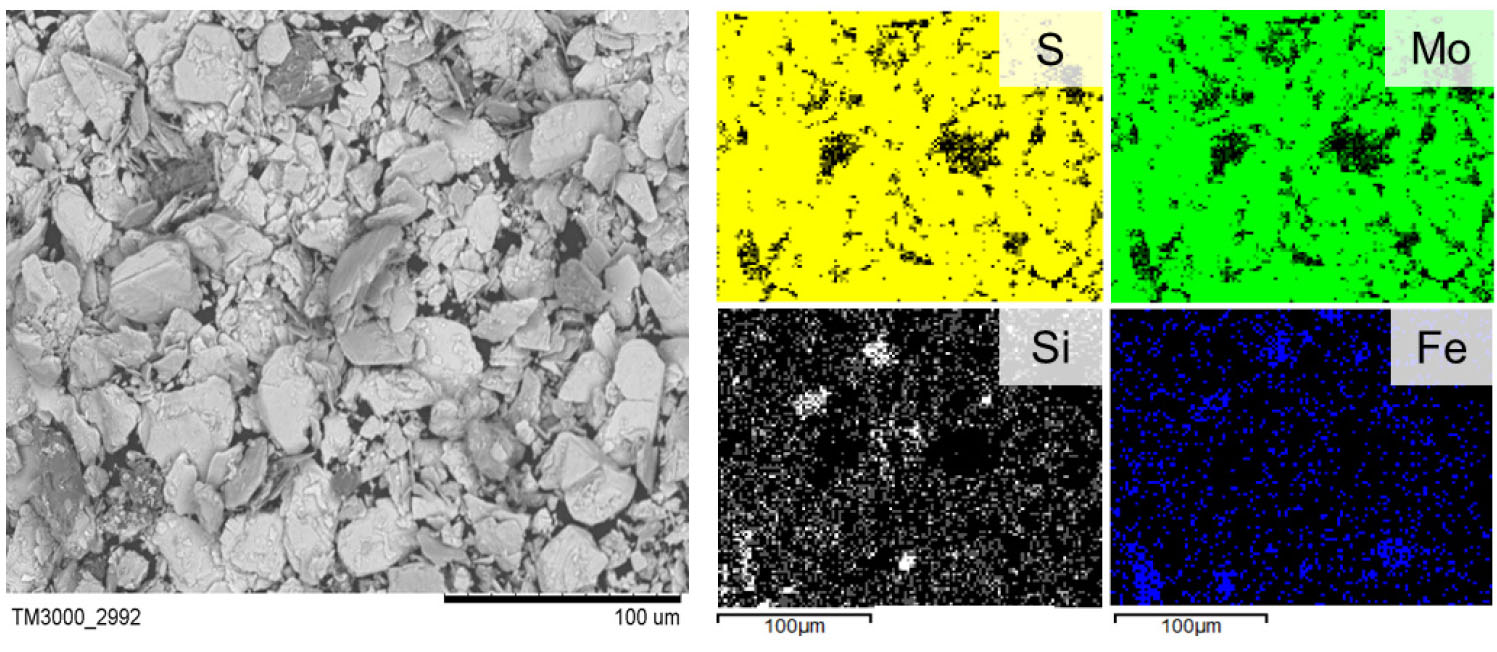
본 연구에서 활용한 시료가 미립 몰리브데나이트임을 확인하기 위해서 SEM-EDS 분석을 수행하였으며, 결과를 Fig. 3에 나타내었다. 그리고 Fig. 4는 몰리브데나이트 정광의 XRD 결과이다. XRD 회절 패턴을 통해 본 시료는 대부분 몰리브데나이트로 구성되어 있다는 것을 알 수 있다. EDS를 통해 SEM 이미지를 맵핑했을 때, 몰리브데나이트의 주성분인 Mo, S의 영역이 많이 나타남으로써 시료가 대부분 몰리브데나이트임을 확인하였다. 결과적으로, 광물학적 특성 분석을 통해 본 연구에 사용된 시료가 미립 몰리브데나이트임을 확인할 수 있었다.

