

1. 서 론
2. 실험 방법
2.1. 시료 및 물리화학적 특성평가
2.2. 부유선별
3. 결과 및 고찰
3.1. 파쇄 특성
3.2. 열처리 전후에 따른 블랙매스 물리화학적 특성
3.3. 열처리 전후에 따른 부유선별 성능 결과
4. 결 론
1. 서 론
리튬이온배터리(Lithium-ion batteries, LIBs)는 높은 에너지 밀도, 낮은 자가방전율, 긴 수명 주기 및 안정적인 작동 성능을 바탕으로 전자기기, 전기차, 에너지 저장 장치 등 다양한 분야에서 폭넓게 활용되고 있다1,2,3). 특히 에너지 밀도 향상과 소형·경량화 기술의 발전은 스마트폰, 태블릿, 웨어러블 기기, 무선 청소기 등 중소형 전자기기의 휴대성과 성능을 크게 향상시키며 배터리 내장형 제품의 보급을 가속화하였다. 이러한 기술 발전과 보급 확대에 따라 리튬이온배터리에 대한 수요는 급격히 증가하였으며, 그 결과 사용 수명을 다한 폐배터리의 발생량 또한 빠르게 늘어나고 있다4,5,6). 전기차 및 에너지 저장 장치의 확산과 더불어 배터리가 내장된 중소형 전자기기의 지속적인 소비 증가로 인해, 향후 폐배터리 및 폐전기전자의 발생량은 더욱 확대될 것으로 예상된다. 실제로 전 세계 폐전기전자 발생량은 2030년까지 약 8,200만 톤에 이를 것으로 전망된다7). 이에 따라 중소형 폐전기전자 내에 포함된 리튬이온배터리의 체계적인 회수 및 재활용 기술 확보가 중요한 과제로 대두되고 있다.
폐전기전자에는 리튬(Li), 코발트(Co), 니켈(Ni), 구리(Cu), 망간(Mn), 철(Fe), 알루미늄(Al)과 같은 유가금속뿐만 아니라, 수은(Hg), 카드뮴(Cd), 비소(As) 등 유해 중금속도 포함되어 있다8,9,10). 이러한 금속들의 함량은 일반적인 천연 광석보다 높은 수준을 나타내기 때문에, 폐전기전자는 중요한 2차 금속 자원으로 간주된다. 특히 리튬, 코발트, 니켈과 같은 핵심 금속들은 전기차 배터리 및 첨단 산업에서 수요가 급증하고 있으나, 전 세계적으로 매장량이 제한적이고 특정 지역에 편중되어 있어 안정적인 공급에 구조적 한계를 가진다. 이에 따라 폐전기전자 재활용은 단순한 자원 회수 차원을 넘어, 자원순환(Resource circulation)과 지속가능성(Sustainability)을 확보하기 위한 핵심 전략으로 부각되고 있다. 폐전기전자의 재활용은 희소 금속 자원의 수급 불균형 문제를 완화할 뿐 아니라, 유해 중금속의 회수를 통해 환경오염을 저감시킬 수 있어 경제적·환경적으로 모두 중요한 의미를 가진다11,12).
폐전기전자는 대형 가전(냉장고, 세탁기 등)부터 중형 장비(모니터, 청소기 등), 소형 전자기기(스마트폰, 웨어러블 디바이스 등)에 이르기까지 다양한 제품에서 발생한다13). 이 중 중소형 전자기기는 이동형 제품이 많아 리튬이온배터리가 내장된 충전식 형태로 생산되는 경우가 일반적이다. 특히 소형 기기는 크기가 작고 배터리가 내부에 강하게 결착되어 있어 수선별·해체 과정에 한계가 존재한다. 따라서 이러한 제품은 파쇄 및 분쇄 과정을 거쳐 입자화된 산물로부터 물리적·화학적 처리에 의해 재활용된다. 이에 따라 중소형 폐전기전자의 재활용에는 파분쇄 산물의 입자 특성을 고려한 효과적인 단위 공정 기술이 요구된다. 그러나 현재 진행 중인 폐배터리 재활용 연구와 상용화는 주로 전기차 배터리에 집중되어 있으며, 중소형 폐전기전자에서 발생하는 배터리의 재활용은 상대적으로 간과되고 있다. 스마트폰, 노트북 등에서 회수되는 소형 배터리는 전 세계적으로 상당한 규모로 축적되고 있어, 중소형 폐전기전자 내 배터리를 포함하는 재활용 기술 개발은 자원순환 및 환경보호 측면에서 필수적 과제라 할 수 있다.
현재 폐배터리의 재활용 기술은 크게 습식 제련(Hydrometallurgy), 건식 제련(Pyrometallurgy), 직접 재활용(Direct recycling)으로 구분된다14,15,16). 이 중 습식 제련법은 산 또는 알칼리 용액을 이용해 유가금속을 침출한 뒤, 침전이나 용매 추출·정제 과정을 통해 리튬, 코발트, 니켈, 망간 등을 고순도로 회수하는 방식이다. 습식 제련법은 금속 회수 효율이 높다는 장점이 있으나, 공정이 복잡하고 다량의 화학 시약이 소모되며, 2차 오염 발생 우려가 존재한다는 한계가 있다. 건식 제련법은 800–1000℃의 고온에서 염 또는 환원제를 이용해 유가금속을 용융하는 방식으로, 공정이 단순하고 대량 처리가 가능하다는 장점이 있지만, 온실가스와 대기오염을 유발하는 문제가 크다. 한편, 직접 재활용은 배터리 구성 요소의 화학적 구조를 유지한 채 재사용하는 방식으로, 새로운 리튬이온배터리 제조 시 재활용 원료로 직접 활용될 수 있다는 점에서 최근 주목받고 있다. 이러한 직접 재활용 공정을 효과적으로 수행하기 위해서는 폐배터리 구성 요소의 선행 분리 작업이 필수적이며, 이를 위해 중력, 자기, 정전기, 부유선별 등 다양한 물리적 분리 기술이 적용된다. 이 중에서도 부유선별(Froth flotation)은 입자 표면의 소수성(Hydrophobicity) 차이를 이용하는 물리화학적 공정으로, 소수성 입자는 기포에 부착되어 거품층으로 부상하고, 친수성(Hydrophilicity) 입자는 침강하게 된다. 리튬이온배터리의 주요 구성 성분 중 음극재(흑연)는 소수성을 띠는 반면, 양극재(LiCoO2, Li(Ni,Co,Mn)O2, Li(Ni,Co,Al)O2, LiMn2O4, LiFePO4)는 상대적으로 친수성이 강하므로, 부유선별 공정을 적용하면 음극재와 양극재를 효과적으로 분리할 수 있다17,18).
