

1. 서 론
2. 실험방법
2.1. 초경합금 슬러지로부터 텅스텐 회수
2.2. 탄화환원에 의한 텅스텐 탄화물 분말 합성
2.3. 진공 상압 소결에 의한 초경합금 제조
3. 실험 결과 및 고찰
3.1. 초경합금 슬러지로부터 제조된 텅스텐 탄화물 특성
3.2. 초경합금 슬러지로부터 제조된 텅스텐 탄화물을 원료로 제작된 초경합금 특성
4. 결 론
1. 서 론
텅스텐 탄화물과 코발트 금속으로 구성된 초경합금은 텅스텐 탄화물의 고경도 특성과 코발트 금속의 높은 파괴인성으로 잉곳에 대한 가공을 통해 기계 부품을 제조하는 과정에서 사용되는 절삭공구의 소재로 널리 이용되고 있다. 또한 텅스텐 탄화물은 타이타늄 탄화물 등 다른 고경도 탄화물에 비해 탄성계수가 상대적으로 우수하여 텅스텐 탄화물을 원료로 제작된 절삭공구는 다른 소재로부터 제조된 절삭공구에 비해 쉽게 깨지지 않아 공구 수명이 길다는 장점이 있다. 결과적으로 절삭공구 시장에서 텅스텐 탄화물 기반 초경합금이 약 8.6억 달러의 시장 규모로 전체 53%를 점유하여 절삭공구 소재로 초경합금이 가장 널리 적용되고 있다1).
절삭공구 재료인 초경합금 내 텅스텐 탄화물의 함량은 90~97%로 초경합금은 대부분 텅스텐 탄화물로 구성된다. 일반적으로 텅스텐 탄화물은 회중석에 대한 제련 과정을 통해 얻어지는 텅스텐 산화물의 환원 및 탄화 과정을 통해 제조되는데 이때 다음과 같은 단계를 거치게 된다2). 먼저 염산 처리를 통해 칼슘을 배제한 회중석을 탄산나트륨(Na2CO3) 또는 수산화나트륨(NaOH) 용액을 사용하여 정제된 텅스텐산나트륨(Na2WO4) 용액으로 변화시킨다. 이후 텅스텐산나트륨 용액은 이온교환 과정을 거쳐 텅스텐과 나트륨이 분리되고, 이온교환 수지에 흡착되어있는 텅스텐은 암모니아와의 반응을 통해 텅스텐산암모늄 용액으로 변화하게 되는데 600°C 열처리를 통해 암모니아를 분해하게 되면 산화 텅스텐(WO3)이 생성되게 된다. 최종적으로 산화 텅스텐을 850°C 이상의 온도와 환원 분위기에서 열처리하게 되면 텅스텐이 얻어진다. 텅스텐산암모늄으로부터 제조된 텅스텐을 1,400~1,600°C의 고온에서 열처리하면 텅스텐과 탄소의 반응으로 텅스텐 탄화물이 형성되게 된다3). 텅스텐 제조과정에서 투입되고 발생하는 물질에서 알 수 있듯이 텅스텐 제조 공정에서는 암모니아를 사용하여 환경적으로 해로운 성분이 다량 발생하게 된다. 따라서 환경 규제가 엄격한 국가에서는 텅스텐 제조 공정이 허가되지 않고 있어 국내 텅스텐 관련 업체들은 대부분 원료를 중국에서 전량 수입하고 있다4).
본 연구에서는 텅스텐 제조과정에서 환경오염 가능성을 낮추기 위해 암모니아를 사용하지 않고 텅스텐산암모늄 형성 단계가 생략된 친환경 초경합금 슬러지 재활용 및 텅스텐 탄화물 제조 공정을 제시하고자 한다. 제시되는 공정에서는 기존 텅스텐 탄화물 제조 공정과 달리 텅스텐산암모늄의 결정화 및 산화 텅스텐 형성을 위한 열처리 과정이 생략되어 공정 단축 효과를 기대할 수 있다. 또한 기계적 밀링을 통한 미세화 공정을 도입하여 합성된 텅스텐 탄화물의 결정립 크기를 초미세화하고 텅스텐 탄화물로부터 제작되는 초경합금의 특성을 개선하고자 하였다. 텅스텐산으로부터 합성된 텅스텐 탄화물 분말은 초경합금 원료로 사용하여 슬러지로부터 제조된 텅스텐 탄화물의 특성을 평가하였고 상용 초미세 텅스텐 탄화물 분말과의 비교를 통해 본 연구에서 개발된 텅스텐 탄화물 합성 공정의 우수성을 확인하였다.