3.2. 기포 크기의 영향
미립 몰리브데나이트를 부유선별하는데 있어, 기포 크기 영향을 분석하기 위해, 기포제를 활용하여 기포 크기를 조절하였다. Fig. 5는 기포제인 MIBC 농도에 따라 컬럼 부유선별기에서 기포 크기 변화에 대한 이미지를 나타낸 그림이다. ImageJ software를 통해 측정된 기포 크기 결과는 Table 1에 나타내었다. Fig. 5와 Table 1으로부터 MIBC 농도가 증가할수록 기포의 크기는 점차 감소하는 것이 확인되었다. 특히, MIBC 농도가 100 ppm일 때, 기포의 크기는 점차 안정화되는 경향을 보였다. 이는 임계 병합 농도(Critical coalescence concentration, CCC)에 도달한 것으로 기포 크기가 변화하지 않고 일정하게 유지된다. 즉, MIBC 농도를 증가시켜도 기포 크기가 더 이상 감소하지 않고 일정한 크기로 수렴된다는 것을 시사한다18,19).
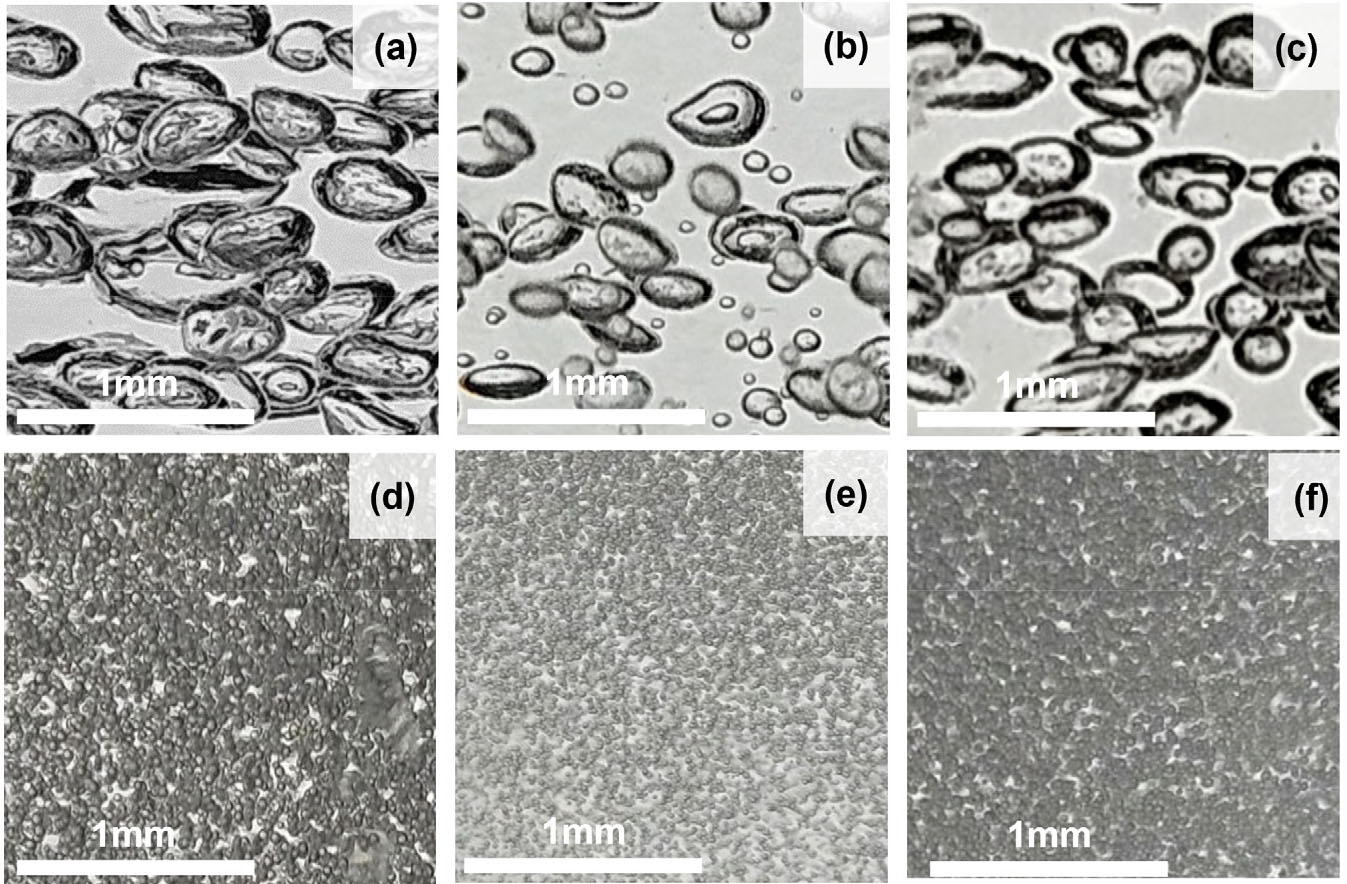
Table 1.
Bubble size for different MIBC concentrations
| 0 ppm | 1 ppm | 5 ppm | 10 ppm | 50 ppm | 100 ppm | |
| Db (µm) | 3721.9 | 2902.9 | 2505.8 | 266.8 | 154.9 | 148.6 |
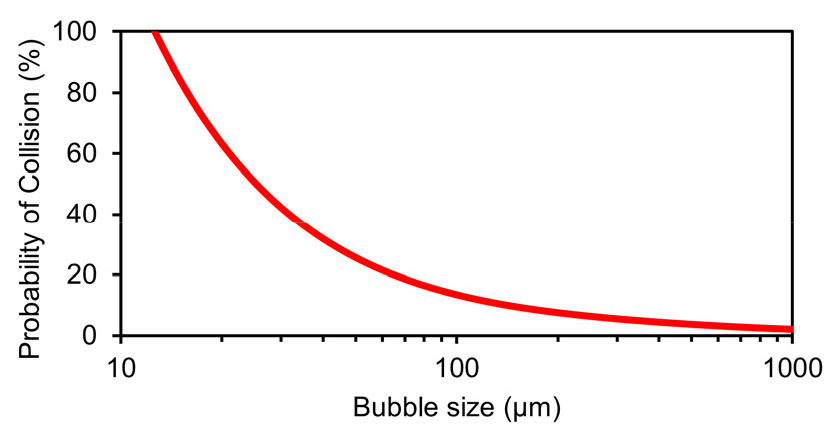
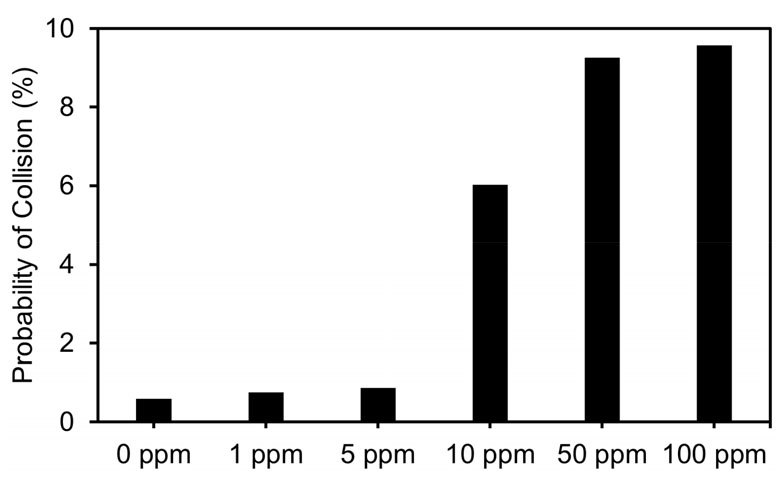
본 연구에서 사용한 몰리브덴 입자의 크기를 D50 기준으로 가정하여, 기포 크기 변화에 따른 충돌확률을 조사하고자 하였다. Fig. 6은 기포 크기에 따른 15.26 µm를 가진 입자와 기포 사이에 충돌 확률을 식 (2)로 시뮬레이션한 결과이다. 