부유선별 공정을 통해 음극재와 양극재를 효과적으로 분리하기 위해서는 표면에 존재하는 전해액 및 바인더(polyvinylidene fluoride, PVDF)와 같은 유기물질의 제거가 필수적이다. 배터리 내부에서 양극재와 음극재는 PVDF를 포함한 유기 바인더로 코팅되어 표면이 소수성을 띠게 되며, 이는 두 활물질 간 선택적 분리를 저해하는 주요 요인으로 작용한다19,20,21,22,23,24,25,26). 따라서 표면에 존재하는 바인더를 효과적으로 제거하는 것은 부유선별 효율을 확보하기 위한 핵심 전처리 단계로 간주되며, 이를 위해 일반 분쇄(Grinding)19,20), 저온 분쇄(Cryogenic grinding)21), 펜톤 시약 처리(Fenton treatment)22), 전단 분쇄(Attrition)23), 그리고 열처리(Thermal treatment)24,25,26) 등 다양한 기술이 제안되어 왔다. 이 중 열처리 공정은 공정의 단순성 및 대량 처리 측면에서 산업 현장에서 가장 널리 적용되는 바인더 제거 기술로 평가된다. 특히 Hong et al.(2024)27) 은 NCM 계열 폐리튬이온전지 블랙매스를 대상으로 PVDF를 포함한 유기 바인더 제거를 위한 전처리로 열처리를 도입한 후 부유선별을 수행하였으며, 열처리를 통해 양극재와 음극재의 선별 선택성이 향상되고 품위와 회수율이 동시에 증가함을 보고하였다. 다만, Hong et al.(2024)의 연구는 전기차에서 회수된 비교적 균질한 블랙매스를 대상으로 직접 재활용 공정을 평가한 반면, 본 연구는 배터리가 내장된 중소형 폐전기전자를 대상으로 파쇄 및 분급 공정을 거쳐 플라스틱, 분리막, 파우치, 금속 전극(Al, Cu) 등의 불순물을 제거하고 블랙매스를 회수하였다. 이후 회수된 블랙매스를 대상으로 열처리를 통한 바인더 제거하고, 부유선별 공정을 적용하여 양극재와 음극재의 분리선별을 단계적으로 분석하였다. 따라서 본 연구는 중소형 폐전기전자 기원 블랙매스의 파쇄 특성부터 열처리 및 부유선별까지의 공정 흐름을 통합적으로 고찰함으로써, 다양한 폐전기전자의 재활용 공정 설계를 위한 기초 자료를 제공하고자 한다.
2. 실험 방법
2.1. 시료 및 물리화학적 특성평가
본 연구에서는 중소형 폐전기전자 제품 중에서 배터리 내장된 핸디형 그리고 로봇 청소기를 대상으로 수행하였으며, 태형물산(주)의 화재폭발 방지 가능한 파일럿 규모의 파쇄설비(>10 T/D)를 통하여 파쇄산물을 얻을 수 있었다. 본 연구에서는 태형물산(주)에서 공급받았으며 중소형 폐전기전자 중에서 배터리 내장형 핸디 선풍기 및 로봇 청소기를 대상으로 진행하였다. 얻어진 파쇄산물로부터 블랙매스를 회수하고자 하였으며, 파쇄된 입자들은 체분급을 통해 입자 크기에 따라 +2.36 mm, –2.36+1 mm, –1+0.5 mm, –0.5+0.3 mm, –0.3+0.212 mm, –0.212+0.15 mm, –0.15+0.106 mm 및 –0.106 mm으로 8개 구간으로 세분화하여 블랙매스로서 입자크기를 설정하고자 하였다. 입도 구간에 따른 무게 분율을 확인하였으며, 블랙매스의 구성 성분을 확인하기 위해 XRD(X-ray diffraction, D8 ADVANCE, Bruker, Germany) 분석을 진행하였다. 또한, 입도 구간에 따른 주요 금속 함량을 확인하기위해 ICP-AES(Inductively coupled plasma-atomic emission spectrometry, 5300DV, Perkin Elmer) 분석을 수행하였다. 또한, 입도 크기별 파쇄산물의 표면형상 및 성분은 SEM/EDS(Scanning electron microscop & Energy dispersive X-ray spectroscopy, JSM6380LA, JEOL, Japan) 분석을 통해 확인하였다. 블랙매스의 열중량 변화 특성을 확인하기 위해 TGA(Thermogravimetric analysis, DTG-60H, Shimadzu, Japan)을 사용하여 분석하였다. 열처리 유무에 따른 입자 크기 변화를 확인하기 위해 레이저 회절 입도분석기(Master sizer 3000E, Malvern, UK)를 이용하여 확인하였다.
2.2. 부유선별
블랙매스로부터 양극재를 회수하기 위한 부유선별 연구를 수행하였다. PVDF를 포함한 유기 바인더 및 전해질 기반의 유기물 등이 코팅된 상태에서 블랙매스의 경우 양극재와 음극재의 분리가 쉽지 않기 때문에 효과적인 선별을 위해 전처리 공정으로 열처리를 도입하였다24,25,26,27). 열처리 조건은 산업현장 적용을 목적으로 설정함에 따라 공기 분위기 및 목적 온도는 400℃로 추진하였으며, 시료 50 g을 실온(25℃)에서 3℃/min의 일정한 속도로 승온 및 400℃에서 2시간 동안 유지하여 최종적으로 열처리된 블랙매스를 얻을 수 있었다. 부유선별에 사용된 시약으로는 포수제는 일반적으로 소수성 물질의 부유선별에 주로 쓰이는 비이온성 포수제인 kerosene(Samchun Chemicals, 95.0%), 기포제는 methyl isobutyl carbinol(MIBC, Daejung Chemical & Metals, >99.5%)을 사용하였다. 시약농도는 선행 연구를 참고하여 kerosene 300 g/ton, MIBC 150 g/ton 으로 설정하였으며, Denver Sub-A 부유선별기(Metso, Finland)를 통해 1 L 셀에서 광액농도 2 wt%(20 g/L), 교반속도 1500 rpm으로 설정하고 4분간 수행하였다28,29). 실험 후에는 부유물 및 침전물을 회수한 후 여과 및 건조 과정을 거쳐 질량을 측정하고 ICP-AES를 통해 불순물(Al, Cu, Fe) 및 양극재(Li, Ni, Co, Mn)의 농도 분석을 진행하였다. 회수율(recovery)은 회수된 농축물(Concentrate)에 포함된 양극재 함량을 백분율로 정의하였으며, 회수율은 아래 식 (1)에 의해 계산하였다30,31).
