

1. 서 론
2. 실 험
2.1. 대상 시료
2.2. 실험장비 및 조건
3. 실험결과 및 고찰
3.1. 대상 시료의 파분쇄 실험 결과
3.2. 대상 시료의 순환골재 품질 기준 적합성 판단
3.3. 대상 시료 파분쇄 전후 산물의 입도별 입형 측정
3.4. 에너지/입도 분석에 따른 대상 시료 파분쇄 최적 장비 선정
4. 결 론
1. 서 론
전 세계적으로 물질 소비 증가에 따른 환경적, 경제적 지속가능성에 대한 문제가 대두되고 있다. 생산 후 사용된 다양한 제품 및 물질들은 여러 방법으로 재활용되고 있으나, 현실적으로 주로 매립 및 소각 처리되고 있는 상황에서 이를 수용할 수 있는 한계에 도달했다. 따라서 전 세계적으로 자원의 채취에서 폐기로 이어지는 선형 경제구조를 순환경제로 전환하는 정책이 추진 중이며, 대표적으로 자원의 특성상 광산 자원의 매장량 고갈로 인해 폐전자제품 등에서 자원을 재활용하는 도시광산(urban mine)이 있다1,2).
국내 폐유리병 발생량은 2018년 기준으로 약 63만톤에 이른다3). 재활용률은 75~77%를 유지하고 있지만 일정 수준을 넘어가지 못하고 있으며, 재활용이 불가한 폐유리병 폐기물이 매년 약 16만톤씩 지속적으로 발생하고 있다4,5). 폐유리병은 재사용병과 1회용 병으로 구분할 수 있는데, 재사용병은 생산자책임재활용제도(EPR), 빈 용기 보증금 제도와 같은 다양한 제도로 인해 비교적 높은 비율로 재활용되고 있으나, 1회용병의 경우에는 파손이 쉽고 제품과 색상의 종류가 매우 다양하기 때문에 혼합될 경우 재활용률이 급격하게 감소되는 특성을 가지고 있다. 재활용되지 않은 유리는 유리의 녹는점이 약 1400~1600°C로 매우 높아 소각이 어려우며 위 특성으로 인해 대부분 매립되고 있으며, 이는 환경문제를 유발하고 있다6-9).
유리는 알칼리성 특성을 갖는 콘크리트 환경에서 알칼리-실리카 반응(ASR)이 발생하여 문제를 유발할 수 있다. 이러한 특성은 유리의 입자 크기와 fly ash의 첨가 등을 이용하여 조절할 수 있다는 것이 콘크리트 대체 가능성 연구를 통해 확인되었다10,11). 또한 유리는 시멘트와 수화반응시 포졸란 반응이 나타나며, 이로 인해 내부 조직이 치밀해짐에 따라 투수성을 낮춰 시멘트에 치환하여 사용 가능하다고 알려져 있다12). 그 외에도 환경적인 측면에서 폐유리병을 재활활용 할수록 상당량의 를 저감할 수 있어 콘크리트 대체제 및 혼합제로써 활용 가치가 높다고 생각된다. 이에 따라 폐유리병 재활용률을 높이기 위한 많은 연구들이 수행되었다. 예를 들어 세라믹 타일 제조 소성 조건 연구10-12), 포장용 투수성 콘크리트에 첨가하여 사용하기 위한 연구13-15), 콘크리트에서 시멘트 대체물에 관한 연구16-18), 폐유리병을 첨가해 친환경 인공경량골재 개발 연구19,20) 등이다. 그러나 실제 재활용률을 향상시키기 위한 핵심은 제품의 경제성을 부여하는 것이며, 재활용 공정의 개선을 통해 달성 가능하다. 특히 폐유리 재활용 프로세스 중 대부분의 에너지가 소모되는 공정인 파분쇄 공정에 관한 연구가 미흡한 것으로 확인되었다. 따라서 폐유리병의 파분쇄 장비를 높은 효율을 낼 수 있는 최적의 장비로 선정하는 것은 폐유리병을 대량으로 처리하는 조건에서 많은 기여를 할 수 있을 것으로 기대된다.
본 연구에서는 폐유리병의 대량 재활용을 위하여 1) 순환골재로써의 가능성(콘크리트 및 아스팔트용)과 2) 분쇄공정의 효율성 향상을 위하여 슈레더, 롤크러셔, 해머크러셔, 볼밀 총 4가지의 파분쇄 장비에 대해서 파분쇄 실험을 진행하였다. 각 장비의 산물에 대해 입도, 입형 분석을 수행하였으며 콘크리트용, 아스팔트용 순환 잔골재로써 사용하기에 적합한 조건인지 판단해보았다. 또한, 최종적으로 폐유리병 파분쇄시 사용되는 에너지를 측정하였으며 얻어진 데이터를 통해 최적의 장비를 선정하였다. 이러한 결과는 폐유리병 재활용을 위한 실증화 플렌트를 구축하고 가동하는데 사용되는 에너지 효율 및 제품의 경쟁력 향상에 큰 기여를 할 수 있을 것이라고 기대된다.