2. 실험방법
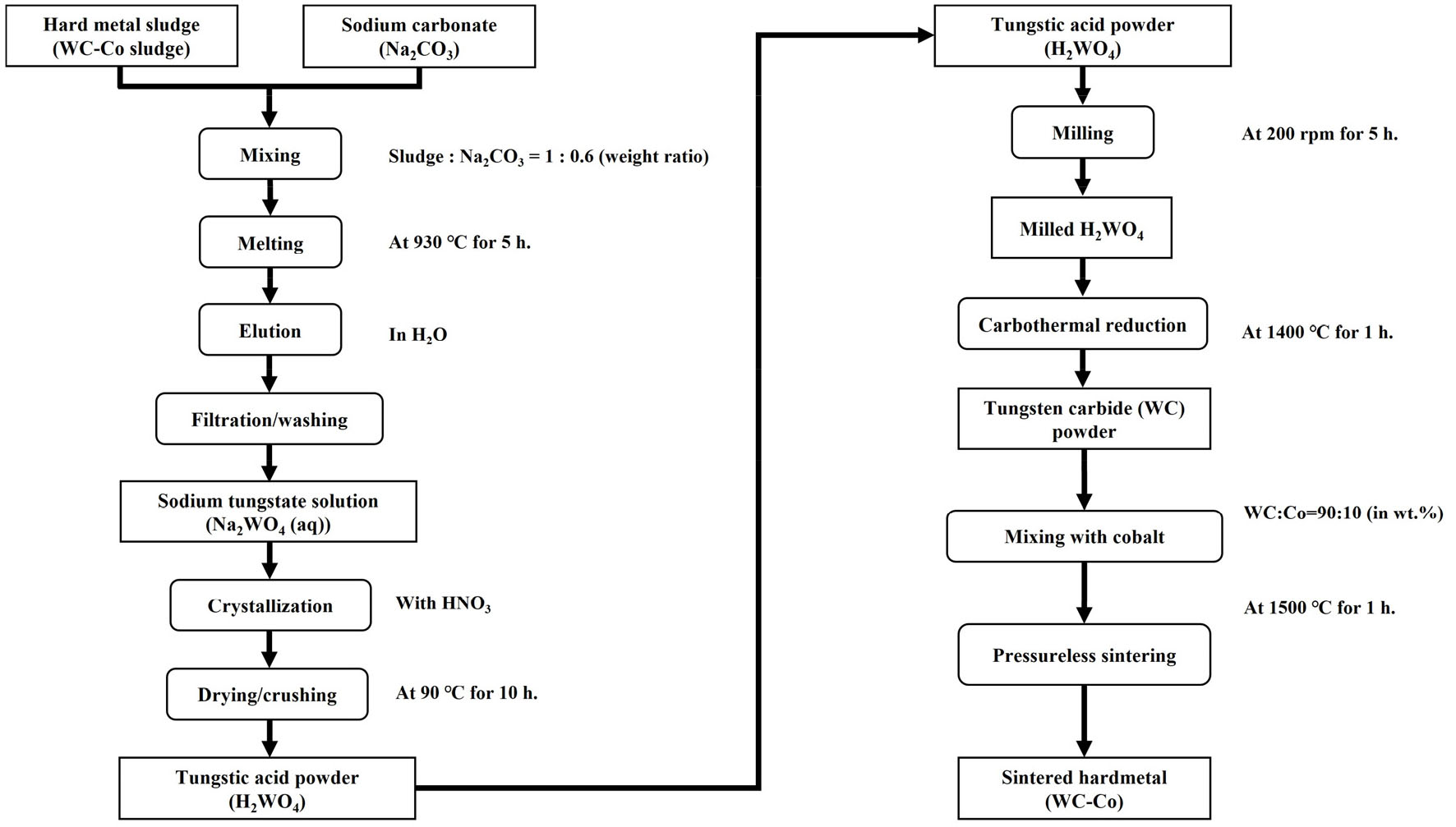
Fig. 1는 본 연구에서 제시하는 초경합금 슬러지 재활용 및 텅스텐 제조 공정을 나타낸 것이다. 초경합금 슬러지는 초경합금 가공 중에 발생하며 가공 중 혼입된 절삭유는 건조 과정을 통해 제거되었다.