여기서, C는 농축물의 무게, c는 농축물의 품위, F 그리고 f는 각각 투입 블랙매스 시료의 무게와 품위이며, 농축비(Enrichment ratio, ER)는 투입시료의 품위(f)에 대한 농축물내 양극재 품위(c)의 비율이다.
3. 결과 및 고찰
3.1. 파쇄 특성
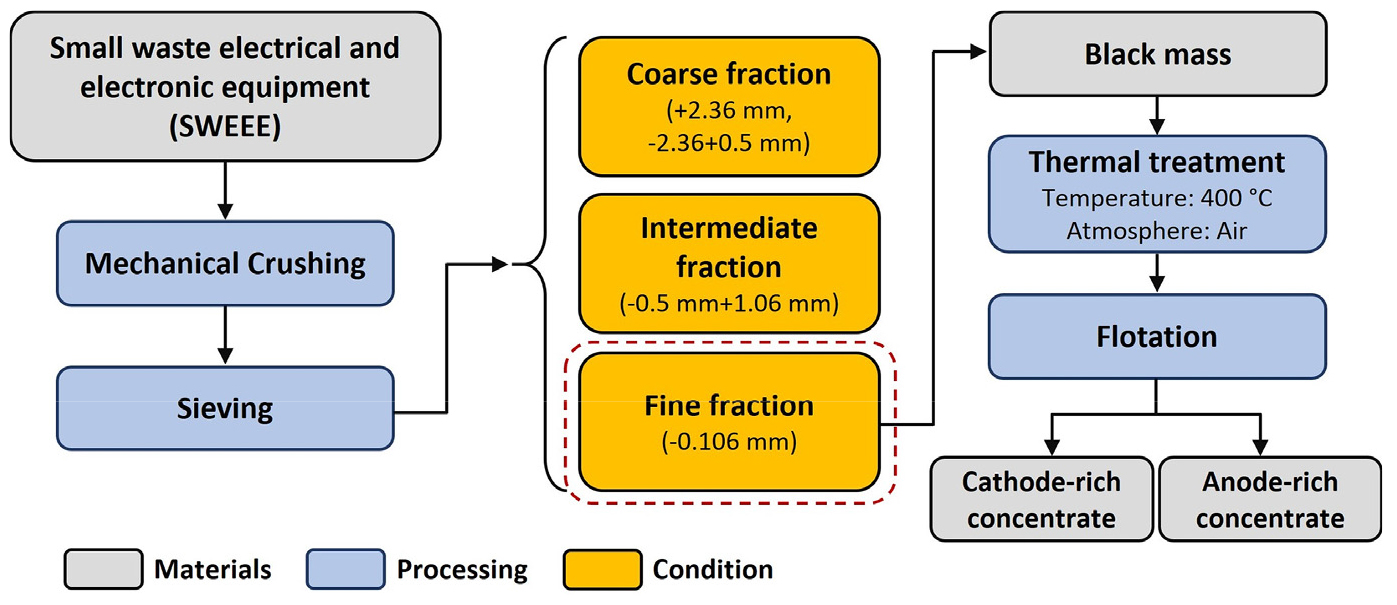
본 연구에서 수행한 파쇄, 분급, 전처리 및 부유선별 공정까지의 공정도를 Fig. 1에 나타냈다. Fig. 2과 Fig. 3에는 입자 크기 구간별 무게 분율 결과와 파쇄 산물의 입도별 사진을 나타냈다. 분석 결과, +2.36 mm 구간의 무게 분율이 52.01 wt.%로 가장 높은 비중을 차지하였으며, –2.36+1 mm에서 –0.15+0.106 mm까지의 여섯 구간이 총 35.97 wt.%를 차지하였다. 또한 –0.106 mm의 입자는 전체의 12.01 wt.%로 확인되었다. 이러한 결과는 파쇄된 입도 분포가 균일하지 않음을 보여주며, 이는 중소형 폐전기전자가 플라스틱, 금속 전극, 전극 활물질 등 다양한 재료로 구성되어 있고, 각기 다른 분쇄 특성을 지니기 때문으로 판단된다32).