2. 실 험
2.1. 대상 시료
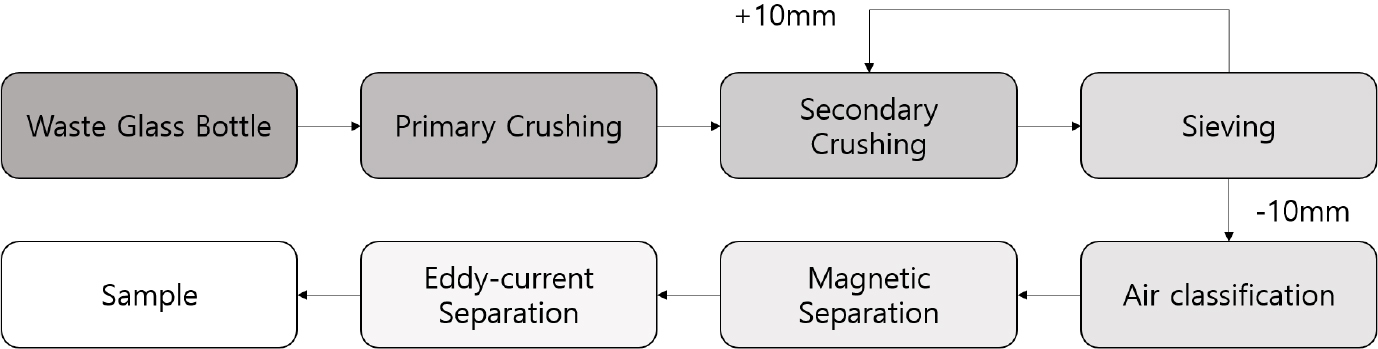
본 연구에서는 국내 (주)인동GRC에서 Fig. 1과 같은 파분쇄/전처리 된 폐유리병을 대상 시료로 사용하였다. 대상 시료는 상업 및 가정에서 사용하고 배출된 폐유리병을 수거하여 1차, 2차 연쇄 파쇄를 활용해 10mm 이하로 크기를 감소시켰다. 이후 가벼운 fluff 물질을 공기분급기로 제거한 후 철/비철금속을 자력선별기와 와류선별기를 이용하여 각각 제거한 상태이다. 대상 시료의 색상은 초록색과 무색 두 가지 색상 7:3의 비율로 구성되어있다.
대상 시료의 입자 크기 질량비를 파악하기 위해 입도분석을 수행하였다. 입도분석은 순환 잔골재의 규정된 크기 기준을 따라서 10.0mm, 5.0mm, 2.5mm, 1.2mm, 0.6mm, 0.3mm, 0.15mm 체를 사용하여 입도를 측정하였으며21), 결과는 Table 1에 나타냈다. 대상 시료의 48% 이상이 2.5 mm 크기 이상으로 확인되었으며, 콘크리트용, 아스팔트용 순환 잔골재의 입도분포 품질 기준을 만족시키기 위해서 추가적인 파분쇄 공정을 필요한 것으로 확인되었다.
Table 1.
Particle size distribution of sample
| Sieve size | 10.0 mm | 5.0 mm | 2.5 mm | 1.2 mm | 0.6 mm | 0.3 mm | 0.15 mm | pan |
| Cumulative weight percent (%) | 100.0 | 94.1 | 51.9 | 21.8 | 9.1 | 3.8 | 0.2 | 0.1 |
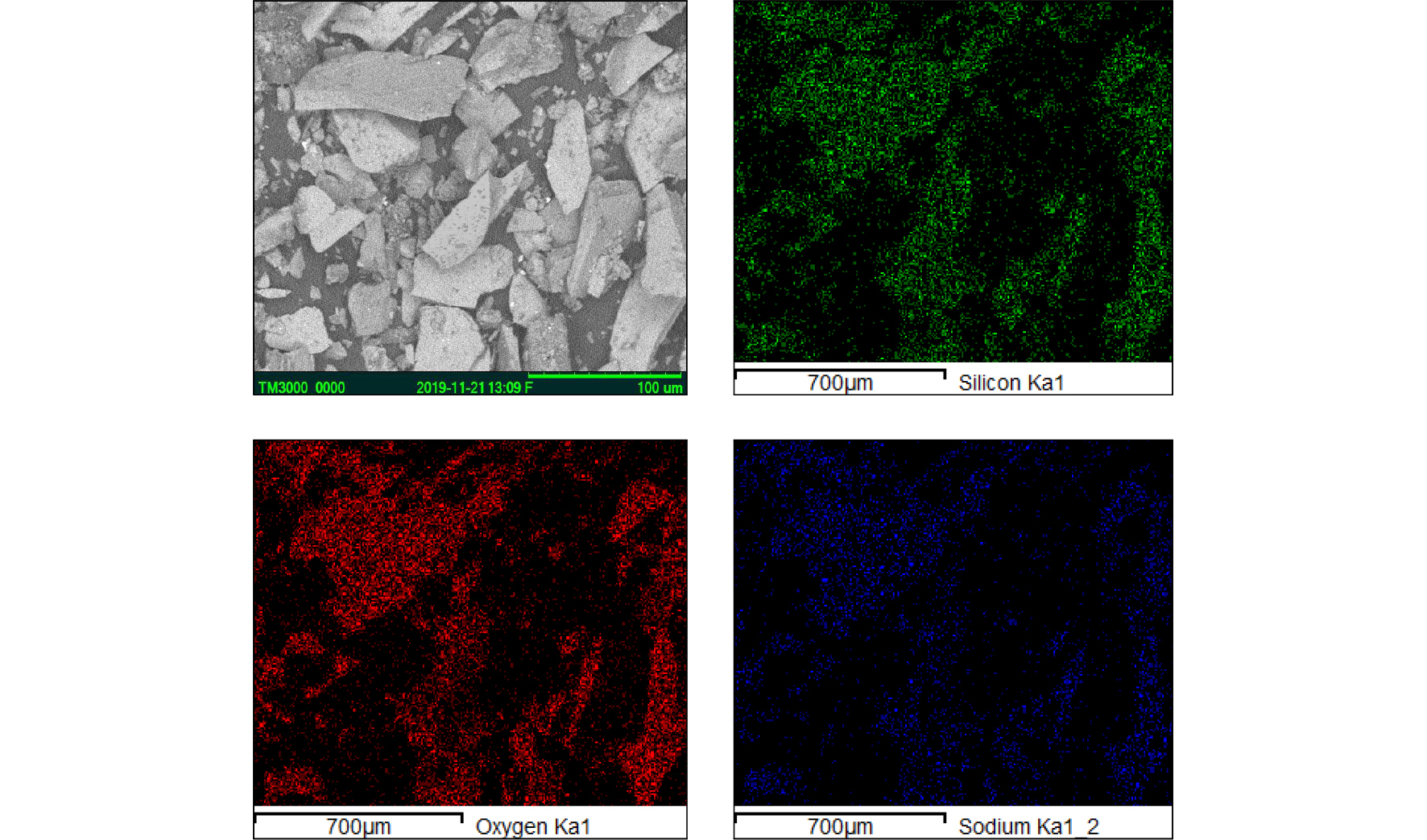
대상 시료의 물리화학적 특성을 확인하기 위해 각 입도별 X-ray diffraction (X'Pert MPD, PHILIPS), X-ray fluorescence (XRF-1800, Shimadzu), Scanning electron microscope (TM3000, HITACHI) - Energy dispersice X-ray spectrometer (SwiftED3000, OXFORD) 분석을 수행하였다. XRD 분석결과 Quartz(SiO2)와 Calcite(CaCO3) 피크가 나타나는 것으로 확인되었으며 Fig. 2에 나타냈다. XRF 분석 결과 SiO2의 함량이 약 70%, Na2O 약 13%, CaO 약 8% 등으로 구성되어 있으며 Tabel 2에서 확인할 수 있다. 또한 입자 크기에 따라 약간의 함량 차이가 있지만 큰 차이가 나타나지 않는 것 확인되었다. SEM-EDS 분석 결과 XRD, XRF의 결과에서 나타난 것과 같이 Oxygen, Silicon, Sodium 등의 주요 구성 원소로 이루어져 있는 것으로 확인되었으며, Fig. 3에 나타냈다. 다양한 분석을 통해 대상 시료는 Na2O(산화나트륨), CaO(석회), SiO2(규산)를 주성분으로 하는 전형적인 소다 유리로 구성된 것으로 확인되었다. 소다 유리는 일반적으로 실생활에서 가장 많이 사용되는 유리로 경도 5~6, 용융점 1400°C 등의 특성을 가지고 있다.
