

1. 서 론
2. 실험 방법
3. 결과 및 고찰
3.1. 몰비 제어에 따른 반응생성물 특성 분석
3.2. 과포화도 제어에 따른 반응생성물 특성 분석
3.3. 교반 온도에 따른 최적 조건
4. 결 론
1. 서 론
국내 폐기물 발생량은 2013년 380,709톤/일에서 2018년 430,713톤/일로 꾸준히 증가하는 추세이다(Fig. 1 참조). 이에 따라 폐기물 발생량 감축 및 재활용을 통한 자원 순환 사회 실현은 환경 보전 측면에서 매우 중요하다. 국내 폐기물 처리 방법 중 재활용 비율은 점차 상승하고 있으나, 아직까지 상당량을 매립과 소각에 의존하고 있다. 폐기물 매립은 악취, 수질 오염 및 매립지 가스의 화재 위험성 등이 있으며, 매립지의 포화 상태로 인해 새로운 매립지 확보도 매우 시급한 과제로 대두되고 있다. 또한 소각 시에는 대기오염 등의 환경문제와 더불어 인체유해성에 의한 사회적 문제도 발생한다.
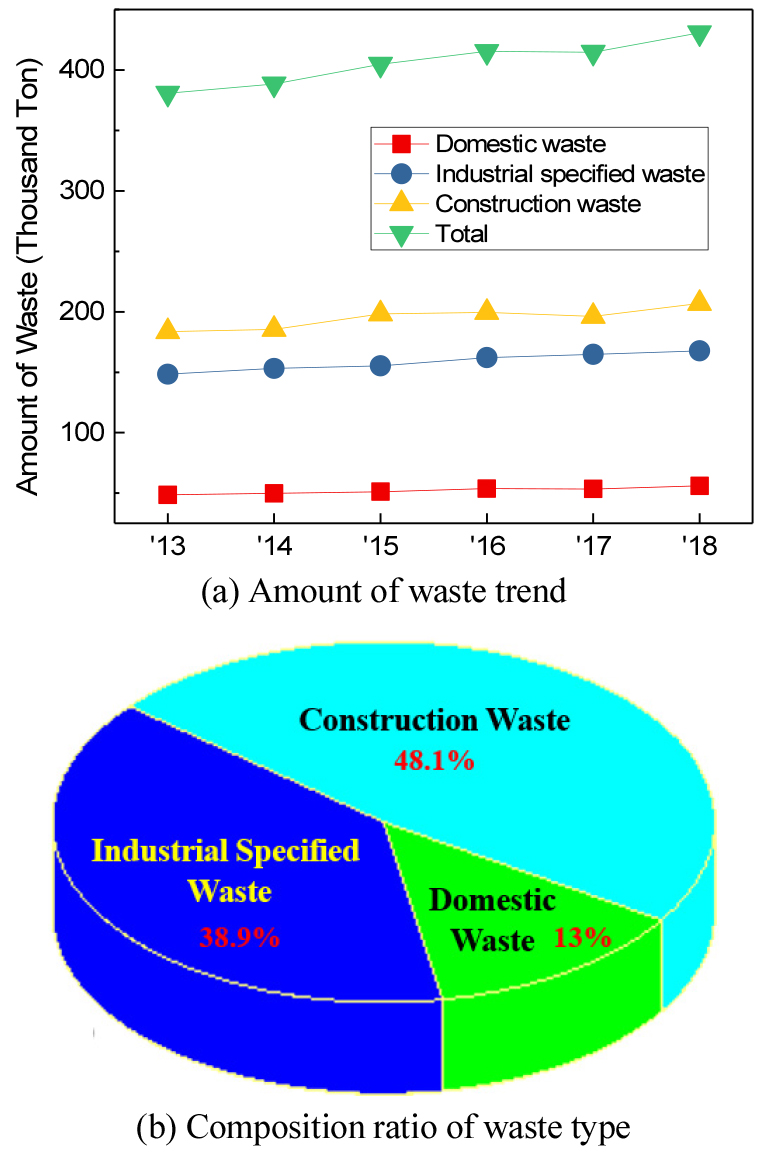
국내 발생 폐기물은 생활폐기물, 사업장폐기물 및 건설폐기물로 대분할 수 있다. 2018년 사업장폐기물은 전체 폐기물 중 약 39% 수준이며, 사업장폐기물의 발생량이 매년 증가하는 상황이다. 사업장폐기물은 2013년 148,443톤/일이 발생되었으나, 2018년에는 2013년 대비 약 13% 증가한 167,727톤/일이 발생되었다. 따라서 국내에서 대량 발생되는 사업장폐기물의 적절한 처리 방법 도출이 시급히 실정이다1).
국내 시멘트 공장에서는 알칼리 및 염소 함량이 높은 폐기물 사용량 증대에 따라 시멘트 공정 및 품질 등에 악영향을 미칠 수 있다2,3). 이에 따라 시멘트 제조공정에서 알칼리 및 염소 등을 제거하기 위해 염소 바이패스 시스템을 설치∙운용하고 있으며, 바이패스 시스템에서 포집된 고염소∙고알칼리(KCl 등 함유) 분진인 바이패스 더스트는 사업장폐기물로 단순 매립되고 있다2,4). 국내 시멘트 공장에서의 바이패스 더스트 발생량은 약 30만톤/년으로 추정된다. 또한 제철 및 제강 공정에서 제품 내 질소(N), 인(P), 황(S) 등의 불순물이 다량 존재할 경우, 철강 제품의 물리적 특성 저하를 유발해 성능이 우수한 제품을 제조할 수 없다. 이를 해결하기 위해 전기로 등의 로(Furnace) 내에서는 여러 화합물을 공정 과정 내 장입한 후, 불순물을 제거하는 탈질, 탈황 등의 과정을 수행한다. 이후 해당 공정들로부터 발생하는 부산물 중에는 슬래그 및 망초 등이 있으며, 폐기 망초는 Na2SO4 성분이 다량 함유되어 있다5,6). 또한 국내 제철소 등의 폐망초 발생량은 연간 약 10만톤으로 추정되는 실정이다.