기포 크기가 약 10 µm일 때 충돌 확률은 약 90%에 도달하였으며, 기포 크기가 1000 µm에 가까울수록 충돌 확률은 거의 0%로 감소하게 된다. Fig. 7은 MIBC 농도별로 측정된 기포 크기에 따른 충돌 확률을 나타낸 것이다. 0 ppm에서 충돌 확률은 약 1%에 불과하였으나, 100 ppm에서 약 9%로 증가하였다. 이러한 결과는 MIBC 농도 조절을 통해 기포 크기를 최적화하면 입자-기포 충돌 확률을 증가시킬 수 있다. 즉, 기포 크기가 작을수록 충돌 확률이 높아지고, 기포 크기가 커질수록 충돌 확률이 감소하는 경향을 보인다. 이를 통해 본 연구에 활용된 미립 몰리브덴광을 부유선별하기 위해서는 약 10-50 µm의 크기를 가지는 마이크로 기포가 필요하다는 것을 알 수 있다.
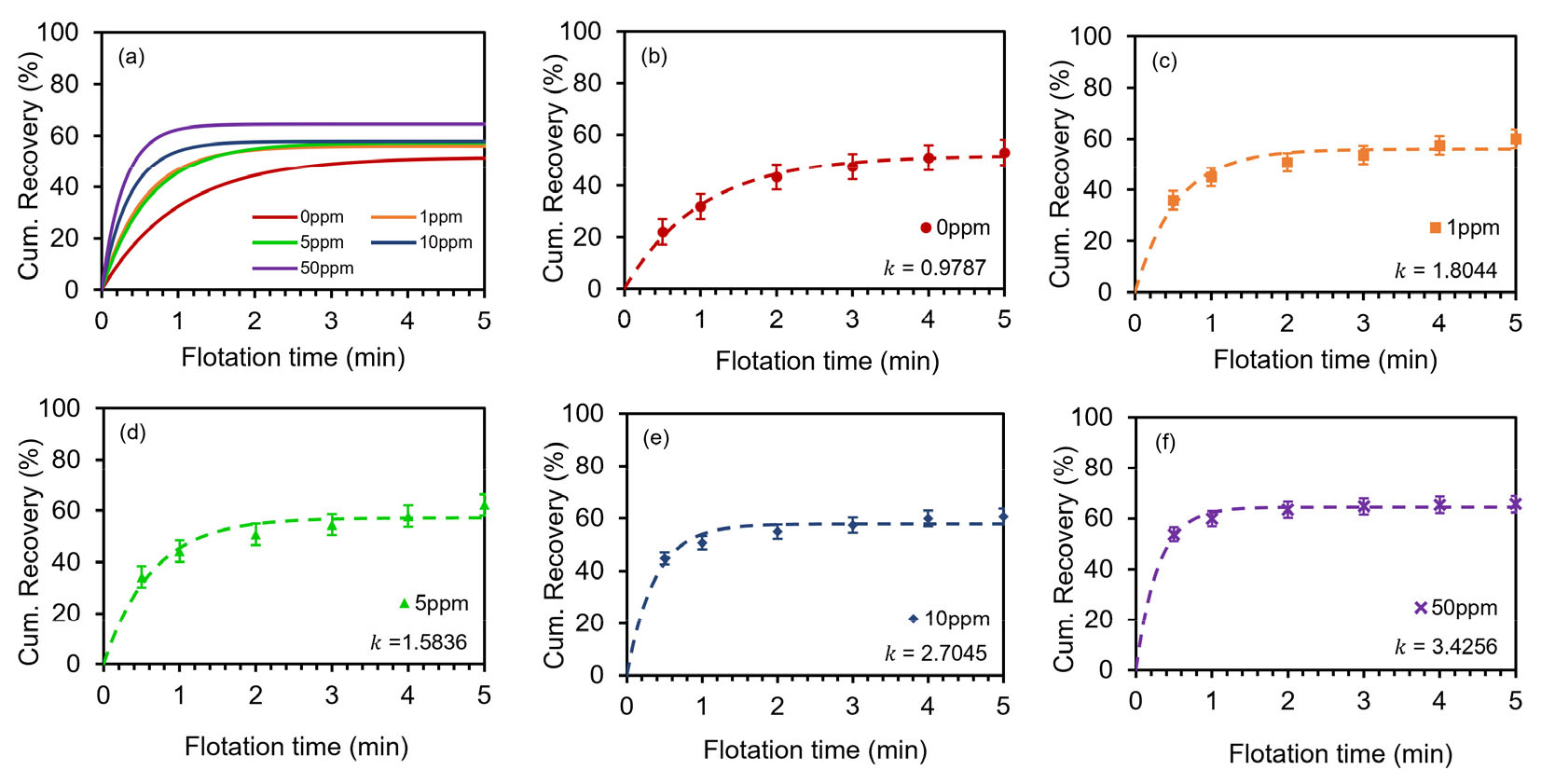