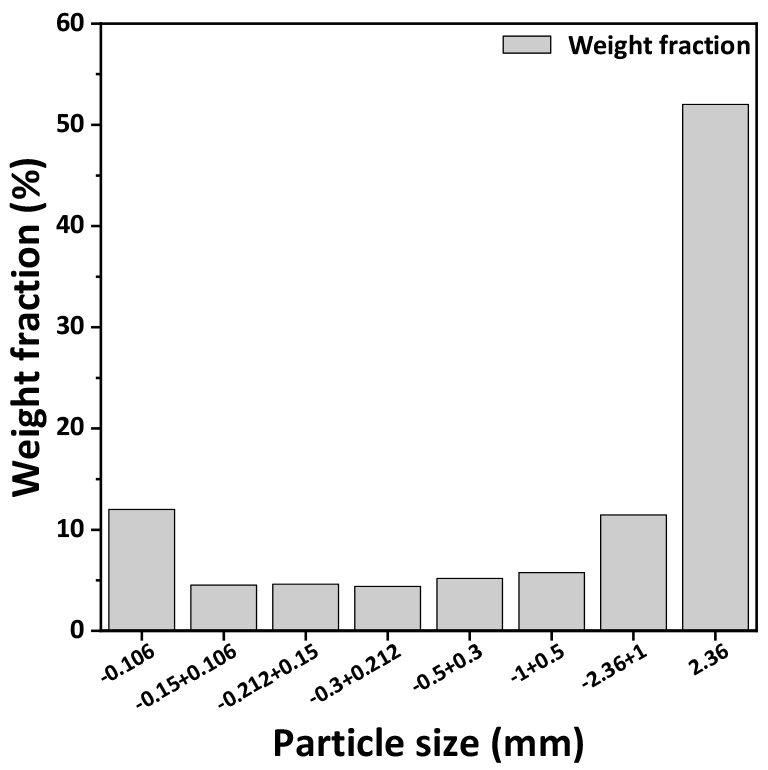
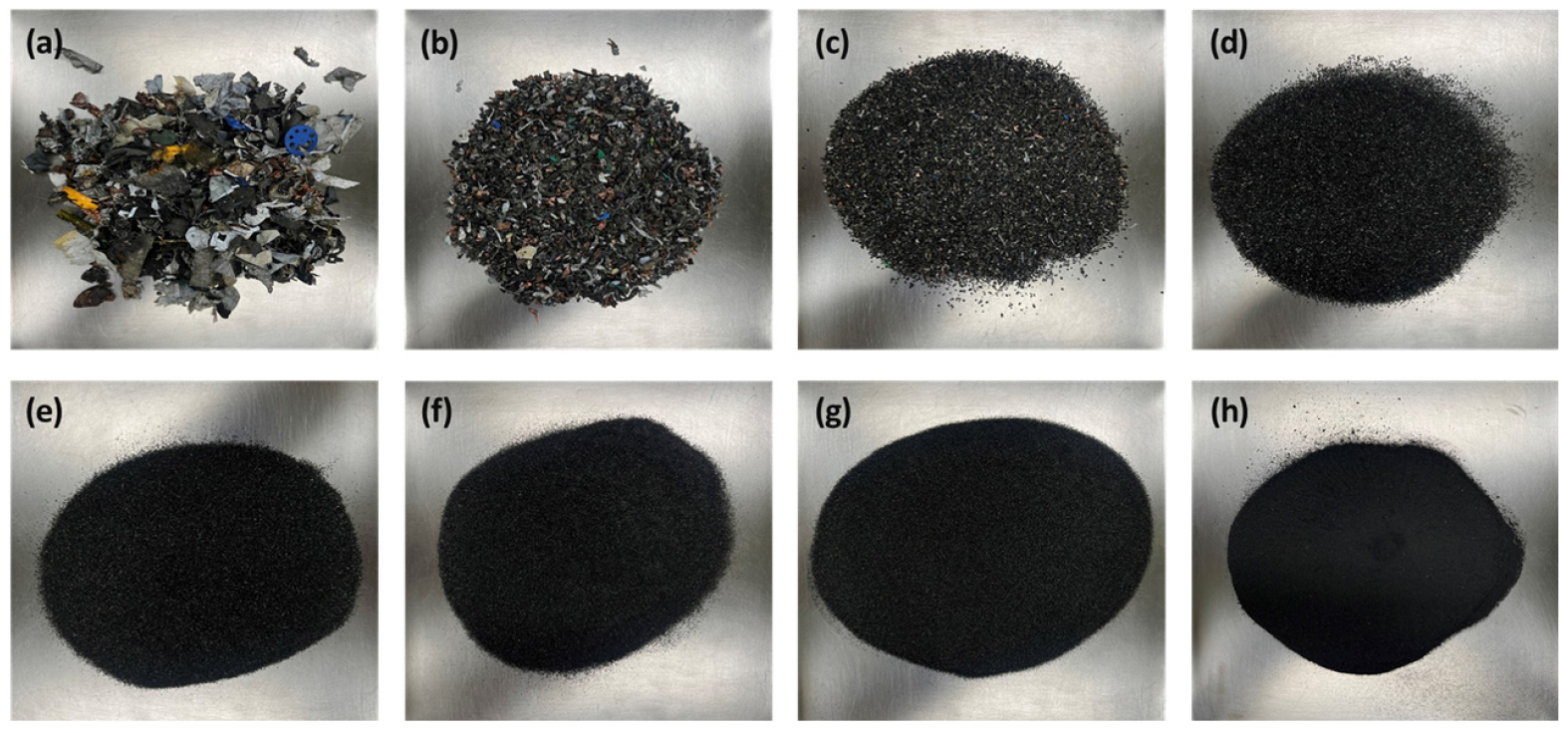
중소형 폐전기전자는 외부의 플라스틱 및 파우치와 내부의 알루미늄 전극, 양극재, 전해질, 분리막, 음극재, 구리 전극 등으로 다양한 물질로 이루어져 있다. 결국, 큰 입자 구간(+2.36 mm, –2.36+1 mm, –1+0.5 mm)에서는 플라스틱, 파우치, 분리막, 알루미늄 전극 및 구리 전극과 같은 불순물이 상당량 혼입되어 있음을 육안으로도 확인할 수 있었다. 반면, 미세 입자 구간(–0.5+0.3 mm, –0.3+0.212 mm, –0.212+0.15 mm, –0.15+0.106 mm, –0.106 mm)으로 갈수록 불순물이 점차 감소‘하고 입자가 검정색을 띠는 양상을 보여, 이는 주로 양극재와 음극재에 기인하는 것으로 해석된다. 따라서 –0.5 mm의 구간에 양극재와 음극재가 집중적으로 존재할 것으로 예상하였으며, 이에 본 연구에서는 미세 입자 구간인 –0.5 mm을 대상으로 입자크기에 따른 특성 분석을 수행하였다.
파쇄 산물의 –0.5+0.3 mm, –0.3+0.212 mm, –0.212+0.15 mm, –0.15+0.106 mm 및 –0.106 mm 구간에 대한 금속 함량 결과를 Table 1에 각각 나타냈다. ICP 분석 결과, 모든 입도 구간에서 Ni 함량이 대략 32 wt.%로 매우 높게 나타났으며, Co와 Mn은 각각 약 6 wt.% 수준으로 일정하게 존재하였다. 이를 통해 중소형 폐전기전자에서 회수된 배터리는 NCM 기반의 삼원계 양극재임을 확인할 수 있었다. 불순물(Al, Cu, Fe)의 함량은 입자 크기가 감소할수록 점차 낮아지는 경향을 보였으며, –0.5+0.3 mm 구간에서 4.08 wt.%로 가장 높았고, 가장 작은 입자 구간인 –0.106 mm에서는 1.06 wt.%로 가장 낮게 나타났다. 한편, 양극재(Li, Ni, Co, Mn)의 총 함량은 평균 47 wt.%로, 입자 크기에 따른 차이는 관찰되지 않았다.
Table 1.