따라서 본 연구에서는 시멘트산업의 대표 부산물인 바이패스 더스트와 철강산업 부산물인 망초를 재활용하기 위한 기초연구를 수행하고자 하였다. 본 연구에서는 황산칼륨 제조에 적합한 최적 조건을 도출하기 위해 시약급 원료(황산나트륨, 염화칼륨)를 사용하였으며, 다양한 제조변수도 제어하였다. 특히 황산칼륨은 비료용뿐만 아니라 다양한 공업용 원료로도 사용되는 고가의 제품이나7,8), 국내에서는 황산칼륨 자원이 존재치 않아 염화칼륨과 황산나트륨 등을 수입하여 합성∙제조하고 있다. 따라서 이의 대응방안 도출을 위한 체계적 연구가 필요한 시점이기도 하다.
2. 실험 방법
본 연구에서는 황산칼륨 제조를 위해 시약급 염화칼륨(대정화학社, 99% 이상) 및 황산나트륨(삼전화학社, 98.5% 이상)을 사용하였다. 황산칼륨 제조를 위한 제어인자는 크게 3가지로 구분하였으며, 이는 황산나트륨과 염화칼륨의 몰비 제어, 염화칼륨과 황산나트륨의 포화도 제어 및 교반온도 제어이다. Fig. 2는 용액 제조 및 분석방법의 개략도를 나타낸 것이며, 상기의 3가지 인자를 제어하여 용액을 제조하였다. 용액 제조 시 교반기(Wisd社, MSH-20D, 한국)를 사용하였으며, 300rpm으로 교반하였다. 이때 교반용액이 담긴 비이커는 파라필름으로 밀봉하였다. 교반이 종료된 용액은 진공펌프(WOOSUNG社, W2V10, 한국)를 사용하여 여과한 후 여과지 위의 잔류물을 120℃ 건조기에서 24시간 동안 건조하였다. 건조된 잔류물의 미세구조 관찰을 위해 주사전자현미경(JEOL社, JSM-6380, 일본)을 사용하였으며, 결정구조 분석을 위해 X-선 회절분석기(Rigaku社, SmartlabⓇ, 일본)를 사용하였다.
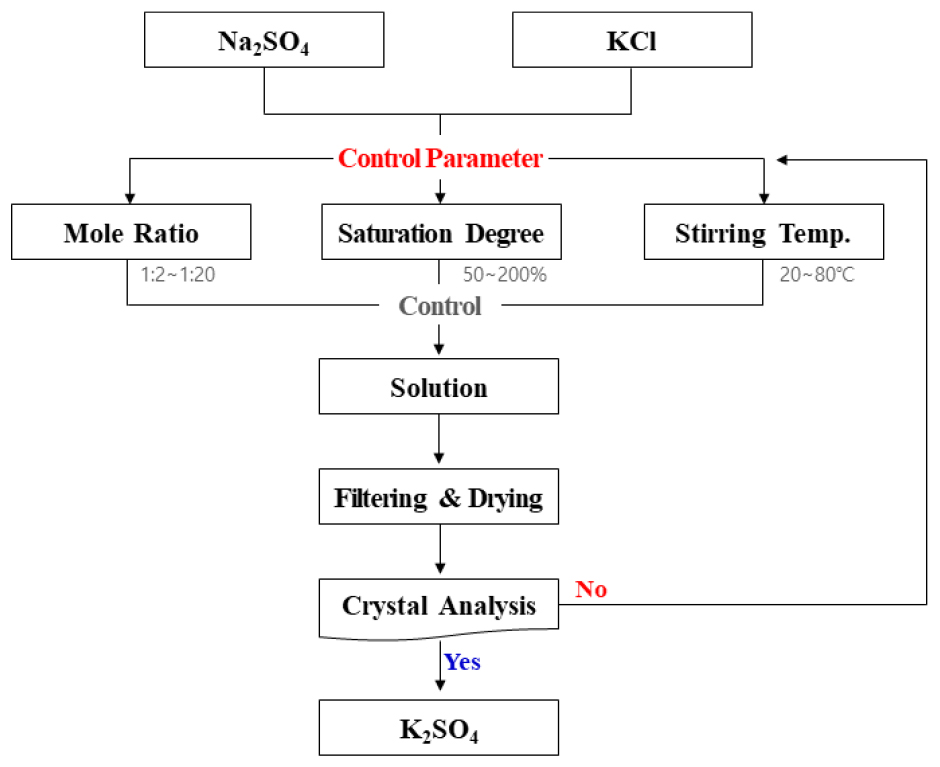
상기에서 언급한 제어인자별(몰비, 포화도 및 교반온도) 용액 제조방법에 대한 상세 시험방법을 Table 1에 나타내었다. Table 1(a)와 같이 몰비 제어 용액 제조방법은 Na2SO4와 KCl의 몰비를 1:2에서 1:20까지 변화시켜 용액을 제조하였다. 용액 제조 과정에서 사용한 증류수는 200g으로 고정하였으며, 용액의 교반시간은 30분으로, 교반온도는 20℃로 제어하였다. 교반이 종료된 용액은 진공펌프를 사용하여 여과하였으며, 여과용지에 잔류된 물질은 X선 회절분석기와 주사전자현미경을 사용하여 결정성을 분석∙평가하였다. Table 1(b)의 용액 포화도 제어를 위해서 Na2SO4와 KCl 몰비를 1:6으로 고정한 후 용액의 포화도를 50%에서 200%까지 변경시켰다. 이후 몰비 제어 용액 제조 방법과 동일하게 처리하여 잔류물을 분석하였다. Table 1(c)의 용액 교반온도 제어를 위해 교반온도는 20℃, 50℃ 및 80℃로 변경하였으며, Na2SO4와 KCl의 몰비는 1:6으로, 증류수는 200g을 사용하여 용액을 제조하였다.