2.1. 초경합금 슬러지로부터 텅스텐 회수
절삭유가 제거된 초경합금 슬러지는 탄산나트륨(Na2CO3)과 혼합되었는데 이때 슬러지와 탄산나트륨의 질량비는 1:0.6이었으며 혼합 후 930°C에서 5시간의 용융 과정을 통해 텅스텐산나트륨을 형성시켰다. 고용 용융이 끝난 용융물을 증류수에 용해시키게 되면 수용성인 텅스텐산나트륨만 용해되고 여과 및 세정을 통해 슬러지에 포함된 기타 불순물들을 제거할 수 있다. 텅스텐산나트륨 용액으로부터 텅스텐산을 생성시키기 위해 무기산을 투입하여 결정화 과정을 거쳤고, 이후 불순물 세척 과정을 거친 후 건조 및 파쇄를 통해 고순도 텅스텐산 분말을 얻었다5).
2.2. 탄화환원에 의한 텅스텐 탄화물 분말 합성
초경합금 슬러지로부터 형성된 텅스텐산은 탄화환원을 통한 텅스텐 탄화물 분말 합성용 원료로 사용되었다. 이때 탄소 환원제는 흑연(Alfa Aesar, 7–10μm, >99%)이 적용되었으며 탄화환원 실험 전 텅스텐산과 흑연은 유성 볼밀(Model Pulverisette 5, Fritsch, Germany)을 이용하여 고에너지 밀링 과정을 통한 미세화가 선행되었다. 밀링 용기는 스테인리스 스틸 재질이었으며 초경합금 재질 볼을 20:1의 BPR(Ball to Powder ratio)로 텅스텐산/흑연 혼합체와 함께 용기에 장입하여 200 PRM의 속도로 5시간 동안 밀링을 진행하였다. 이후 밀링이 완료된 텅스텐산/흑연 혼합체를 1,400°C의 온도에서 1시간 동안 진공 분위기 열처리하여 텅스텐 탄화물 분말을 합성하였다. 초경합금 슬러지로부터 회수된 텅스텐산과 텅스텐산에 대한 탄화환원을 통해 제조된 텅스텐 탄화물 분말은 X선 회절 분석 장치(SmartLab, Rigaku, Japan)를 통해 상 분석을 진행하였다. X선 회절 분석 장치는 Cu 타겟(Kα: λ = 1.5418 Å)이 장착되어 있었으며 Si 표준 시료를 통한 보정이 분석 전 선행 되었다. 합성된 텅스텐 탄화물 분말 형상은 전계 방출 주사 전자 현미경(FE-SEM; Quanta 650, FEI, USA)을 통해 확인되었다.
2.3. 진공 상압 소결에 의한 초경합금 제조
탄화환원을 통해 합성된 텅스텐 탄화물 분말은 코발트 분말(Sigma-Aldrich, average 2μm, 99.8%)과의 혼합을 통해 초경합금 제작을 위한 원료로 활용되었다. 텅스텐 탄화물과 코발트의 혼합은 수평 볼밀에서의 습식 밀링 과정에 의해 진행되었으며 용매는 에탄올, 초경합금 재질 볼을 미디어로 사용하였다. 이때 텅스텐 탄화물과 코발트의 비율은 질량비로 90:10이었고 밀링은 24시간 진행되었으며 습식 밀링 후 얻어진 슬러리는 60°C에서 건조하여 텅스텐 탄화물/코발트 혼합 분말을 획득하였다. 텅스텐 탄화물/코발트 혼합 분말은 일축 방향의 125MPa 하중에 의해 디스크 형태 펠릿으로 성형되었고 진공 소결로에 장입되어 1,500°C, 1시간 조건에서 소결을 진행하였다. 소결체는 미세조직 관찰과 기계적 특성 평가를 위해 6, 3, 1μm 입도의 다이아몬드 슬러리를 사용하여 표면 연마하였는데 미세조직은 전계 방출 주사 전자 현미경을 활용하여 관찰되었다. 초경합금 소결체의 기계적 특성은 비커스 경도 측정을 통해 확인되었는데 하중 : 30kg, 유지 시간 : 15초의 조건에서 평가하였다6).