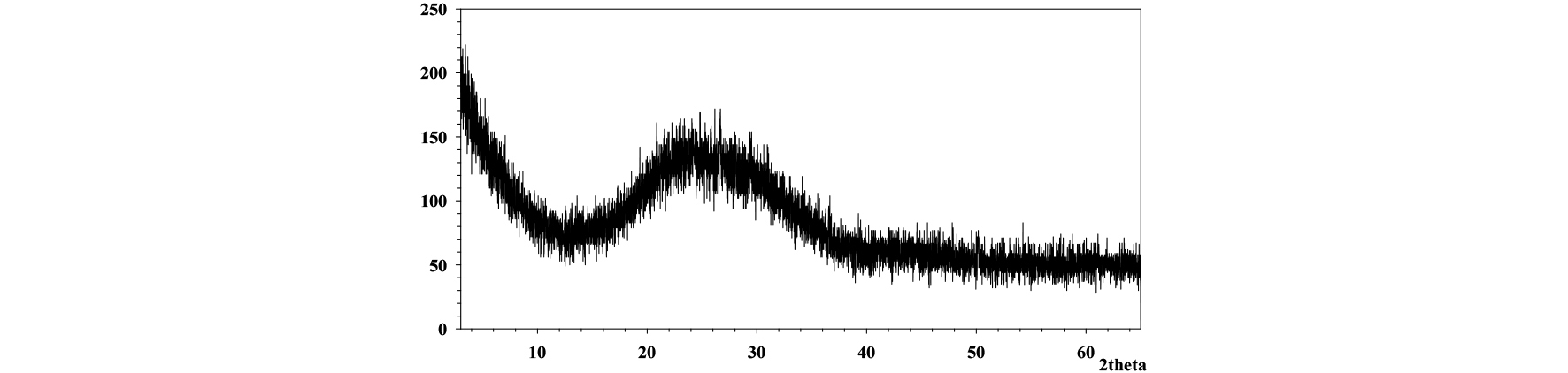
Table 2.
XRF analysis result of sample according to particle size
2.2. 실험장비 및 조건
본 연구에서는 폐유리병을 콘크리트용, 아스팔트용 잔골재로 재활용하기 위해서 파분쇄를 통하여 규정된 조건을 충족시키고자 하였다. 파분쇄를 발생하는 힘의 종류로는 충격, 압축, 마모로 구분할 수 있는데22) 각 장비는 하나의 힘의 특성이 아니라 여러 종류가 복합적으로 나타난다. 그 중 힘의 특성이 가장 명확하게 나타나는 장비로써, 충격력이 주 에너지인 해머크러셔와 압축력이 주 에너지인 슈레더와 롤크러셔, 마모 및 다양한 에너지 스펙트럼을 나타내는 볼밀 총 4가지 파분쇄 장비를 선정하여 실험을 수행하였다. 실험에 사용된 각 장비 사진은 Fig. 4에서 확인할 수 있다. 슈레더, 롤크러셔와 해머크러셔는 장비를 제작할 때 기본적으로 설정되어 있는 운전 조건으로 실험을 진행하였다. 반면 볼밀의 경우 다양한 운전 조건의 변경이 가능하기 때문에 Austin et al.23)의 문헌을 따라 일반적으로 실험실 규모에서 사용되는 실험 조건으로 Table 3와 같이 설정하였다.