Table 1.
The fabrication method of solution added Na2SO4 and KCl
3. 결과 및 고찰
3.1. 몰비 제어에 따른 반응생성물 특성 분석
황산칼륨 제조를 위해 Na2SO4와 KCl의 몰비를 1:2에서 1:20까지 변화시켜 용액을 제조하였다(Table 1(a) 참조). 이후 여과과정 중 여과지에 잔류하는 수득물을 건조하여 XRD를 측정하였으며, 이들의 XRD 패턴을 Fig. 3에 나타내었다.
Fig. 3의 XRD 패턴 분석 결과, Na2SO4와 KCl의 몰비가 1:6 미만에서는 K3Na(SO4)2의 결정이 수득되었으며, 1:6에서 1:18까지는 K2SO4 결정이 수득되었다는 것을 확인할 수 있었다. Grazmil 등은 열역학적 제한으로 인해 K2SO4 생성 과정은 2개의 단계로 이루어져 있으며, 이는 식 (1) 및 (2)와 같다고 하였다9,10).
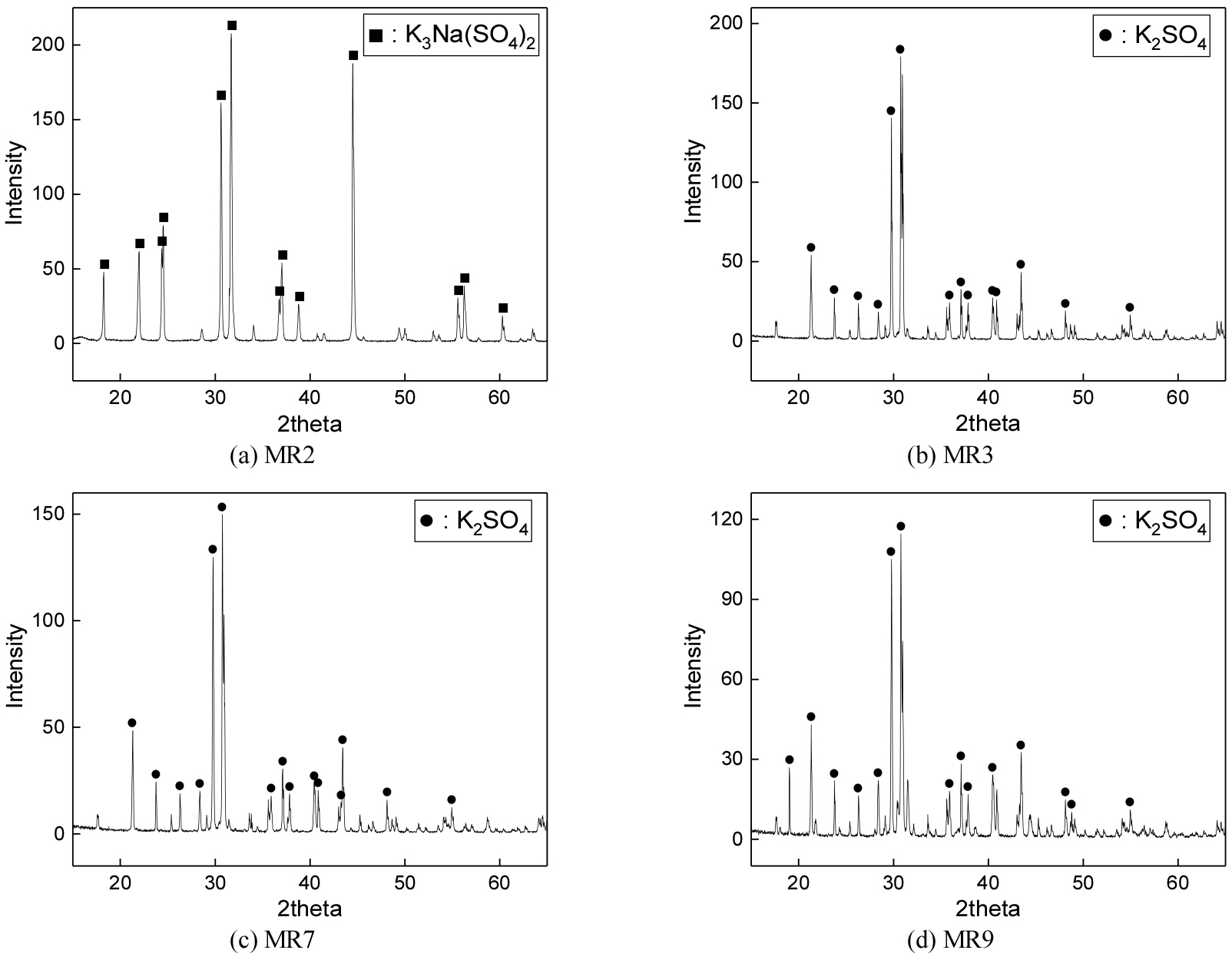
1차 반응에서는 Na2SO4와 KCl이 반응하여 K3Na(SO4)2가 생성되며, 이후 2차 반응에서 KCl과 K3Na(SO4)2가 반응하여 K2SO4가 생성된다고 하였다. 또한 K2SO4 수득을 위해서는 Na2SO4와 KCl의 몰비가 1:6에서 1:10 범위가 최적이라고 발표하였다. 본 연구에서도 KCl 몰비가 낮은 영역에서는 K3Na(SO4)2가 생성되었으며, KCl 몰비가 높은 영역에서는 K2SO4가 생성된 것을 확인할 수 있었다. 즉 본 연구에서 도출된 결과도 Grazmil 등과 유사하게 KCl 몰비가 높은 영역에서는 1~2차 반응이 모두 발생한 것으로 추정되었다.