3. 실험 결과 및 고찰
3.1. 초경합금 슬러지로부터 제조된 텅스텐 탄화물 특성
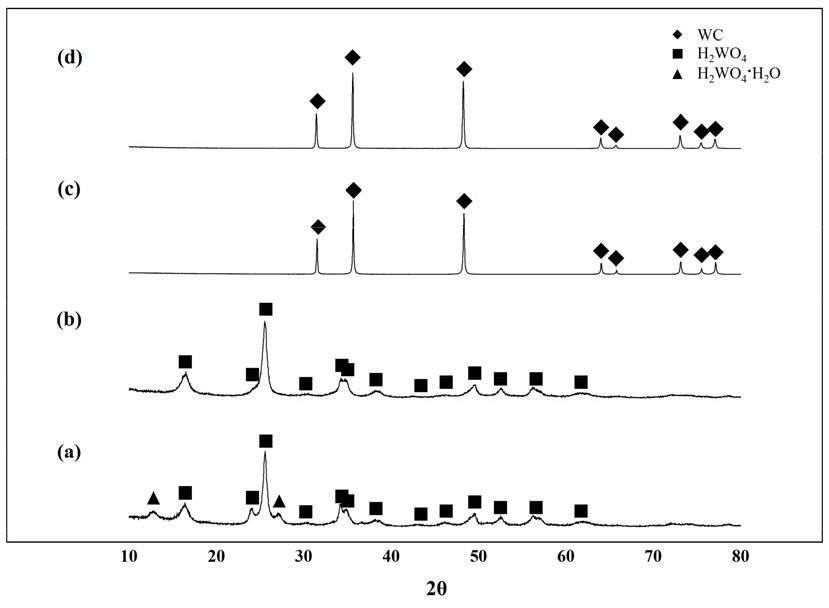
Fig. 2a는 초경합금 슬러지로부터 회수된 텅스텐산의 XRD 패턴을 나타낸 것으로 텅스텐산은 일부 수화된 형태로 존재하는 것으로 확인되었다. 산화물에 대한 탄화환원을 통한 탄화물 합성 시 반응 온도는 원료인 산화물과 탄소의 크기에 따라 달라지는 것으로 알려져 있으며 입자 크기가 감소할수록 탄화환원 온도는 낮아지게 된다7). 즉, 탄화환원 반응을 위한 활성화 에너지는 입자 크기가 감소하여 표면적이 증가하게 되면 반응성 향상으로 인해 감소하게 되는 것이다. Fig. 2b는 초경합금 슬러지로부터 회수된 텅스텐산에 대해 기계적 밀링을 진행한 후 상변화를 확인한 것으로 밀링에 의해 탈수 반응이 일어나고 일부 수화된 형태의 텅스텐산이 무수 텅스텐산으로 변화된 것을 알 수 있다. 일반적으로 유성 볼밀을 활용한 기계적 밀링 과정에서는 고에너지 밀링 공정이 가능하여 최고 1,000°C의 고온 환경이 유발되게 된다8). 텅스텐산의 무수화 반응이 기계적 밀링 과정에서 발생하는 이유가 밀링 공정에서 유발되는 온도 증가 때문이며 본 연구에서 밀링 과정은 텅스텐산 분말의 응집을 해체하는 동시에 무수화도 가능하게 한다.
