

1. 서 론
2. 실험재료 및 방법
2.1. 시료
2.2. 실험기구
2.3. 실험방법
3. 결과 및 고찰
3.1. 기초 침출 실험
3.2. 알칼리 분해
3.3. 분해 산물의 산 침출
4. 결 론
1. 서 론
희토류는 주기율표 상의 17개 원소들로서, 란타넘족 15개 원소(La~Lu) 를 비롯하여 Sc, Y 등을 포함한다. 희토류의 특수한 화학적, 광학적, 자기적 특성으로 인해 이들 원소는 이차 전지, 형광체, 연마제, 영구자석, 각종 센서 제조 등 현대 첨단 산업의 다양한 분야에서 사용되고 있다.
일반적으로 희토류 원소들은 모나자이트(REEPO4), 제노타임(YPO4), 바스트나사이트(REECO3F) 등의 광물로부터 유래된다. 광물을 물리적 선별법으로 농축할 수 있는 경우, 모나자이트, 제노타임 등의 인산염 광물을 함유한 광석은 농황산 분해-수침출 또는 알칼리 분해-산 침출의 방법으로 처리되고, 바스트나사이트 함유 광석의 경우 산화 배소 후 염산 또는 황산 침출 방법이 주로 사용된다1). 이온 흡착형 클레이 또한 대표적인 함희토류 자원인데, 황산암모늄 용액을 이용한 이온 교환 메커니즘을 통해 희토류 원소를 회수할 수 있다2). 그러나 위에서 언급된 광물 이외의 희토류 광물이 함유된 경우, 희토류 광물을 농축할 수 없는 난용성 광석의 경우, 또는 광석이 아닌 2차자원으로부터 희토류를 회수하는 경우 등에는 해당 자원의 특성(예: 광물학적 조성, 불순물 함량 및 구성) 에 맞는 처리법이 도입되어야 한다. 특히, 희토류 광물의 농축이 불가능한 광석 또는 2차자원의 처리 시 각각 맥석광물이 희토류 농축을 방해하거나 희토류가 매우 안정한 합금 형태로 존재하기 때문에 강력한 분해 공정이 필요하다3).
본 연구에 사용된 광석 시료는 TREO(total rare earth oxide) 함량이 약 3%로 비교적 높은 수준에 속하나 함희토류 광물이 광석 전체에 분산되어 있고, 일부 희토류 광물들은 맥석광물 속에 갇혀 있어 물리적 선별법을 통해 희토류 성분을 농축하기가 용이하지 않아 난용성 광석에 속한다. 유사한 형태의 광석이 브라질 Araxá 광산에서 발견되는데, 해당 광석 또한 5.01% TREO라는 높은 희토류 함량에도 불구하고 물리적 선별법의 적용이 가능하지 않은 것으로 알려져 있다4,5). 이와 같은 광석들은 광석 처리의 초기 단계부터 습식제련법의 적용이 요구된다. 그러나 맥석광물의 영향으로 목적 금속에 대한 직접 침출이 용이하지 않기 때문에 침출 단계에 앞서 맥석광물에 대한 화학적 분해가 선행되어야 한다. 실제로 앞서 언급된 Araxá 광석의 경우 희토류 광물이 함철광물 속에 갇혀 있고, 50% 가량의 희토류 광물이 20 μm 이하의 매우 낮은 입도로 분포하고 있어 물리적 선별 과정이 생략되었고, 농황산 분해 후 수침출 하는 공정을 택하였다4,5). 본 연구에서는 기존의 희토류 광물 분해에 적용되는 알칼리 분해법이 본 연구의 광석에 함유된 맥석광물 분해 및 희토류 광물 침출 거동에 미치는 영향에 대하여 조사하고 최적 분해 및 침출 조건을 규명∙확립하고자 한다.
2. 실험재료 및 방법
2.1. 시료
본 연구에 사용된 희토류 광석 시료는 풍화된 라테라이트계 광석으로서, 시료의 화학 성분은 Table 1과 같다. 광석을 구성하는 주요 광물은 침철석(goethite)이며, 따라서 철 함량이 산화물로서 약 50% 정도로 측정되었다. 총 희토류 함량은 TREO 로서 3.4%이며, Ce, La, Nd 등의 경희토류 함량이 높은 것으로 측정되었다. 주요 희토류 광물로는 희토류 산화물, 모나자이트, 아파타이트(칼슘 자리에 희토류가 치환된 형태) 등이 발견되었다.
Table 1.