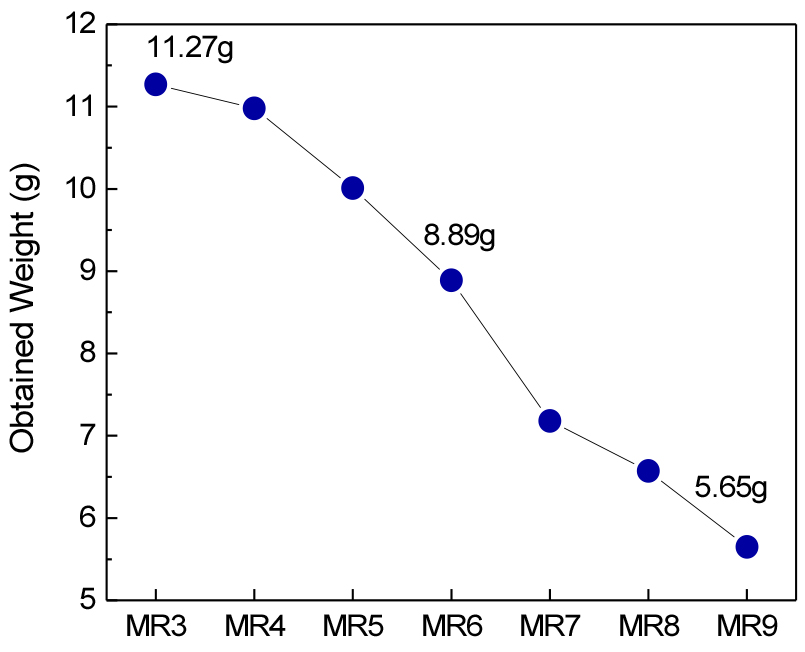
XRD 패턴에서 검출된 약 31°부근의 K2SO4 주피크 강도(CPS, Counts Per Second)는 1:6 몰비에서 180CPS, 1:14 몰비에서 150CPS, 1:18 몰비에서 115CPS이었다. 즉 K2SO4 결정이 수득된 범위에서는 몰비가 증가할수록 K2SO4 결정의 주 피크 강도가 점차 감소하였으며, 이는 K2SO4 결정도가 점차 떨어진다는 것을 의미한다. Na2SO4와 KCl의 몰 비율에 따른 K2SO4 수득량을 Fig. 4에 나타내었으며, K2SO4 수득량도 1:6 몰비 조건에서 11.27g, 1:8 10.98g, 1:10 10.01g, 1:12 8.89g, 1:14 7.18g, 1:16 6.57g, 1:18 5.65g으로, KCl 몰비 증가에 따라 감소하였다. 즉 KCl 몰비가 일정 범위를 벗어날 경우, 결정성 뿐만 아니라 수득량도 감소하는 결과가 도출되었다. Grazmil 등에 의하면 상기와 같은 현상은 1차 생성물이 증가하기 때문에, 즉 용액상태의 K3Na(SO4)2 생성량이 증가하여 상대적으로 K2SO4 생성량이 감소하기 때문이라고 하였다9).