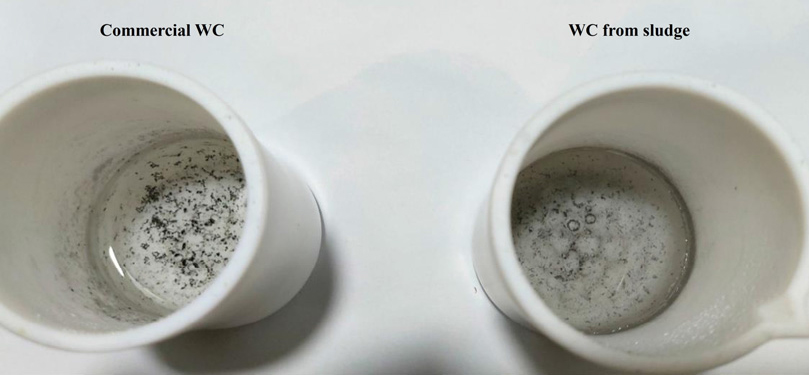
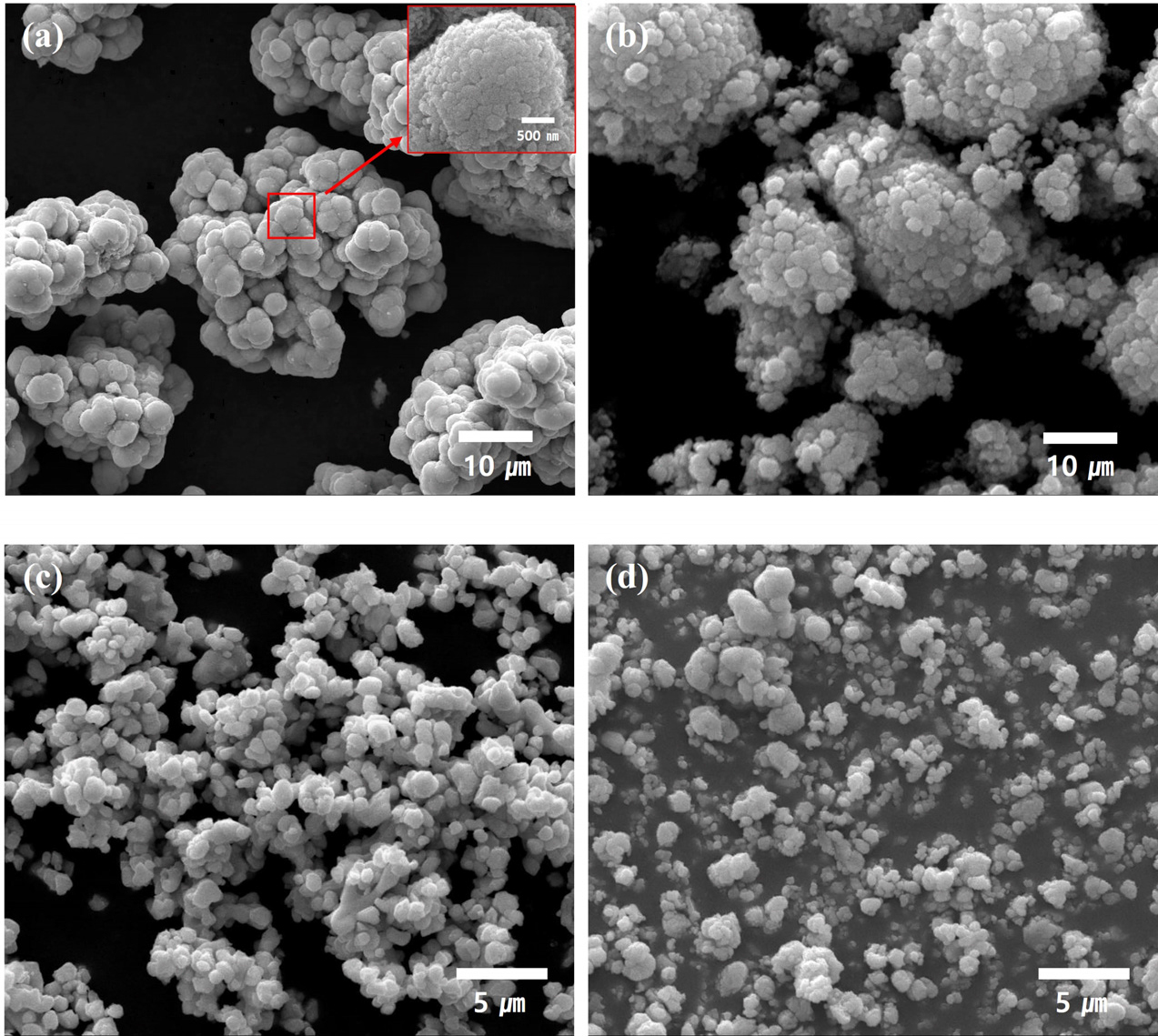
Fig. 2c는 무수화된 텅스텐산과 탄소의 혼합 후 진공 열처리를 통해 합성된 텅스텐 탄화물의 XRD 패턴으로 상업적 공정 온도보다 낮은 1,400°C의 온도에서 탄화환원 후 순수한 텅스텐 탄화물이 형성된 것으로 확인되었다. Fig. 2d는 시중에서 판매되고 있는 평균 입도 800nm의 상용 텅스텐 탄화물 분말의 XRD 패턴으로 초경합금 슬러지로부터 합성된 텅스텐 탄화물의 패턴과 동일한 것을 알 수 있다. Fig. 3은 본 연구에서 제조된 텅스텐 탄화물과 시중에서 판매되는 텅스텐 탄화물에 대해 잔류 탄소 확인을 위한 산 처리 후 부유물에 대한 모습을 관찰한 것이다. 그림에서 알 수 있듯이 초경합금으로부터 얻어진 텅스텐 탄화물이 상용 텅스텐 탄화물에 비해 부유물인 잔류 탄소가 적은 것을 알 수 있어 잔류 탄소에서는 본 연구에서 제조된 텅스텐 탄화물이 상용 텅스텐 탄화물에 비해 