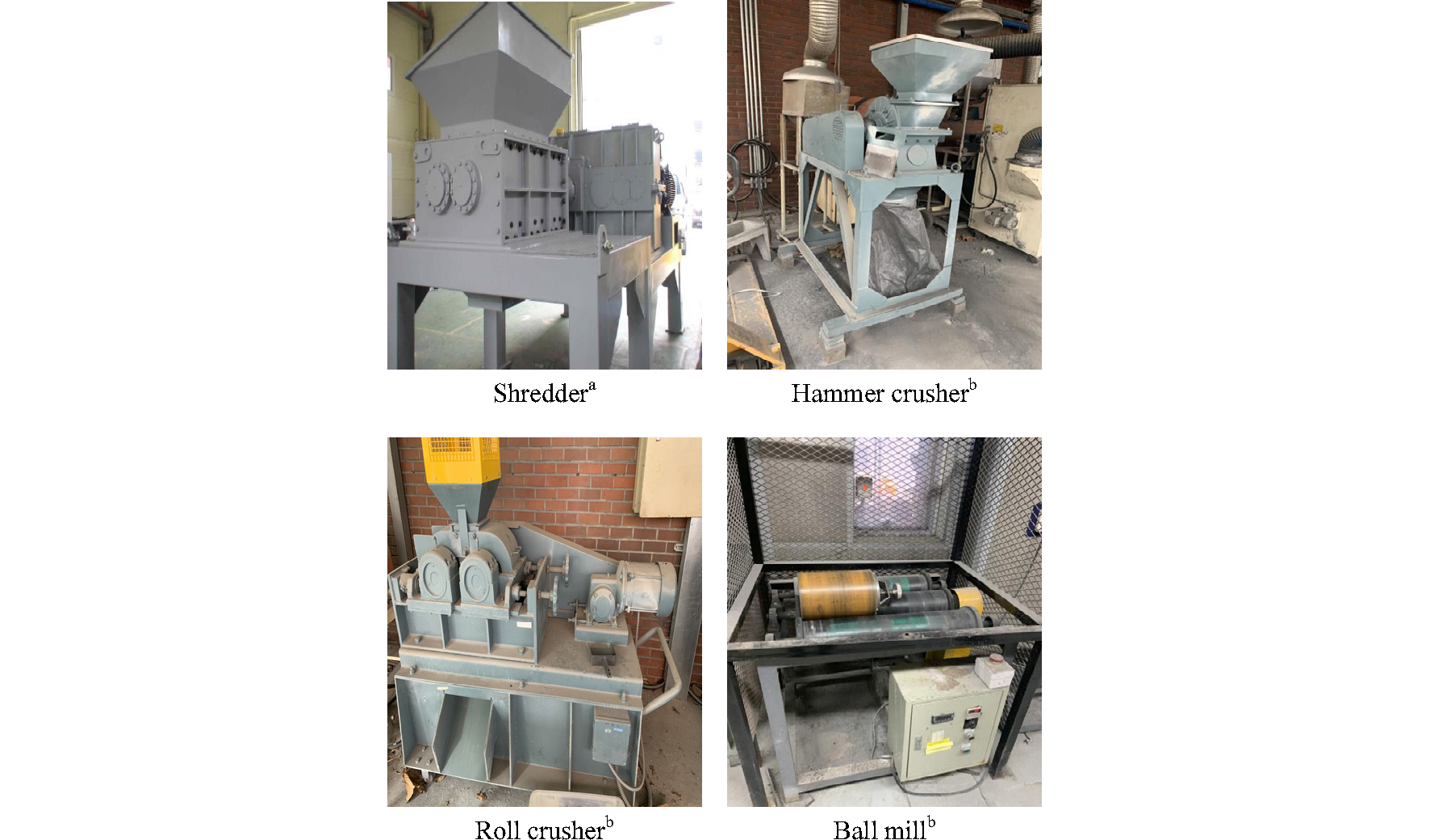
Table 3.
The condition of Ball mill grinding
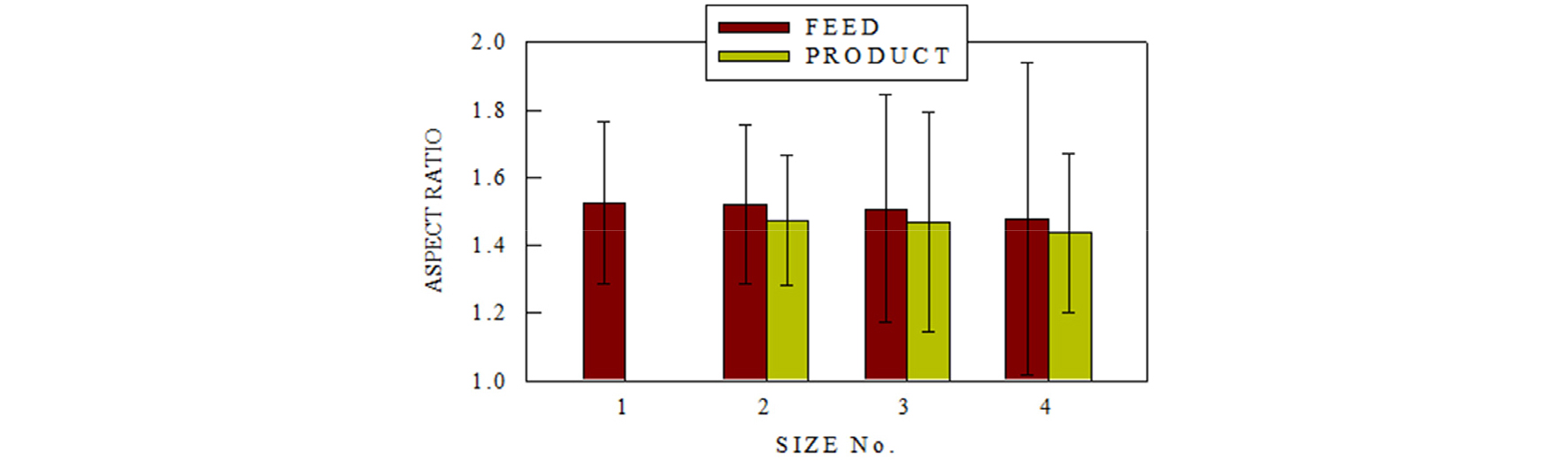
또한 폐유리병 특성상 파분쇄 이후에 생성되는 산물이 날카로운 형태를 나타내기 때문에 재활용하기에 부적절하다고 판단될 수 있으며, 특히 골재의 최대길이 대 최소길이의 비가 1/3 이상 차이가 나는 골재인 편장석의 비율이 30% 이하로 혼합되어 있는 골재만 사용할 수 있다. 따라서 파분쇄 전후의 각 입도별 입형 및 종횡비(Aspect Ratio)를 이미지 처리 및 분석 소프트웨어 프로그램을 이용하여 측정하였다.
3. 실험결과 및 고찰
3.1. 대상 시료의 파분쇄 실험 결과
슈레더, 롤크러셔, 해머크러셔와 볼밀을 이용하여 파분쇄 실험을 진행하였다. 이후 얻어진 파분쇄 산물에 대한 입도분포 분석을 수행하였으며, 입도분석결과는 Fig. 5에 나타냈다.