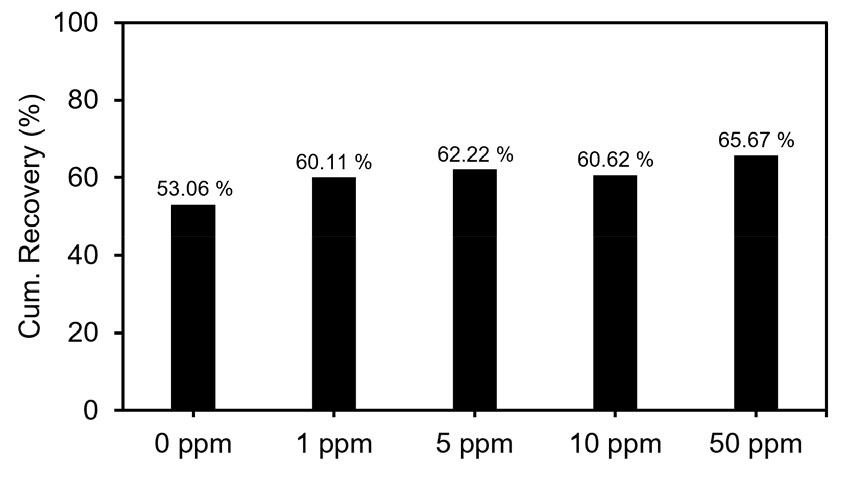
충돌 확률과 부유선별의 상관관계를 파악하기 위해 미립 몰리브덴광의 부유선별 실험을 수행하였다. Fig. 8은 서로 다른 농도의 MIBC에서 부유선별 시간에 따른 누적 회수율을 나타내는 그래프이며, Fig. 9는 각 농도에서 최종 누적 회수율을 비교한 그래프이다. 기포 크기가 3,721 µm인 MIBC를 첨가하지 않은 조건에서 부유선별 속도상수는 0.9787 min-1, 누적 회수율은 53.06%로 나타났다. 반면 기포 크기가 154.9 µm인 50 ppm MIBC 조건에서 속도상수와 누적 회수율이 가장 높게 측정되었으며, 속도상수와 회수율은 각각 3.4256 min-1, 65.67%이다. 즉, 기포 크기가 작을수록 회수 속도가 빨라지고 회수율이 증가하는 경향을 보였다.