우수한 것으로 사료된다. Fig. 4a는 초경합금 슬러지로부터 제조된 텅스텐산 분말의 형상을 나타낸 것으로 분말 입도는 수 μm 수준인 것으로 확인되지만 고배율 사진을 통해 결정립을 관찰해보면 결정립 크기는 500nm 미만의 초미세 수준인 것을 알 수 있다. 기계적 밀링을 통해 텅스텐산의 응집체를 해체하게 되면 Fig. 4b와 같이 2μm 미만의 분말로 변화하게 되며 결정립 크기는 유지되게 된다. Fig. 4c는 초경합금 슬러지로부터 회수된 텅스텐산에 대한 탄화환원을 통해 제조된 텅스텐 탄화물 분말의 형상을 나타낸 것이며 입자 크기는 1μm 수준이며 결정립 크기는 입자 크기보다 작은 수백 nm 수준일 것으로 추정된다. 초경합금 슬러지로부터 얻어진 텅스텐 탄화물은 Fig. 4d에 나타낸 시중에서 판매되는 초미세 텅스텐 탄화물과 유사한 분말 입도를 갖는 것을 알 수 있으나 결정립 크기는 텅스텐 탄화물 합성 원료인 텅스텐산의 작은 결정립 크기와 낮은 합성 온도(1,400°C)로 인해 상용 분말 대비 작을 것으로 예상된다.