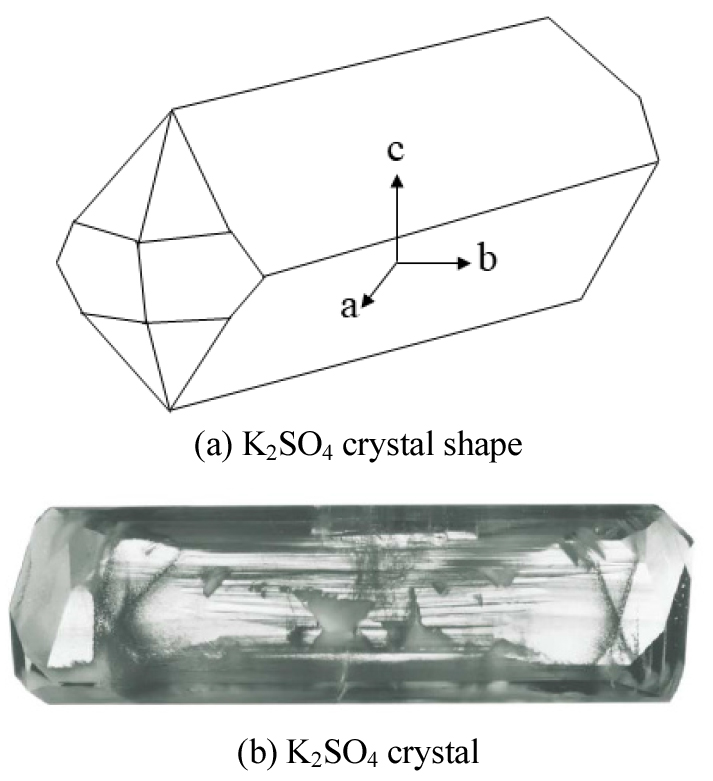
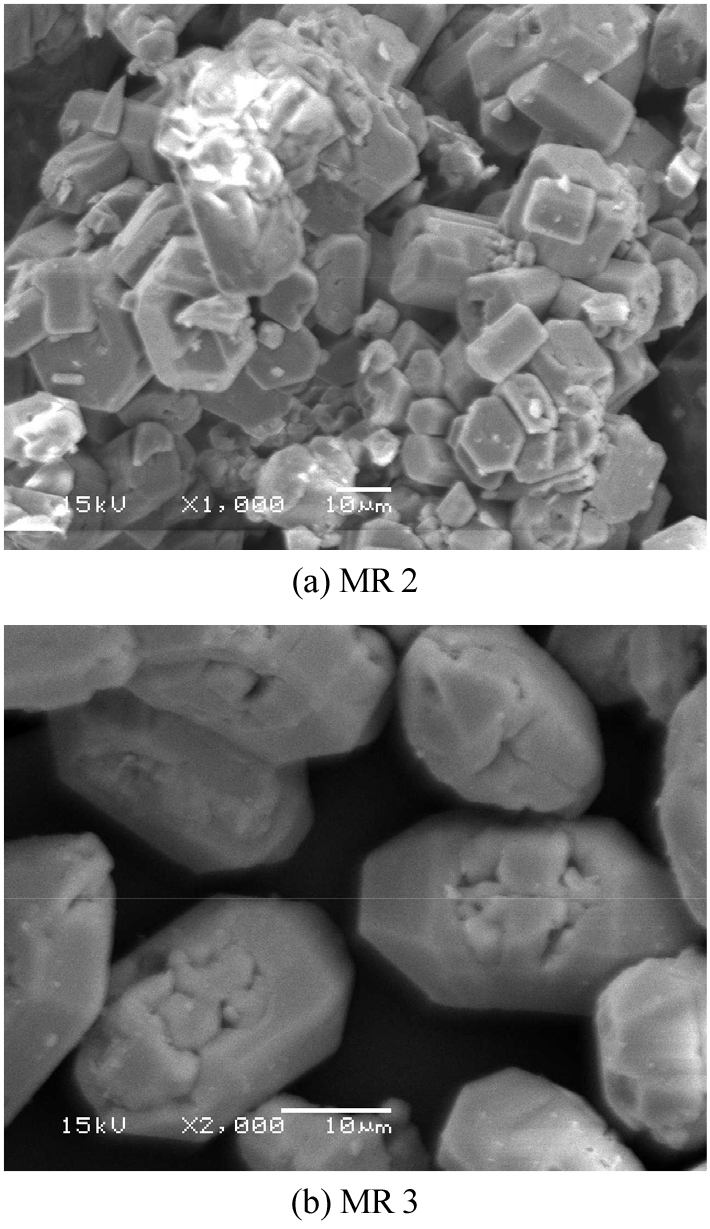
Na2SO4와 KCl의 몰비 제어에 따른 수득물의 미세구조 사진을 Fig. 5에 나타내었다. Vetter 등은 K2SO4 결정구조를 Fig. 5(a)과 같은 형태를 나타낸다고 하였으며, 단결정으로 성장시킨 후 결정사진을 Fig. 5(b)와 같다고 발표하였다11). 본 연구에서 수득된 MR2(몰비 1:4)와 MR3(몰비 1:6)의 미세구조를 Fig. 6에 나타내었다. MR2의 미세구조는 대부분 육각 판상 또는 주상구조로 관찰되었으며, MR3은 Fig. 6과 유사한 K2SO4 형상으로 관찰되었다. 즉 MR2와 MR3은 Fig. 3에서 언급된 XRD 패턴 뿐만 아니라 결정 형상도 다르며, K2SO4 결정은 몰비 1:6에서 얻어질 수 있다는 것을 의미하는 것으로 추정되었다.
3.2. 과포화도 제어에 따른 반응생성물 특성 분석
본 연구에서는 K2SO4 제조를 위해 증류수를 용매로 사용하였으며, 이때 출발원료로 사용된 Na2SO4, KCl, K2SO4 및 NaCl 등의 증류수 내의 용해도 특성을 Table 2에 나타내었다. 이들 원료 중 Na2SO4 및 KCl의 용해도 특성을 도식화하여 Fig. 7에 나타내었다.
Table 2.