해당 결과를 바탕으로 기포 크기를 최소화한다면 미립 몰리브덴광의 회수율이 증가한다는 것을 확인하였다. 그러나 15 µm 부유선별 효율을 더 증가시키기 위해서는 10-50 µm의 크기를 갖는 마이크로 버블을 형성시켜야 한다는 결론을 내렸다. 10-50 µm의 기포를 생성하는 것은 매우 어려운 일이며, 그렇게 작은 기포는 부상 속도가 느려 부유선별의 처리량을 감소시킬 수 있다. 따라서, 부유선별 효율을 더욱 향상시키기 위해 충돌 확률에 영향을 끼치는 조건 중 다른 하나인 입자 크기가 미치는 영향을 추가로 파악하는 것이 필요하다.
3.3. 입자 응집의 영향
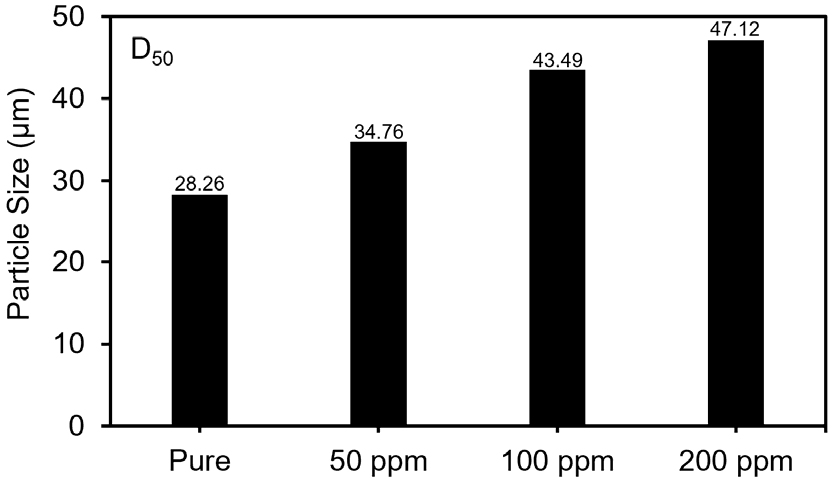
앞서, 기포 크기를 감소하였을 때 회수율이 증가하는 것을 확인하였으나, 기포 크기를 최소화로 줄이는 데 한계가 있었다. 이에 따라 미립 몰리브덴 입자를 응집시킴으로써 입자 크기를 증가시켜 부유선별을 수행하면 선별 효율이 더욱 향상될 것이라 판단하였다20,21). 이를 위해 입자를 응집시켜 입도를 상승시키는 응집제를 사용하였다. 이 과정에서 비극성 오일 종류 중 하나인 Kerosene(등유)를 사용하였다. Fig. 10은 50 ppm, 100 ppm, 200 ppm Kerosene을 첨가했을 때 레이져 회절 입도 분석 결과이다. 각 그래프의 빨간 선은 Kerosene을 첨가하지 않은 경우(Pure)의 입도 분포를, 파란 선은 Kerosene을 첨가한 경우의 입도 분포를 나타낸다. 그 결과 Kerosene을 첨가한 입도 분포 구간은 두 가지로 나타났으며, 이는 일부 입자가 응집되어 하나의 큰 덩어리로 형성되었음을 예측할 수 있다. Fig. 11은 Kerosene 농도별 응집 후 평균 입도를 구분하였으며, 최대 47.12 µm까지 상승하였다.

기포의 크기가 154.9 µm(50 ppm MIBC)일 때 입도에 따른 충돌 확률을 Fig. 12에 나타냈다. 입자 크기가 약 15 µm일 때 충돌 확률은 약 5%에 불과하였으나, 입자 크기가 증가함에 따라 충돌 확률은 급격히 상승하였다. 이는 입자 크기가 충돌 확률에 영향을 미치는 것과 동시에 큰 입자가 기포와의 충돌이 효율적으로 이루어진다는 것을 알 수 있다.

Fig. 13는 Kerosene 농도에 따라 충돌 확률 변화를 나타냈다. 0 ppm일 때 충돌 확률이 약 9%였으나 200 ppm일 때 충돌 확률은 약 28%로 3배 이상 증가하였다. 이는 기포 크기 조건만으로 설정한 충돌 확률(Fig. 6)과 비교하면 현저히 상승했음을 알 수 있다.