Results of ICP-AES analysis based on particle size fractions of crushed SWEEE products
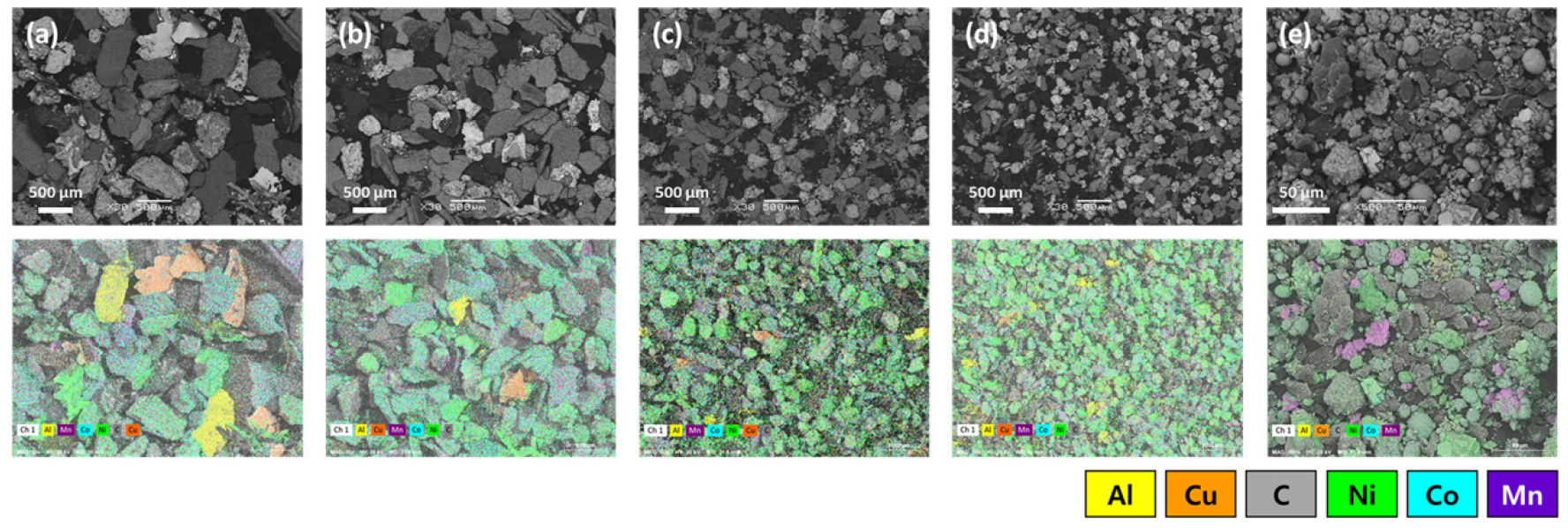
입자 크기 구간에 따른 SEM/EDS 분석 결과를 Fig. 4에 나타냈다. EDS 분석에서 연두색으로 표시된 Ni는 모든 시료에서 입자 크기와 관계없이 풍부하게 존재하는 것으로 확인되었다. 또한 ICP 결과와 일치하게, 큰 입자 구간에서는 Al과 Cu가 검출되었으나, 입자 크기가 작아질수록 이들 불순물은 관찰되지 않았다. 이러한 결과를 바탕으로 가장 작은 입자 구간인 –0.106 mm 시료를 블랙매스로 정의하였으며, 부유선별 효율을 높이기 위해 전처리 과정을 수행하였다.
3.2. 열처리 전후에 따른 블랙매스 물리화학적 특성
전처리 방법으로는 가장 일반적으로 적용되는 열처리 공정을 선택하였으며, 이는 배터리 활물질 내 존재하는 PVDF를 포함한 유기 바인더 및 전해질 제거를 목적으로 하였으며, –0.106 mm 시료의 열처리 전후 ICP-AES 결과와 무게 감량은 Table 2에 나타냈다. Table 2의 ICP-AES 결과에 따르면, 열처리 후 금속 함량이 전반적으로 증가하는 것으로 확인되었으며, 무게 감량은 약 7 wt.%로 나타났다. 이러한 금속 함량 증가와 무게 감량은 블랙매스 내 존재하는 수분, 유기물 및 PVDF가 제거된 결과로 판단된다33). 블랙매스를 구성하는 각 성분의 온도 상승에 따른 열중량 변화를 파악하기 위해 TGA 분석을 수행하였으며, 분석 조건은 N2 분위기에서 초기 온도부터 1000℃까지 분당 5℃의 승온 속도로 진행하였다. 열처리 전후 블랙매스의 TGA 분석 결과는 Fig. 5에 나타냈다.
Table 2.
Results of ICP-AES analysis and weight loss (wt.%) : before and after thermal treatment
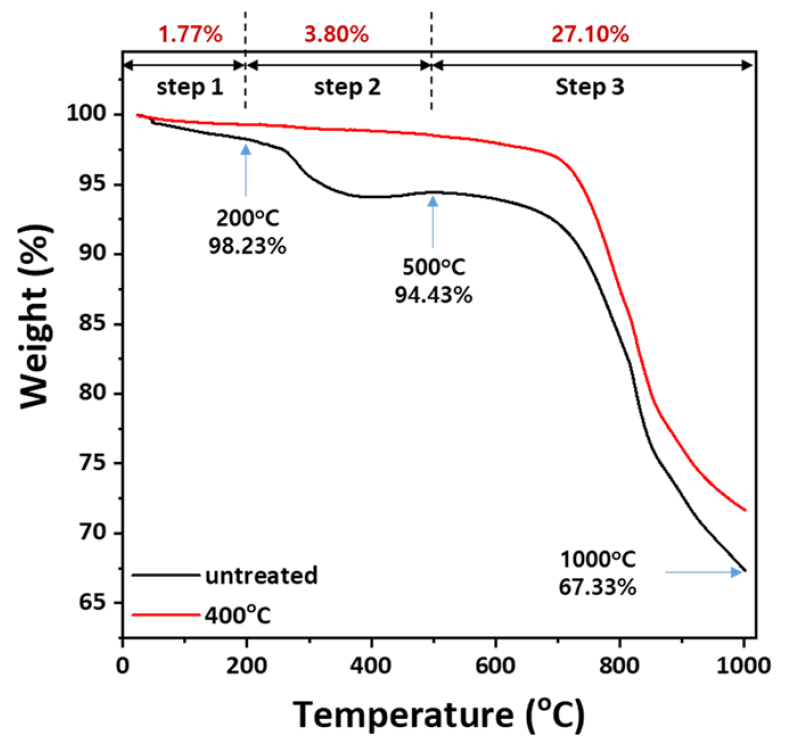
열처리 전 시료의 열중량 분석 결과, step 1(실온 –200℃)에서 약 1.77 wt.%의 질량 감소가 나타났으며, 이는 블랙매스 내 수분 또는/그리고 전해질의 제거에 기인한 것으로 해석된다. step 2(200–500℃)에서는 3.80 wt.%의 질량 감소가 관찰되었으며, 이는 양극재와 음극재에 포함된 PVDF등의 유기 바인더의 휘발 및 분해에 따른 결과로 판단된다. 기존 문헌에 따르면 PVDF는 약 400℃ 부근에서 분해되어 제거되는 것으로 알려져 있으며34), 본 연구 결과와도 일치함을 확인하였다. 마지막 구간인 step 3(500–1000℃)에서는 27.10 wt.%로 가장 큰 질량 감소가 발생하였으며, 이는 음극재의 주성분인 흑연이 O₂분위기에서 급격히 산화·분해된 결과로 해석된다24). 한편, 400℃에서 열처리를 진행한 시료의 경우, 열처리 전 시료와 달리 step 1과 step 2의 뚜렷한 구분은 나타나지 않았다. 대신 초기 온도부터 점진적으로 질량 감소가 진행되었으며, 약 700℃ 이후부터는 열처리 전 시료와 동일하게 흑연의 분해 등으로 인한 급격한 질량 감소가 관찰되었다.