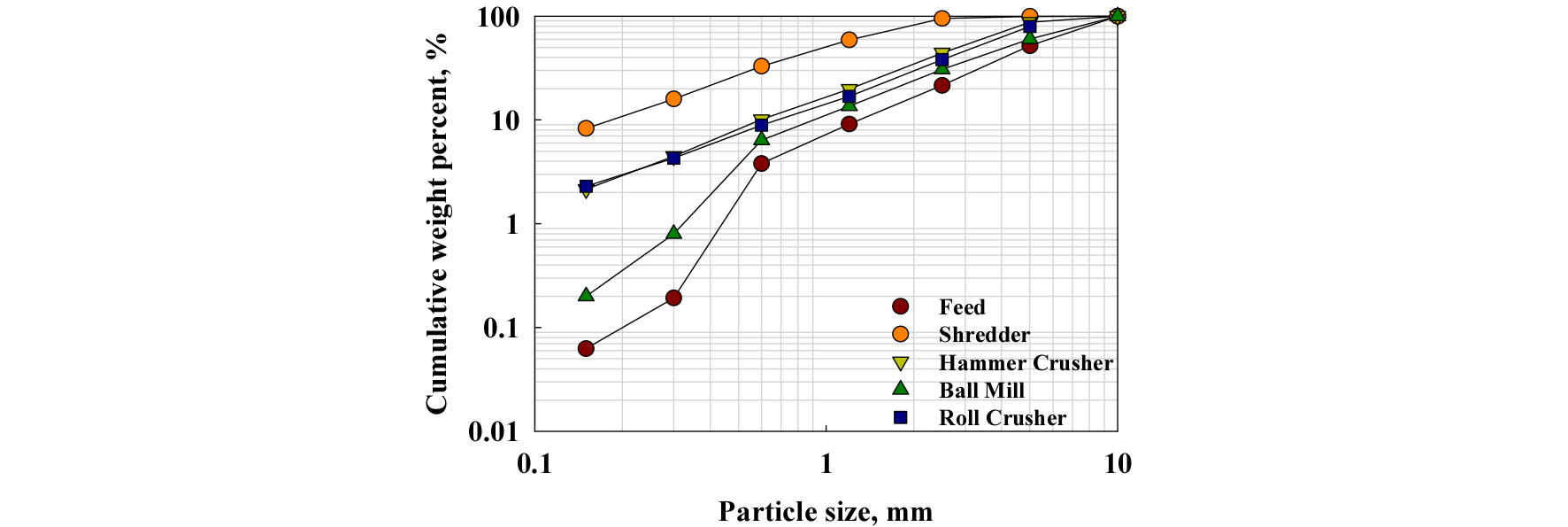
입도 분포 분석 결과 슈레더 99.7%, 롤크러셔 79.6%, 해머크러셔 87.7% 이상의 입자가 5.0mm 입자 크기 이하로 감소하였다. 또한 슈레더 59.1%, 롤크러셔, 16.9%, 해머크러셔 19.8%의 비율이 1.2mm 이하의 입자가 산출되었다. 따라서 폐유리병 파쇄에 슈레더가 롤크러셔, 해머크러셔에 비해 입도 감소에 더욱 효과적인 모습을 확인되었다. 반면에 볼밀은 파쇄 장비와 다르게 Feed 입자 크기에 대한 영향을 받는 것으로 알려져 있으며, 볼밀 분쇄 실험 산물의 입도분포 결과 4개의 장비 중에서 입도 감소의 폭이 가장 작은 것으로 확인 되었다. 이는 Fig. 6의 입자크기의 분쇄율 함수에서 특정 입자 크기 이상에서 기울기가 급격하게 감소하는 구간으로 식 (1) (기준입도 = 1mm) 곡선의 보정지수가 영향을 미치는 ()조건이다. 즉, 상대적으로 시료의 크기가 분쇄매체에 비하여 큰 경우 분쇄율이 급격하게 감소하는 조건에 해당하는 것으로 판단된다. 볼밀은 적절한 Feed 입도를 설정하는 것이 실험 결과에 상당한 영향을 미치는 요인으로 본 실험에 사용 된 밀(D=20cm)과 볼 크기(d=2.54cm) 보다 큰 장비가 선정 되어야 한다고 판단된다. 따라서 입도가 10mm 이하인 대상 시료에는 미분쇄 장비인 볼밀이 적합하지 않음을 확인할 수 있다.
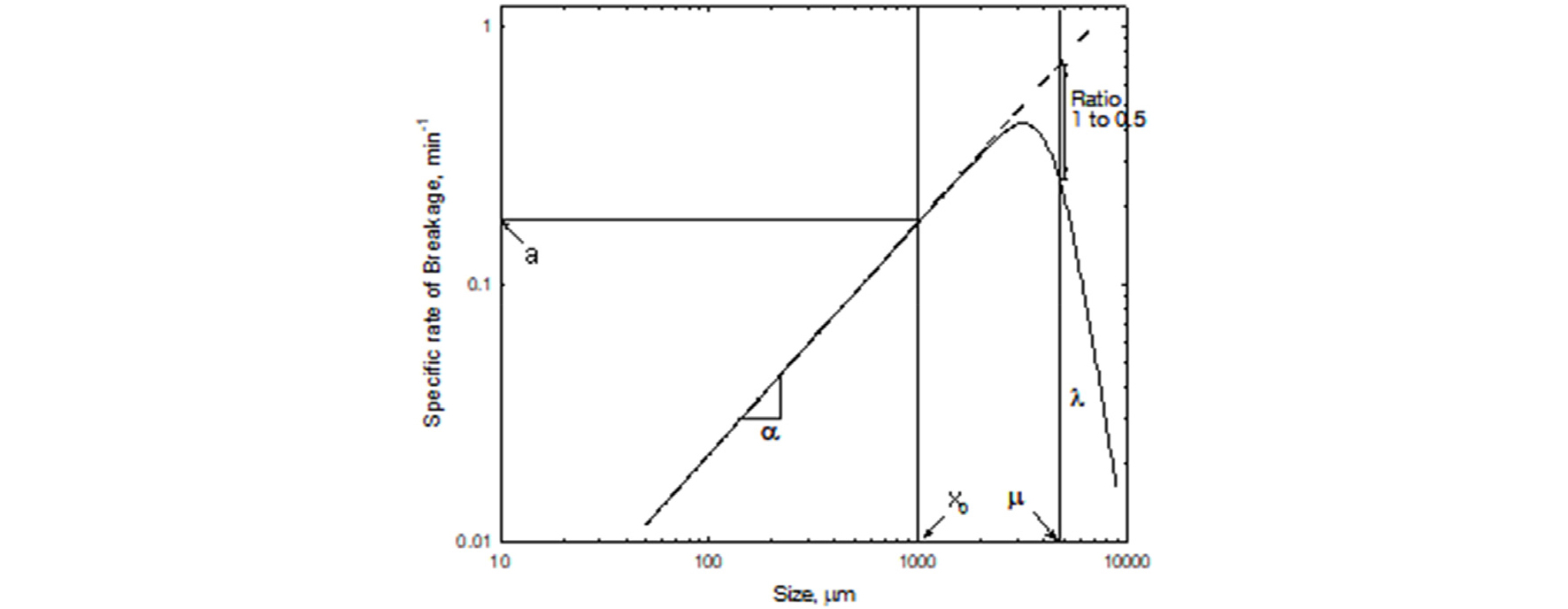
| $$S_i=A(\frac{x_i}{x_0})^\alpha\lbrack\frac1{1+({\displaystyle\frac{x_i}\mu})^\lambda}\rbrack$$ | (1) |
3.2. 대상 시료의 순환골재 품질 기준 적합성 판단
3.2.1. 콘크리트용 순환 잔골재
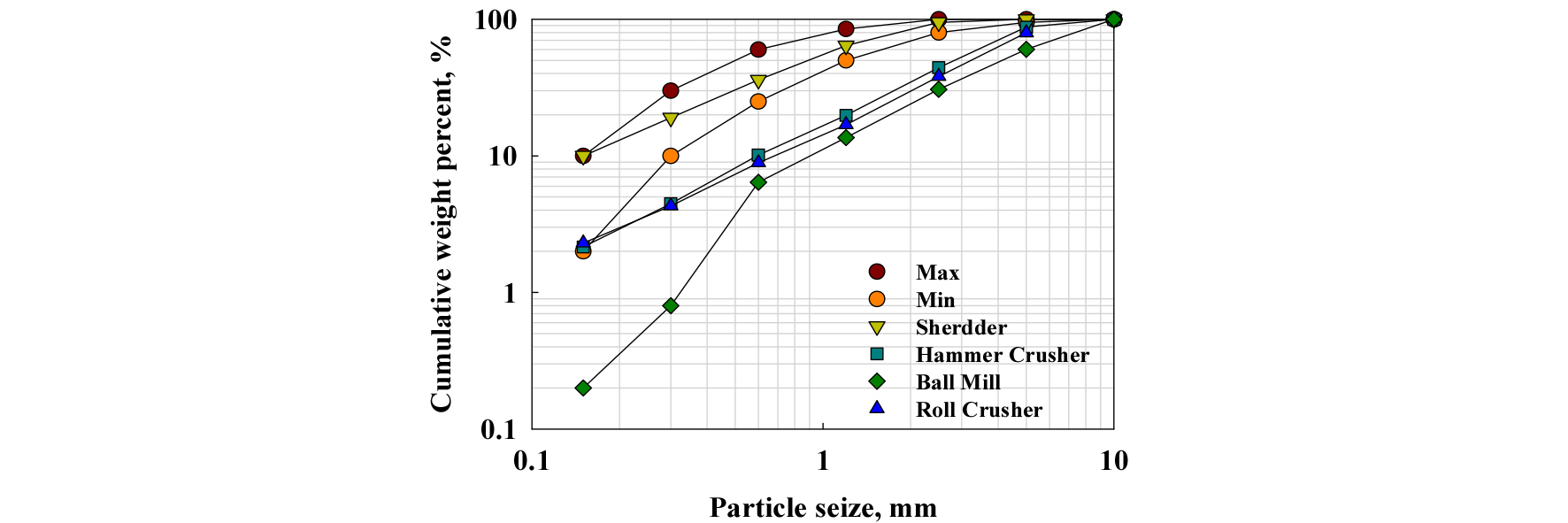