3.2. 초경합금 슬러지로부터 제조된 텅스텐 탄화물을 원료로 제작된 초경합금 특성
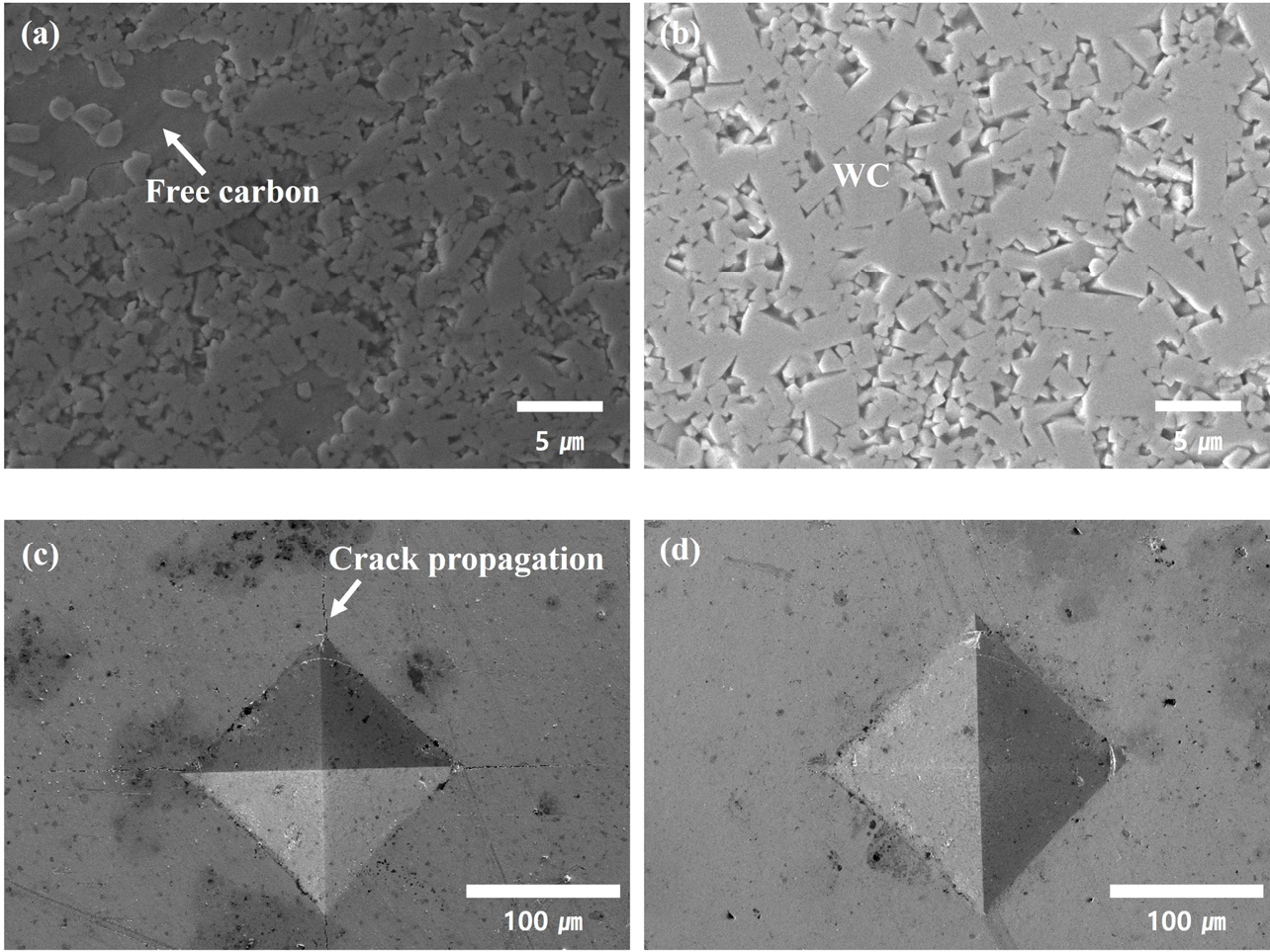
Fig. 5는 텅스텐 탄화물을 원료로 제작된 초경합금의 미세조직을 관찰한 것으로 상용 텅스텐 탄화물 분말을 원료로 제작된 초경합금의 텅스텐 탄화물 입자 크기가 초경합금 슬러지로부터 제조된 텅스텐 탄화물을 원료로 제작된 초경합금 내 텅스텐 탄화물 입자의 크기보다 작은 것을 알 수 있다. 이는 앞서 언급한 것과 같이 초경합금 슬러지로부터 합성된 텅스텐 탄화물의 경우 결정립 크기가 상용 텅스텐 탄화물 분말에 비해 작고 작은 결정립은 초경합금 소결 과정에서 텅스텐 탄화물 입성장 구동력을 크게 하기 때문이다9). 또한 본 연구에서 합성된 텅스텐 탄화물로 제작된 초경합금의 경우 미세조직 상 잔류 탄소 영역이 발견되지 않지만 상용 텅스텐 탄화물로 제작된 초경합금은 미세조직 내 잔류 탄소 영역이 존재하는 것을 확인할 수 있다. 앞서 Fig. 4에서 확인한 것과 같이 텅스텐 탄화물 분말 내 잔류 탄소가 초경합금 내 잔류 탄소로 남게 되는 것이다. Fig. 5c와 Fig. 5d는 상용 텅스텐 탄화물로부터 제작된 초경합금과 슬러지로부터 제조된 텅스텐 탄화물로부터 제작된 초경합금에 대해 경도 측정 후 표면에 발생한 압흔을 관찰한 것으로 상용 텅스텐 탄화물 원료를 사용하여 제작된 초경합금의 압흔이 슬러지로부터 제작된 초경합금의 압흔보다 작은 것으로 보아 상용 텅스텐 탄화물 원료로 하여 제작된 초경합금이 경도가 더 높을 것으로 추정되었다. 반면 초경합금 슬러지로부터 제조된 텅스텐 탄화물을 원료로 제작된 초경합금에서는 압흔으로부터 발생한 균열의 모습이 보이지 않지만 상용 텅스텐 탄화물로부터 제작된 초경합금에서는 균열의 모습이 확연히 보이는 것을 알 수 있다. 이를 통해 초경합금 슬러지로부터 제조된 텅스텐 탄화물이 초경합금 파괴인성 개선에 효과적인 것으로 예상할 수 있다. Table 1은 10 wt.