본 연구에서 얻어진 블랙매스의 열처리 전후의 입자 크기 분포 변화를 Fig. 6에 나타내었다. 평균 입자크기, d50은 열처리 전 20.03 μm에서 열처리 후 14.00 μm으로 감소하였으며, d20은 9.83 μm에서 6.63 μm, d80은 40.59 μm에서 25.09 μm으로 작아졌다. 열처리 후 입도 분포 곡선이 왼쪽으로 이동하였으며, 결국 상대적으로 입자 크기가 감소한 것을 확인하였다. 입도 분석을 통해 열처리 후 입자 크기 감소는 바인더–결합된 입자들이 열처리 과정에서 유기 바인더가 제거되면서 입자간 이탈로 인하여 단일 입자로 존재함에 기인한 것으로 해석된다. 추가적인 확인하기 위해 블랙매스의 열처리 전후 SEM/EDS 분석을 수행하였고, 결과를 Fig. 7에 나타냈다. SEM/EDS 관찰 결과 또한 입도 분석과 일치하게, 바인더–결합된 입자들의 비율이 감소하고 유기 바인더 제거로 인해 단일 입자들이 많이 관찰되었다.
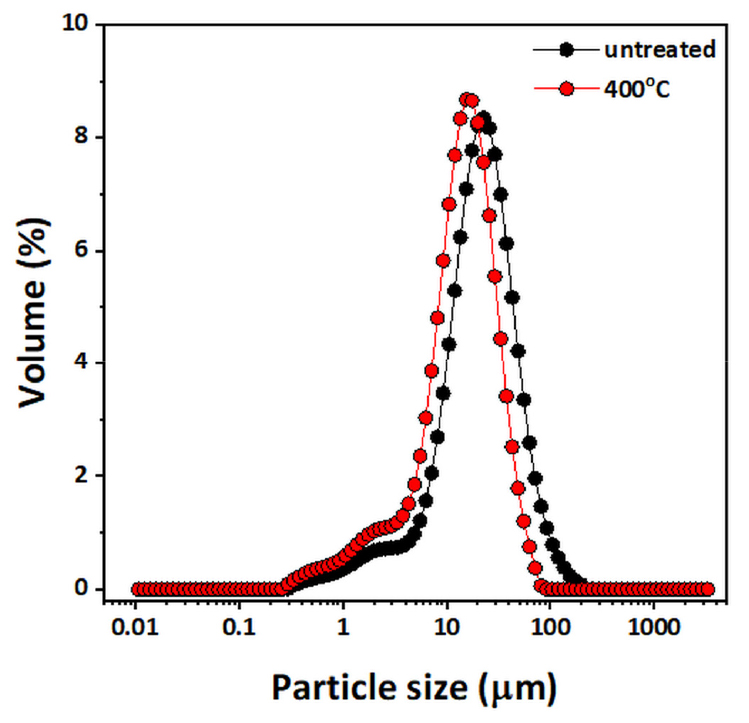
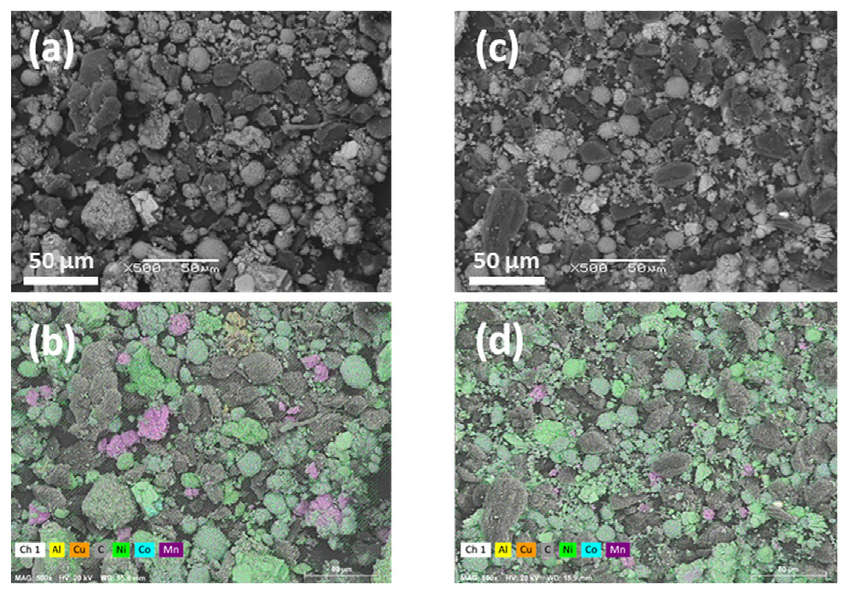
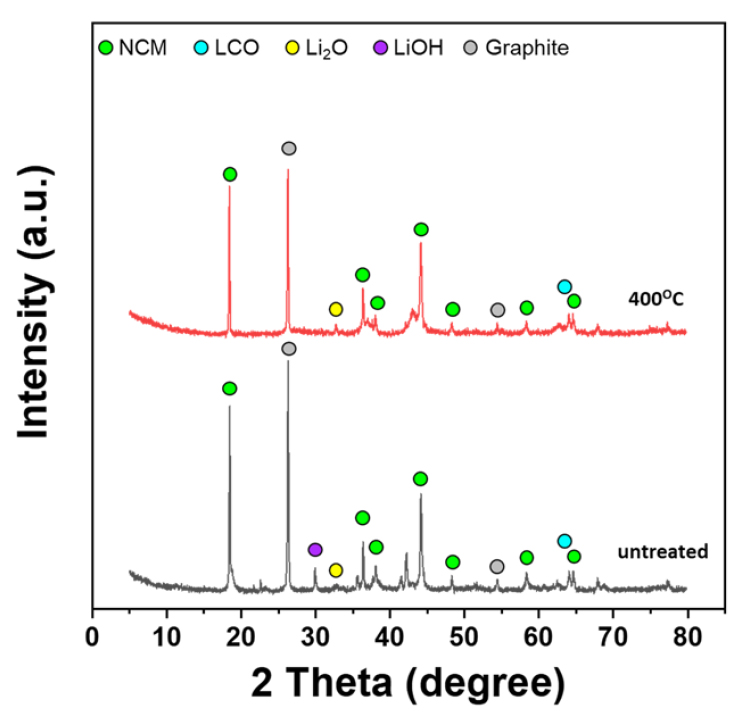
Fig. 8은 열처리 전후 블랙매스의 XRD 패턴을 나타낸 것이다. 열처리 전 시료에서는 NCM, LCO 및 흑연의 피크가 뚜렷하게 관찰되었으며, Li2O 및 LiOH 피크 또한 관찰되었다. ICP 및 SEM/EDS 분석결과, 중소형 폐전기전자를 통해 얻어진 블랙매스의 주요 구성 성분이 NCM 배터리임을 확인하였으며, XRD 결과에서도 NCM 피크 강도가 높게 나타나 이를 뒷받침하였다. 열처리 후 시료에서도 전반적으로 열처리 전과 동일한 피크들이 관찰되었다. 