Solubility of the compounds12)
| Compound | Solubility in 100ml water (Unit : g) | |||
| 0℃ | 20℃ | 32℃ | 100℃ | |
| Na2SO4 | 4.5 | 19.2 | 49.8 | 42.3 |
| KCl | 28 | 34.4 |
37.4 (※30℃) | 56 |
| K2SO4 | 7.2 | 11.1 |
36.2 (※30℃) | 24.1 |
| NaCl | 35.7 | 35.9 |
36.2 (※30℃) | 39.4 |
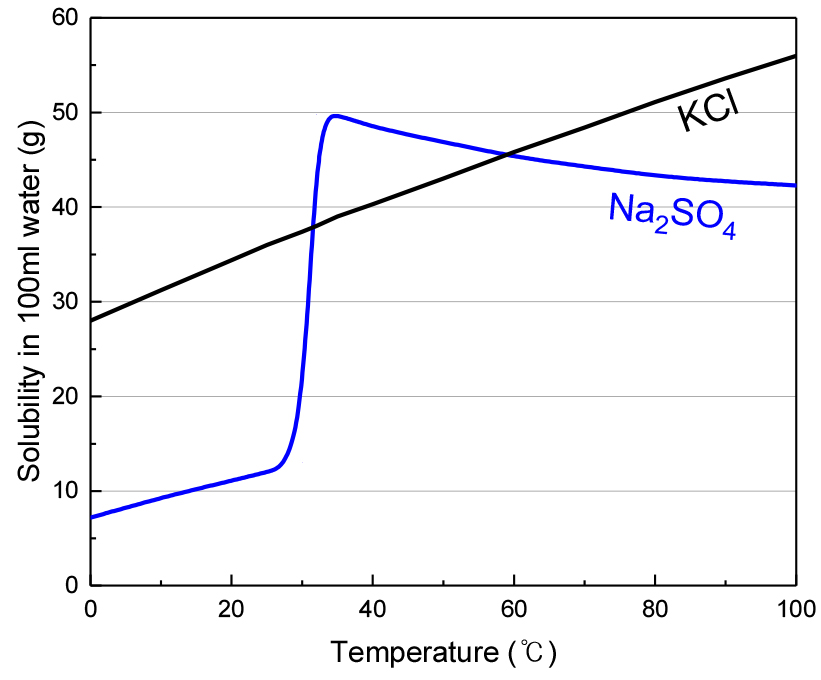
Na2SO4는 32℃에서 최대 용해도를 나타내며, 이후 온도가 높아질수록 점차 감소하는 경향이 있다. 그러나 KCl은 온도가 높아질수록 용해도가 계속해서 증가하는 특성이 있다. 본 연구에서는 포화도 기준을 20℃로 설정하였으며, 이는 상온과 근사한 값으로써 K2SO4 제조과정에서 필요로 하는 에너지 소모를 최소화하기 위해 설정한 것이다.
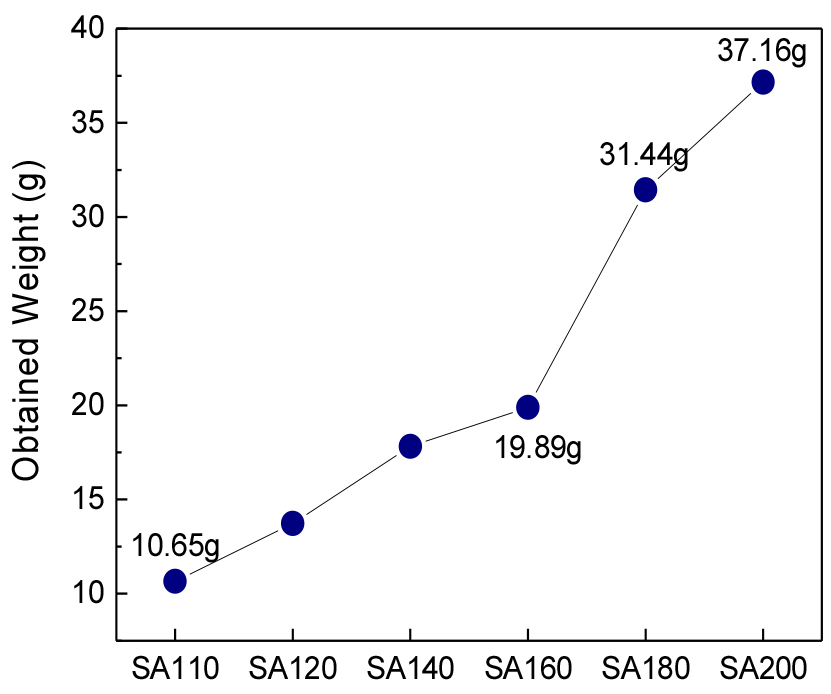
K2SO4 수득을 위한 최적 조건 확립을 위해 Table 1(b)의 방법으로 진행하였으며, Na2SO4와 KCl 용액의 포화도를 50%부터 200%까지 제어하였다. 포화도를 제외한 몰 비율, 교반 온도 및 혼합 시간은 고정하여 시험하였다. 이때 수득된 시료의 XRD 패턴을 Fig. 8에 나타내었다. 포화도 160%까지는 K2SO4 피크만이 검출되었으나, 180%에서는 K2SO4와 KCl 피크가 동시에 검출되었다. K2SO4 주피크 강도는 포화도 110%에서 183CPS, 140% 175CPS, 160% 97CPS이었다. 즉 포화도 140%까지는 주피크 강도가 유사하였으나, 160%에는 오히려 감소하는 경향이 발현되었다.