대상 시료를 골재로써 사용하기 위해서는 잔골재 품질 기준을 만족시켜야 하며 품질 기준은 다음과 같다. 순환골재의 생산을 위하여 투입되는 폐콘크리트가 환경에 유해한 화학물질이나 악취를 발생시키는 물질, 콘크리트 품질에 나쁜 영향을 미치는 물질을 포함하지 않아야 한다. 또한 순환골재의 유기이물질 함유량은 KS F2527에 따라 시험하여 골재 속에 포함된 비닐, 플라스틱, 목재, 종이 등의 함유량이 총 골재 용적의 10% 이하여야 하며, 규정하는 입도분포를 충족시켜야 한다. 대상 시료는 자력/풍력 선별기를 거쳐 대부분의 이물질이 제거하였기 때문에 이물질 규정을 만족하는 것으로 확인되었다. 이에 따라, 슈레더, 롤크러셔, 해머크러셔, 볼밀의 파분쇄 장비에서 배출된 산물들을 콘크리트용 순환 잔골재 규정 입도 만족 여부를 확인해보았다. Fig. 7에서 확인 할 수 있듯이, 슈레더 파쇄 산물의 입도분포만이 최대, 최소 입도분포 규정에 포함되는 것으로 확인되었다. 추가적으로 미분 발생율이 최대기준점에 만족하고 있는데 이를 보완하기 위한 추가적인 실험을 수행한다면 보다 좋은 결과가 나올 것이라고 판단된다.
3.2.2. 아스팔트용 순환 잔골재
아스팔트용 순환 잔골재 품질 조건은 Table 4와 같으며, 아스팔트 콘크리트 외의 다른 골재나 흙, 나무 조각, 금속편, 블록, 폐콘크리트 등의 이물질이 섞여 있지 않아야 한다. 또한 품질의 안정화를 위해 생산되는 혼합물에 균일한 입도의 아스팔트 콘크리트용 순환골재가 재료분리 없이 적정비율로 투입되도록 하여야 한다. Table 4에서 확인할 수 있듯이, 아스팔트용 순환골재의 최대 입경은 13mm 이하로 규정되어 있지만, 현장 상황 조건에 따라서 20mm 이하로 조정하여 사용하는 것이 가능한 것으로 알려져 있다22). 따라서 슈레더를 통해 파쇄한 산물은 아스팔트용 순환 골재 입도 품질 조건 또한 만족시키는 것으로 확인되었다.