그러나 400℃ 열처리 시료에서는 LiOH 피크가 사라지고 Li2O 피크가 뚜렷하게 나타나, 열처리 과정에서 LiOH가 분해되어 Li2O로 전환되었음을 알 수 있었다. 이러한 결과는 기존 문헌에서 보고된 LiOH 분해온도(약 400–450℃)와 일치한다35,36). 또한, 열처리 후에도 흑연 및 NCM 피크가 유지되는 것으로 보아 400℃ 열처리 조건이 전극 활물질 결정 구조에는 큰 영향을 미치지 않음을 확인하였다. 따라서 400℃ 조건은 PVDF를 포한한 유기 바인더 및 전해질 제거와 동시에 양극재 및 음극재의 구조적 안정성을 유지하는 적절한 전처리 조건으로 판단된다.
3.3. 열처리 전후에 따른 부유선별 성능 결과
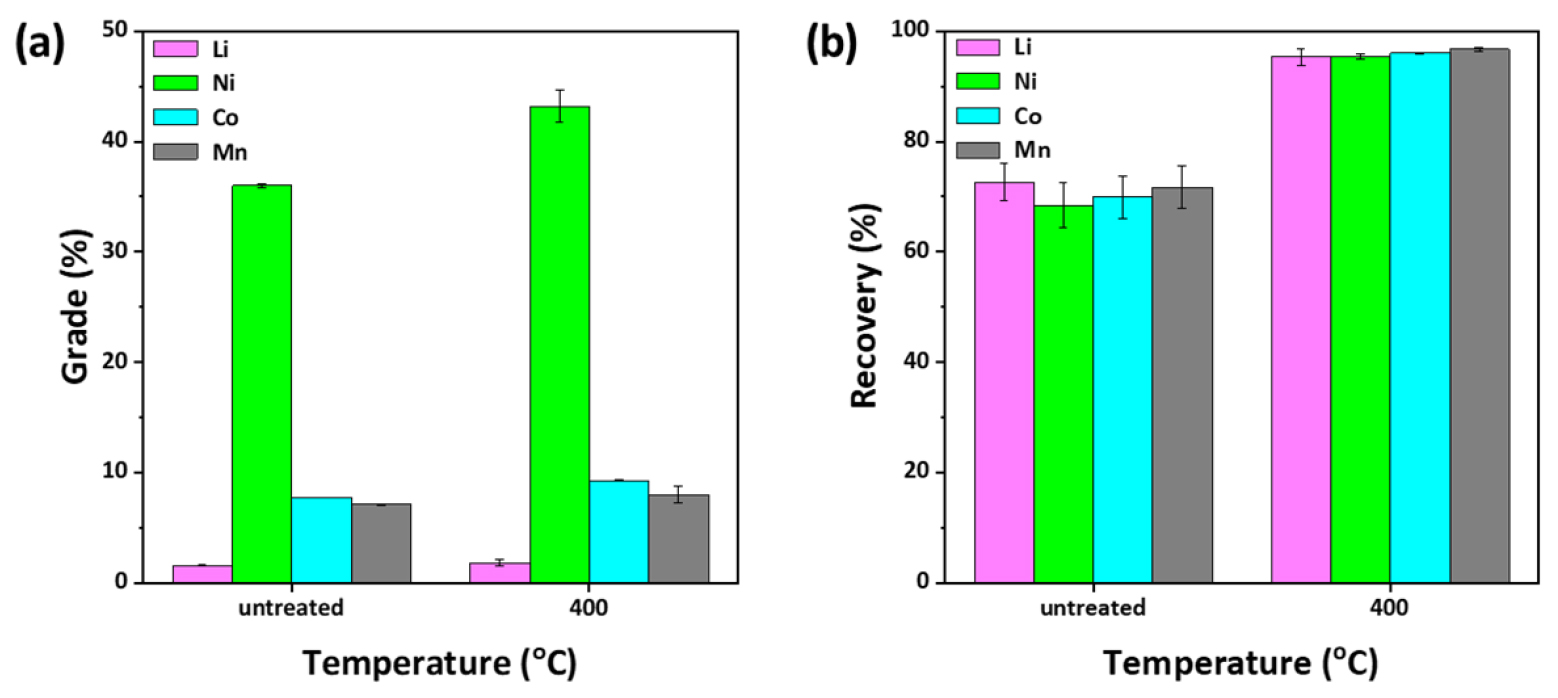
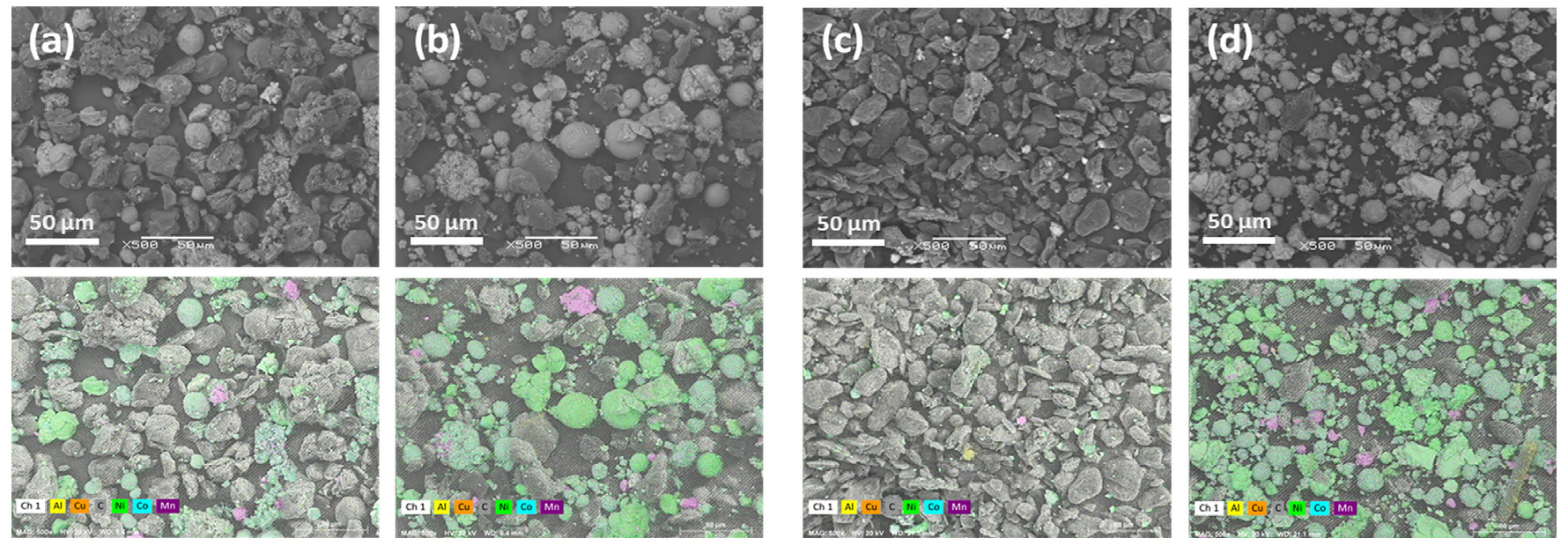
Fig. 9은 열처리 전후 부유선별에서 양극재 주요 구성 성분 Li, Ni, Co, Mn의 품위와 회수율을 나타낸 그래프이며, Fig. 10는 열처리 전후 정광의 SEM/EDS 분석결과를 내타낸 그림이다. 분석결과 전체적으로 정광의 품위는 열처리 전보다 후에서 더 높게 나타났으며, 특히 Ni 품위는 36.0%에서 43.2%로 향상되었고, 회수율은 열처리 전 평균 70.0%에서 열처리 후 95.5%로 향상되었다. 또한, Fig. 10a 열처리 전 부유물의 이미지는 흑연뿐만 아니라 양극재도 같이 부유되는 것으로 나타났으나, Fig. 10c 열처리 후 부유물의 이미지에서는 양극재의 이미지가 확실히 덜 확인되는 것으로 나타났다. 이에 400℃의 열처리가 블랙매스내 존재하는 유기 바인더를 제거하여 소수성을 억제시켜 양극재는 부유하지 않고 가라앉아 음극재와 양극재의 선택적인 분리선별이 잘 이루어진 것을 확인하였다.
4. 결 론