%의 코발트가 함유된 초경합금의 기계적 특성을 평가한 결과로 미세조직에서 예측한 바와 같이 텅스텐 탄화물 입자 크기가 작은 상용 텅스텐 탄화물 적용 초경합금이 상대적으로 입자 성장이 활발하여 텅스텐 탄화물 입자 크기가 큰 재활용된 텅스텐 탄화물 적용 초경합금에 비해 경도가 우수한 것을 알 수 있다. 반면, 절삭공구의 수명을 결정하는 특성인 파괴인성에서는 슬러지로부터 재활용된 텅스텐 탄화물이 적용된 초경합금이 경도 측정 시 균열이 발생하지 않아 상용 텅스텐 탄화물 적용 초경합금에 비해 월등한 특성을 갖는 것으로 사료된다. 따라서, 초경합금 슬러지로부터 재활용된 텅스텐 탄화물의 경우 파괴인성이 필요한 절삭공구 재종에 적합한 원료일 것으로 판단되며 소결 과정 중 입자 성장 억제제를 추가하여 입자 성장을 방지할 수 있다면 내마모 특성이 우수한 초경합금 제조가 가능할 것으로 보여 다양한 특성의 초경합금 제조 및 재종 맞춤형 초경합금 제조를 위한 특성 제어에 활용 가능성이 클 것으로 사료된다.
4. 결 론
본 연구에서는 텅스텐산암모늄 단계가 생략된 초경합금 슬러지 재활용 공정을 통해 제조된 초미세 텅스텐 탄화물을 원료로 초경합금을 제작하고 초경합금의 미세조직 및 기계적 특성을 상용 원료로부터 제작된 초경합금과 비교 평가하였다. 본 연구의 초경합금 재활용 공정은 텅스텐산암모늄 단계가 생략되어 친환경적이고 원가 절감이 가능한 공정이었고 500nm 미만의 결정립으로 이루어진 초미세 텅스텐 탄화물 분말이 합성되는 것이 확인되었으며 작은 결정립 크기에 따라 초경합금 소결 중 입자 성장이 활발하여 최종적으로는 조대한 텅스텐 탄화물 입자가 포함된 미세조직이 형성되었다. 소결 중 급격한 입자 성장으로 인해 텅스텐산으로부터 제조된 텅스텐 탄화물 초경합금의 경도 특성이 낮아졌으나 텅스텐산으로부터 제조된 텅스텐 탄화물 초경합금의 파괴인성은 상용 텅스텐 탄화물로부터 제조된 초경합금에 비해 월등히 높아 고인성 초경합금 제조과정에서 활용도가 클 것으로 기대된다.