Table 4.
Recycled aggregate quality condition of asphalt concrete
| Test event | Standard | Test method |
| Asphalt content, % | -3.8 | KS F2354 |
| Volume lost in washing test, % | -5 | KS F2511 |
| Maximum size, mm | -13 | - |
| Water content, % | -5 | KS F2550 |
3.3. 대상 시료 파분쇄 전후 산물의 입도별 입형 측정
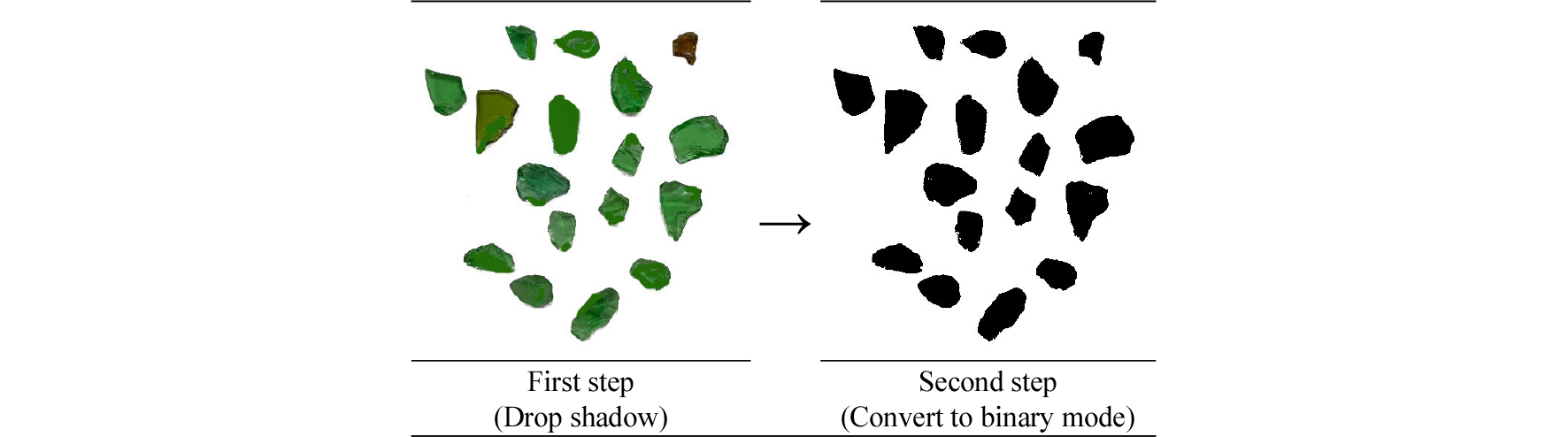
대상 시료의 파분쇄 전후 산물의 입도별 입형을 측정하기 위해서 화상소프트웨어를 사용하였다. 이 프로그램은 다양한 분석 기능을 보유하고 있으며 세포학, 의료 및 의약, 분체학 등의 연구 분야에서 활용되고 있다. 화상소프트웨어는 Fig. 8과 같은 2단계를 거쳐 분석이 진행되는데, 1단계로 촬영된 이미지를 그림자 제거를 통해 각 입자의 형상을 선명하게 만들어 입자 주변의 영향을 최대한 감소시킨다. 다음으로 Binary mode로 전환을 통해 Fig. 8의 second step과 같은 형태로 변형하여 입자를 판독하기 쉽게 한 후 최종적으로 처리된 이미지를 이용하여 데이터 분석을 수행할 수 있다.
수거된 폐유리병을 1차 파쇄 후 발생하는 산물은 날카로운 형태(크기>5cm)를 가지기 때문에 추가적인 처리가 필수적이다. 따라서 해머크러셔를 사용한 2차 파쇄 후 입자의 입형은 Fig. 9의 Feed 그래프와 같이 입자의 대부분이 1.6 이하의 값을 가지고 있는 것으로 분석되었다. 또한 슈레더로 처리한 산물(product)의 입형을 측정해본 결과 값이 전반적으로 감소되었다. 따라서 파쇄산물은 순환 잔골재로 재활용하기에 위험성이 적고 편장석 비율 규정 조건 또한 충족시키는 것으로 판단할 수 있다.
3.4. 에너지/입도 분석에 따른 대상 시료 파분쇄 최적 장비 선정
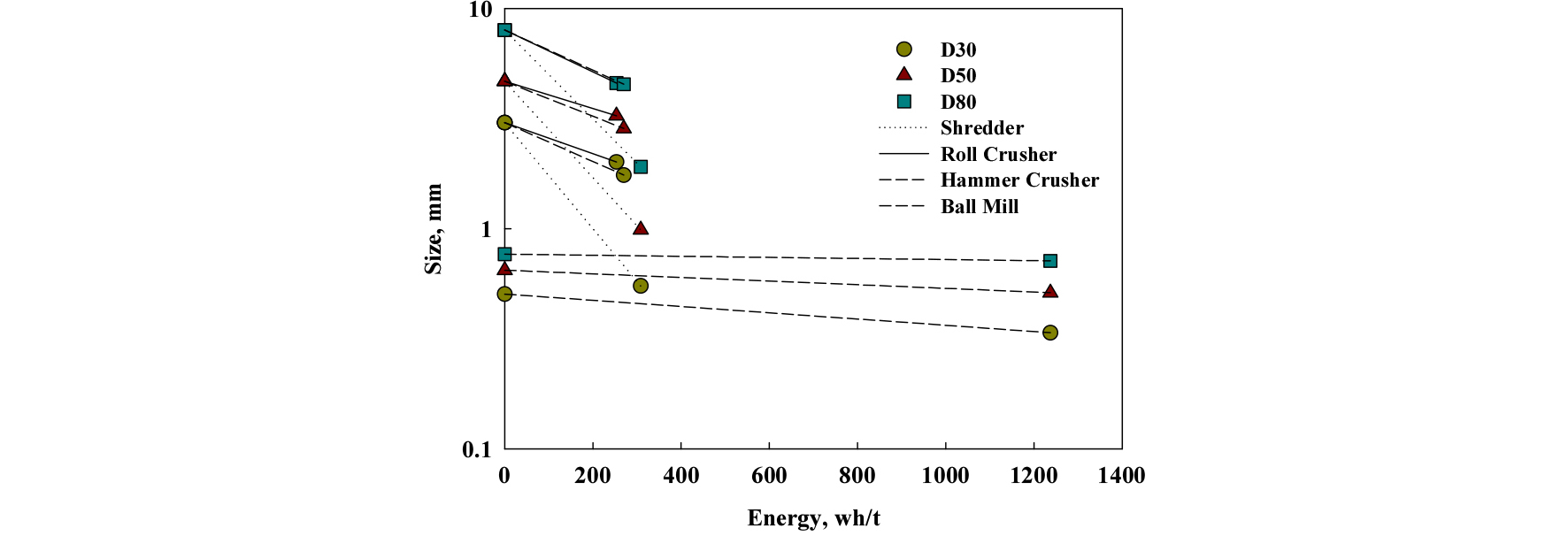
유리는 다른 광물에 비해 높은 경도 값을 가지고 있어 폐유리병 재활용 공장들은 파분쇄 장비 의 운용적인 측면을 고려하여 장비를 선택하고 있다. 또한 파분쇄 공정은 입도 감소에 소량의 에너지만 사용되며, 대부분의 에너지는 소리, 열, 운동에너지로 소모되는 특성을 가지고 있다. 따라서 파분쇄 공정의 효율적인 에너지 사용과 최적 장비 선정은 생산되는 제품의 경쟁력과 전체 공정의 에너지 효율을 높이는데 필수적인 요인이라고 할 수 있다. 이에 따라 폐유리병 파분쇄에 슈레더, 롤크러셔, 해머 크러셔, 볼밀 4가지 장비에 대한 투입 에너지와 입도 분석을 수행하였다. 투입 전력 에너지는 Yokogawa WT130 파워메타를 이용하여 100ms 간격으로 측정하였으며, 이를 바탕으로 단위 시간에 따른 단위 질량당 소요되는 에너지를 계산하였다. 슈레더, 롤크러셔, 해머크러셔의 경우 초기 상태의 전력과 시료 투입 후 전력을 측정하여 그 차이를 투입에너지로 계산하였다. 볼밀의 경우 시료와 분쇄매체를 투입한 조건과 분쇄매체를 제외한 조건을 시작점으로 정의하여 해당 차이를 분석하였다. 각 장비별 단위질량당 에너지 및 입도 변화를 아래 Fig. 10과 같이 도시하였다.