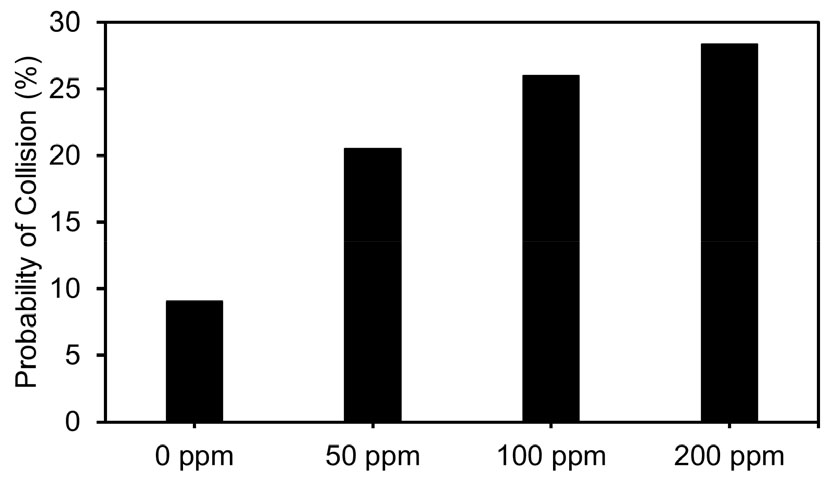
Fig. 14는 50 ppm MIBC(Bubble size: 154.9 µm) 조건에서 서로 다른 농도의 Kerosene을 첨가했을 때 부유선별 시간에 따른 누적 회수율을 나타낸 결과이다. Fig. 15는 각 농도에서 최종 누적 회수율을 비교한 그래프이다. Fig. 8과 Fig. 14를 비교하면 두 조건 모두 회수율이 더 이상 변화하지 않는 시점이 있음을 확인할 수 있다. 이는 선행연구에 의해 해당 부유선별 환경에서의 미립 몰리브데나이트의 최대 회수율로 추정된다14).
기포 크기 영향 부유선별 실험에서 최대 속도 상수와 회수율은 각각 3.4256 min-1, 65.67%였다. 반면에 기포 크기와 입자 크기를 모두 조절한 경우, 즉 Kerosene을 첨가해 입자 크기를 증가시킨 조건에서 최대 속도 상수와 회수율은 각각 7.1931 min-1, 74.69%로 크게 상승하였다. 이는 기포제를 통해 최소화한 기포 크기에서 입자를 응집시킴으로써 미립 몰리브덴광의 선별 효율을 상승시킬 수 있음을 확인하였다.


4. 결 론
본 연구는 미립 몰리브덴광의 낮은 부유선별 효율을 향상시키기 위한 방안을 충돌 확률을 기반으로 하여 제안하였다. 기포제를 넣어 제조할 수 있는 최소의 기포 크기가 154.9 µm였으며, 이 조건에서는 여전히 미립 몰리브덴 입자와 기포의 낮은 충돌 확률로 인해 부유도가 낮음이 확인되었다. 그 후 200 ppm Kerosene를 통한 입자 응집을 통해 약 15 µm의 입자를 47.12 µm로 증가시켰을 시 충돌 확률이 3배 증가하였다. 높아진 충돌확률로 인해, 부유선별에서 속도상수와 회수율이 각각 7.1931 min-1, 74.69%로 상승하는 것을 확인하였다. 이 결과를 바탕으로 미립 몰리브덴광의 효율적인 부유선별을 위한 최적의 기포 및 입자의 크기 조건을 정량적으로 제공하였다. 결과적으로 본 연구에서 제공한 미립 몰리브덴광 부유선별 조건은 향후 몰리브덴 선광 플랜트의 부유선별 공정을 향상시키는 데 활용될 예정이다.