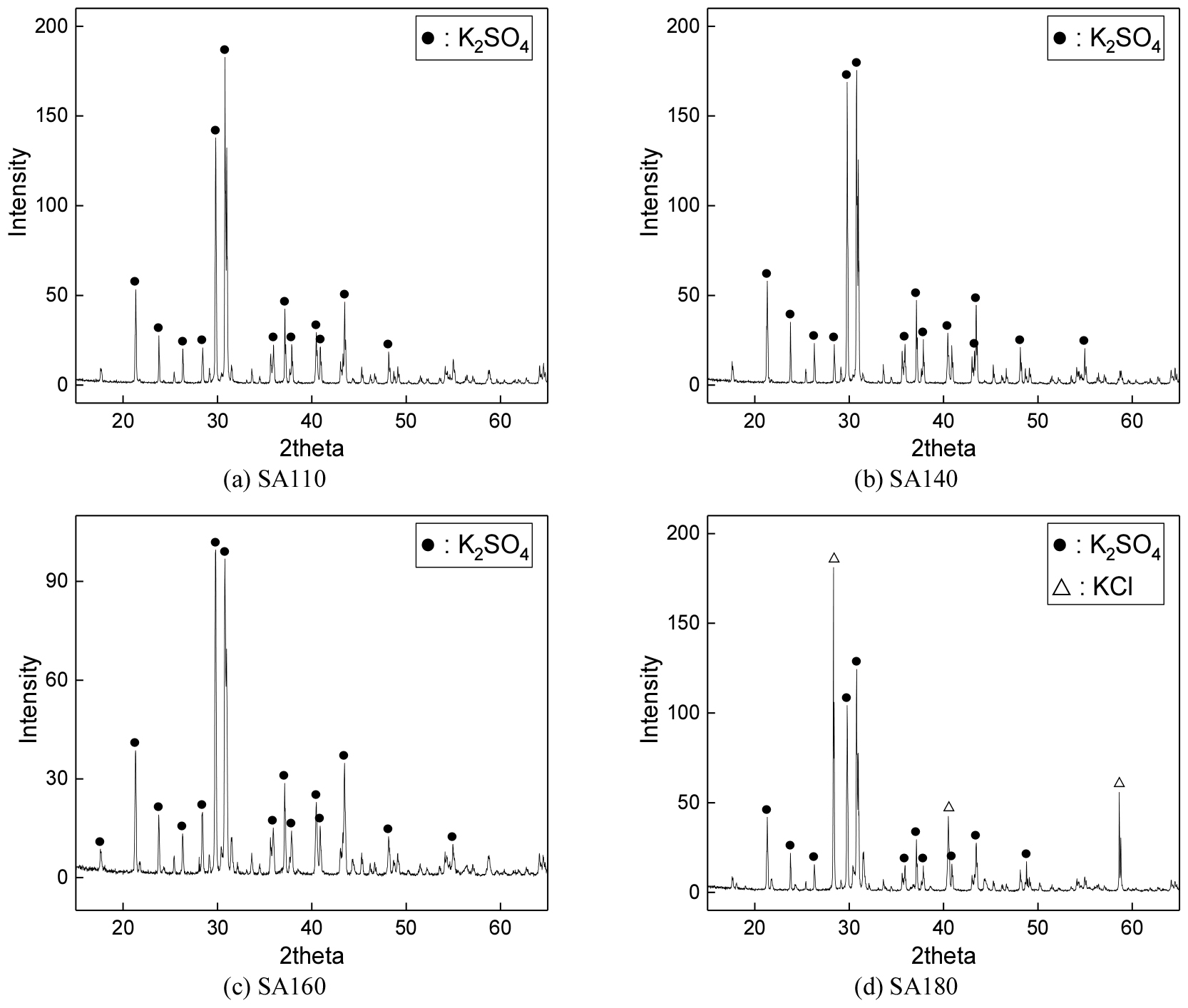
용액의 포화도 변화에 따른 수득량을 Fig. 9에 나타내었다. 포화도 증가에 따라 수득량도 증가하였으나, 포화도 180~200% 시료는 XRD 분석과 같이 K2SO4와 KCl 등이 모두 존재하는 것으로 판단되었다. 따라서 순수 K2SO4의 검출, 높은 결정성 및 수득 시료량 등을 고려하였을 경우, 최적 조건은 SA140으로 추정되었다.
3.3. 교반 온도에 따른 최적 조건
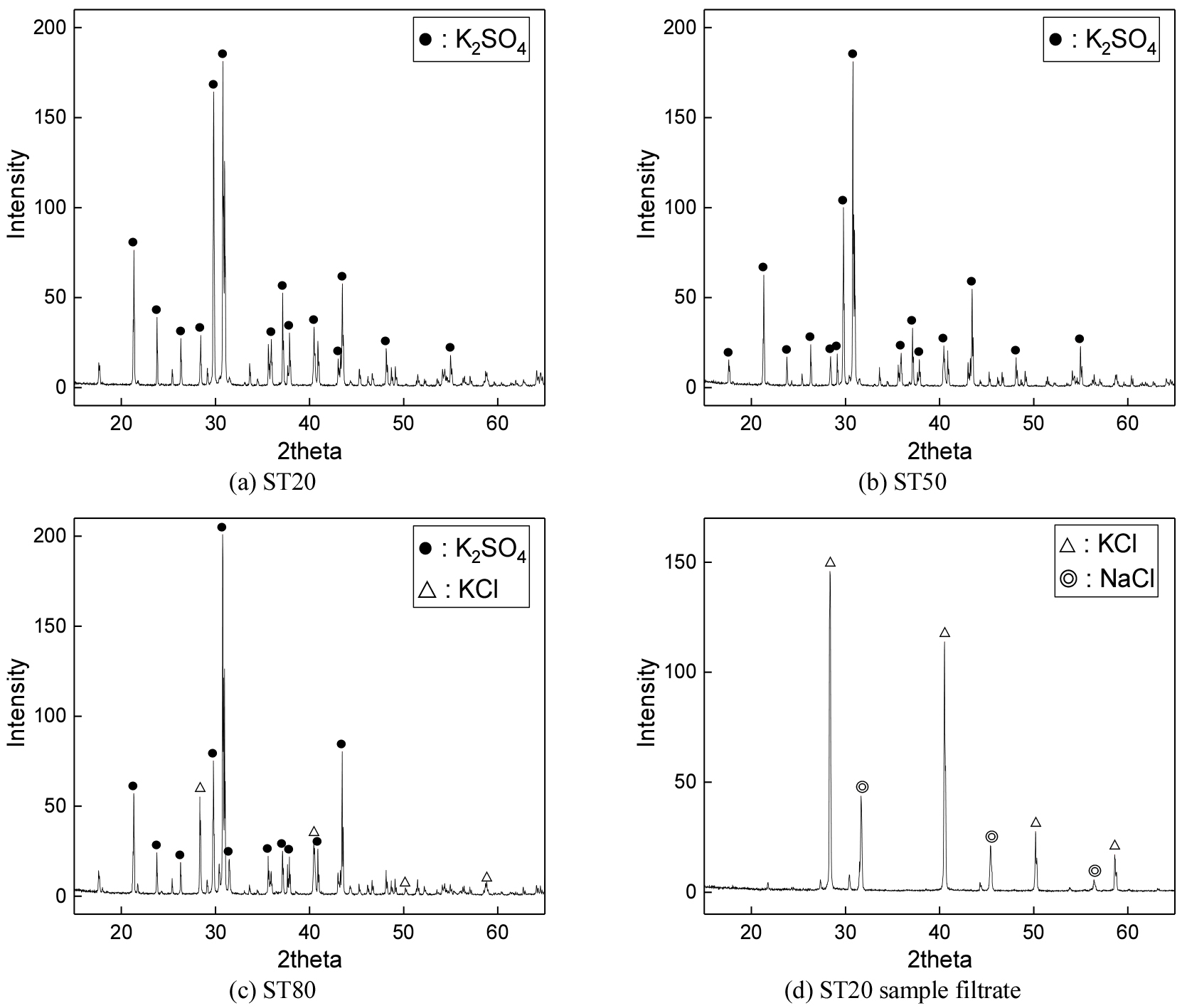
Table 1(C)의 방법으로 제조된 시료의 XRD 패턴을 Fig. 10(a)~(c)에 나타내었다. 또한 ST20 제조과정 중 여과액을 건조한 후 얻어진 시료의 XRD 패턴을 Fig. 10(d)에 나타내었다. XRD 패턴 분석 결과, 교반 온도 20℃ 및 50℃에서 수득된 시료(ST20 및 50)는 K2SO4 피크가 검출되었으나, 교반 온도 80℃인 ST80에서는 K2SO4와 KCl 피크가 모두 검출되었다. 더불어 ST20의 여과액 건조 후 수득된 분말의 XRD 패턴에서는 KCl 및 NaCl 피크가 검출되었다. 이는 식 (3)과 같이 Na2SO4와 KCl의 치환 반응으로 황산칼륨이 석출되고, 여과액에는 NaCl과 KCl이 용해 상태로 존재하기 때문이다. 즉 Table 2와 같이 용해도가 낮은 K2SO4(20℃ 용해도 11.1g)가 용해도가 큰 NaCl (35.9g) 및 KCl(34.4g) 보다 먼저 석출되며, 이에 따라 여과액 내에는 NaCl과 KCl이 잔존하기 때문이다. 특히 Na2SO4와 KCl의 반응식 (3)에 의한 몰비(Na2SO4:KCl=1:2) 보다 과투입된(Na2SO4:KCl=1:6) KCl도 여과액 내에 잔존할 것으로 추정되었다. 추후 여과액에 잔존하는 염화나트륨과 염화칼륨을 재활용하기 위한 반복 공정 기술이 적용된다면, 더욱 효율적인 황산칼륨 제조가 가능할 것으로 사료되었다.