Fig. 10에서와 같이 투입 에 대비하여 입도 감소가 빠른 즉, 기울기가 큰 조건이 효율이 좋은 것으로 판단할 수 있다. 입도분포의 , , 값을 분석한 결과 슈레더 2.18mm·kg/wh, 롤크러셔 0.62mm·kg/wh, 해머 크러셔 0.79mm·kg/wh, 볼밀 0.09mm·kg/wh의 값을 가지는 것으로 확인되었다. 따라서 콘크리트용, 아스팔트용 순환 잔골재의 특정 입도 범위를 만족시키기 위해 10mm 이하의 폐유리병을 슈레더에 적용하는 것이 가장 높은 에너지 효율을 가지는 것으로 확인되었다.
4. 결 론
본 연구에서는 폐유리병 재활용을 위해 필수적으로 고려해야하는 파분쇄 연구를 수행하였으며, 도출된 데이터를 통해 콘크리트용, 아스팔트용 순환 잔골재로써 사용 가능성에 대한 여부를 판단하였다. 최종적으로 파분쇄시 가장 높은 효율을 가질 수 있는 최적의 장비를 선정하였으며 다음과 같은 결과를 얻었다.
1. 대상 시료를 순환 잔골재 입도 기준에 맞춰 체가름을 진행한 후, 각 입도별 물리 화학적 특성을 얻기 위한 분석을 수행하였다. 다양한 분석을 통해 대상 시료는 입자 크기에 상관 없이 Na2O(산화나트륨), CaO(석회), SiO2(규산)을 주성분으로 하는 전형적인 소다 유리로 구성된 것으로 확인되었다.
2. 파분쇄시 발생할 수 있는 힘의 특성에 따라 슈레더, 롤크러셔, 해머 크러셔, 볼밀을 실험 장비로 선정하였으며, 입도 분포 분석 결과 슈레더 99.7%, 롤크러셔 79.6%, 해머크러셔 87.7% 이상의 입자가 5.0mm 입자 크기 이하로 감소하였다. 또한 슈레더 59.1%, 롤크러셔, 16.9%, 해머크러셔 19.8%의 비율이 1.2mm 이하의 입자가 산출되었다. 반면에 볼밀은 현재 D=20cm보다 큰 장비가 선정이 되어야 하며, 입도가 10mm 이하인 대상 시료에는 미분쇄 장비인 볼밀이 적합하지 않음을 확인할 수 있다.
3. 파분쇄 산물에 대해서 콘크리트용, 아스팔트용 순환 잔골재의 입도 기준을 비교한 결과 아스팔트용 입도 규정은 모든 장비의 산물이 만족하였지만, 콘크리트용 입도 규정은 슈레더의 산물만이 만족하는 것으로 확인되었다.
4. 화상소프트웨어를 이용하여 입형을 분석한 결과 대부분의 입자가 1.6 이하의 값으로 나타나 재활용하기에 위험성이 적고 편장석 비율 규정 조건 또한 충족시키는 것으로 확인되었다.
5. 파분쇄에 사용된 각 장비에 대한 에너지를 측정하였으며, 측정된 에너지와 입도 분포의 , , 값과 비교하였다. 그 결과 에너지 투입 대비 입자의 감소율이 슈레더가 가장 높은 장비임이 확인되었다.
결론적으로 폐유리병을 순환 잔골재로써 사용하기 위해 적용될 최적의 장비는 입도, 입형, 에너지를 분석한 결과 슈레더로 확인되었다. 이는 폐유리병 재활용을 위한 실증화 플렌트를 구축하고 가동하는데 사용되는 에너지 효율 및 제품의 경쟁력 향상에 큰 기여를 할 수 있을 것이라고 판단된다.