본 연구에서는 배터리가 내장된 중소형 폐전기전자를 대상으로, 파쇄 및 체분급을 통해 블랙매스를 정의하고, 열처리–부유선별 공정을 적용하여 양극재와 음극재의 분리 특성을 평가하였다. 파쇄 및 입도 분석 결과, –0.5 mm 이하의 미세입자 구간에 활물질이 집중되어 있음을 확인하였으며, 이 중 불순물 함량을 고려하여 –0.106 mm 입자를 블랙매스로 설정하였다. –0.106 mm 블랙매스에 대해 400℃ 열처리를 적용한 결과, 약 7 wt.%의 질량 감소와 함께 유기 바인더가 효과적으로 제거되었으며, 열처리 후에도 NCM 및 흑연의 결정 구조는 안정적으로 유지되었다. 부유선별 결과, 열처리 후 농축물의 Ni 품위는 36.0%에서 43.2%로 향상하였고, 회수율은 70.0%에서 95.5%로 향상되었다. 이는 열처리를 통한 유기 바인더 및 전해질의 제거로 인해 양극재와 음극재의 선별 선택성이 향상되었기 때문이다. 본 연구는 전체 질량의 약 12 wt.%를 차지하는 –0.106 mm 미세입자 구간을 중심으로 단위 공정 특성을 규명하였다. 그러나 전체 파쇄산물의 약 88 wt.%를 차지하는 +2.36 mm, –2.36+0.106 mm 구간에 대한 공정 설계는 향후 연구 과제로 남아 있다. 특히 조립자(+2.36 mm, –2.36+1 mm, –1+0.5 mm)는 플라스틱, 분리막, 파우치 및 금속 전극(Al, Cu)이 주를 이루므로, 비중선별, 자력선별, 정전선별 등의 물리적 선별 공정을 결합한 통합 공정 개발이 필요하다. 또한 –0.5+0.106 mm 구간에 대해서는 추가 분쇄–재체분급 및 조선·정선·청소부선 등 다단 부유선별 공정을 적용하여 전체 파쇄산물을 대상으로 한 공정 최적화 연구가 요구된다. 결론적으로, 본 연구는 중소형 폐전기전자 기원 블랙매스에 대해 열처리–부유선별 조합의 유효성을 확인하였으며, 향후 물리적 선별 공정을 포함한 통합 재활용 공정 설계의 기초 자료를 제공한다.