4. 결 론
본 연구에서는 제철 및 시멘트 제조공정에서 발생하는 부산물을 재활용하기 위한 기초 연구로 시약급 Na2SO4와 KCl을 사용하여 K2SO4를 제조하고자 하였다. 이때 최적 제조조건을 도출하기 위해 Na2SO4와 KCl의 몰 비율, 용액의 포화도 및 교반 온도를 제어하였으며, 이를 통해 다음과 같은 결론을 도출하였다.
1. Na2SO4와 KCl의 몰 비율 제어 시 K2SO4 수득 구간은 각각의 몰비가 1:6에서 1:18 범위이었다. 특히 K2SO4 수득량이 가장 많은 조건은 몰비 1:6이었으며, 동일 몰비에서 수득된 K2SO4가 우수한 결정성을 발현하였다. 또한 미세구조 측정 시에도 기존 연구자들과 유사한 결정구조가 관찰되었다.
2. K2SO4 제조 시 최적 조건 도출을 위해 용액의 포화도를 변수로 제어하였으며, 이때 순수한 K2SO4 수득이 이루어지는 용액의 포화도 범위는 160% 이하이었다. 더불어 용액의 포화도가 증가함에 따라 K2SO4의 수득량도 증가하였다. 용액 포화도가 140% 조건일 때 K2SO4의 XRD 피크 강도가 가장 높았으며, 황산칼륨의 높은 결정성 및 최종 수득량 등을 고려 시 용액 포화도의 최적 조건은 140%로 추정되었다.
3. 교반 온도 제어에 따른 XRD 패턴 분석 결과, 교반 온도 20℃ 및 50℃에서 수득된 시료(ST20 및 50)는 K2SO4로 판단되었으며, 교반 온도 80℃인 ST80에서는 K2SO4와 KCl 피크가 모두 검출되었다. 따라서 K2SO4만을 수득하고, 에너지 소모를 최소화할 수 있는 교반 온도는 20℃ 조건으로 판단되었다.
4. 상기와 같이 K2SO4 제조를 위해서는 Na2SO4와 KCl의 몰 비율을 1:6 조건으로, 용액의 포화도는 140% 및 교반 온도 20℃가 적합한 것으로 사료되었다. 향후 상기 조건들을 좀 더 세분화하여 최적화할 필요가 있으며, 여과액의 재활용 방안도 도출되어야 할 것이다.