Chemical composition of the ore sample
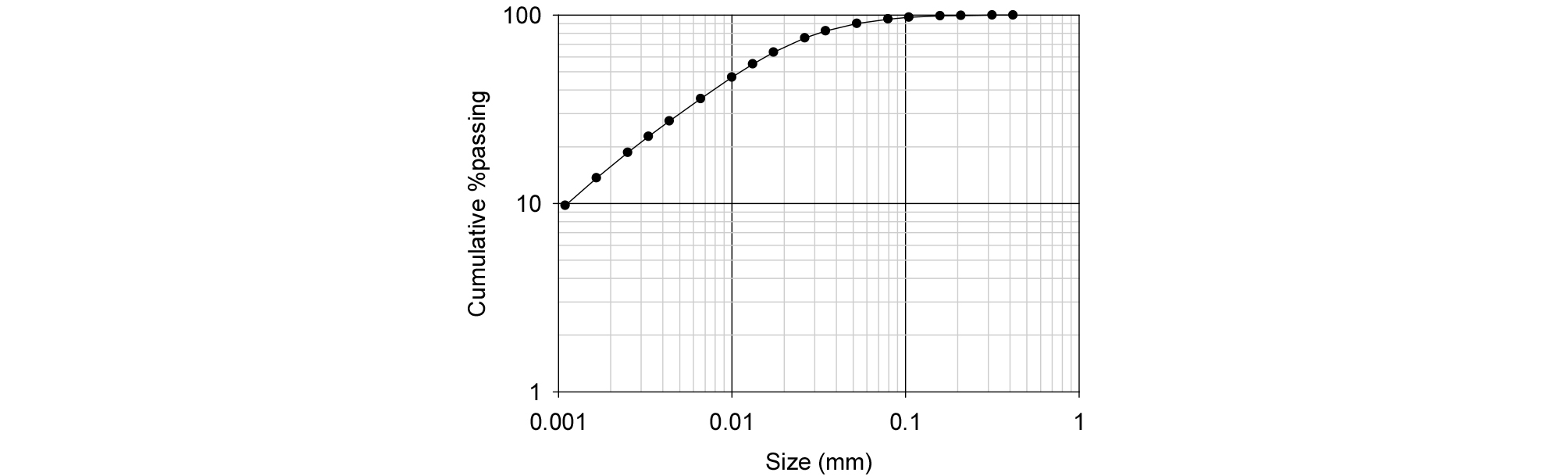
시료는 파우더 형태로 제공받았으며, 입도 분포는 Fig. 1과 같다. P80 입도가 약 30 μm로 별도의 분쇄 과정 없이도 매우 미세한 것으로 분석되었다.
2.2. 실험기구
분해 반응 및 침출 반응은 5구 둥근 플라스크를 반응기로 하여 수행하였으며, 용액의 온도를 설정하기 위해 히팅 맨틀과 온도 컨트롤러 및 온도 센서를 사용하였다. 침출 반응 시 응축기를 반응기에 장착하여 높은 온도에서 용액의 증발을 통한 침출액의 손실을 방지하고자 하였다. 침출 반응 중 일정 시간 간격으로 침출 용액을 샘플링 하였으며, 샘플링 한 용액은 고액 분리 후 ICP-OES(PerkinElmer, Optima 8300 ICP-OES)를 이용하여 용액 내 희토류, 철, 알루미늄, 인 등의 농도를 측정하였다. 고체상인 분해 산물 내 금속 성분 농도는 XRF(Bruker AXS, S4 PIONEER)를 사용하여 측정하였다. 또한, 분해 전후 고체 시료 및 침출 잔사의 결정성 및 광물 성상 등을 SEM-EDS(JEOL, JSM-5600), XRD(Rigaku, D/MAX-2500V/PC)로 분석하였다.
2.3. 실험방법
2.3.1. 기초 침출 실험
광석의 기본적인 침출 특성을 파악하기 위하여 산 농도와 침출 온도를 변화시키며 침출 실험을 수행하였다. 침출제로는 질산이 사용되었는데, NO3- 이온이 희토류 침출 이외의 부가 반응에 미치는 영향이 적을 것으로 판단되었기 때문이다.
질산의 농도는 1.0-3.0 M, 온도는 25, 50, 80 °C로 변화시키며 실험을 수행하였다. 광액 농도는 10%(w/w)로 하였다. 침출 시간은 상온(25 °C)의 경우 10시간, 상온 이상의 온도에서는 3시간 동안 침출 반응을 진행하도록 하였다. 침출율은 식 (1)을 이용하여 계산하였다(CL: 침출액 내 목적 금속의 농도(mg/L), VL: 침출액 총 부피(L), MF: 광석 내 목적 금속의 농도(mg/g), m: 침출 반응에 투입된 광석의 양(g)).
| $$\mathrm{Leaching}\;\mathrm{efficiency}(\%)=\frac{C_L\times V_L}{M_F\times m}\times100$$ | (1) |
2.3.2. 알칼리 분해 및 산 침출
침출 반응의 효율을 높이기 위하여 알칼리 분해-산 침출의 2단 반응을 도입하였다. 알칼리 분해 단계에서는 알칼리 물질로 NaOH를 사용하였다. NaOH 농도를 20-50 wt%로 변화시키며 분해 반응을 수행하였으며, 광액 농도는 10%(w/w)로 하였다. 분해 반응의 온도는 NaOH 용액의 농도가 끓지 않는 최대 온도로 설정하였다(20%: 105 °C, 30%: 115 °C, 40%: 120 °C, 50%: 145 °C). 분해 반응은 3시간동안 진행되었다.
분해 반응 후 원심분리기를 이용하여 고액분리를 수행하였으며, 분리된 고체는 상온에서 수세척 후 다음 단계인 산 침출 반응에 투입되었다. 침출제로는 1.0-3.0 M 염산이 사용되었으며, 광액 농도 10%(w/w), 온도 80 °C에서 3시간동안 침출 반응을 진행하였다. 침출율은 식 (1) 을 이용하여 계산하였다.
3. 결과 및 고찰
3.1. 기초 침출 실험
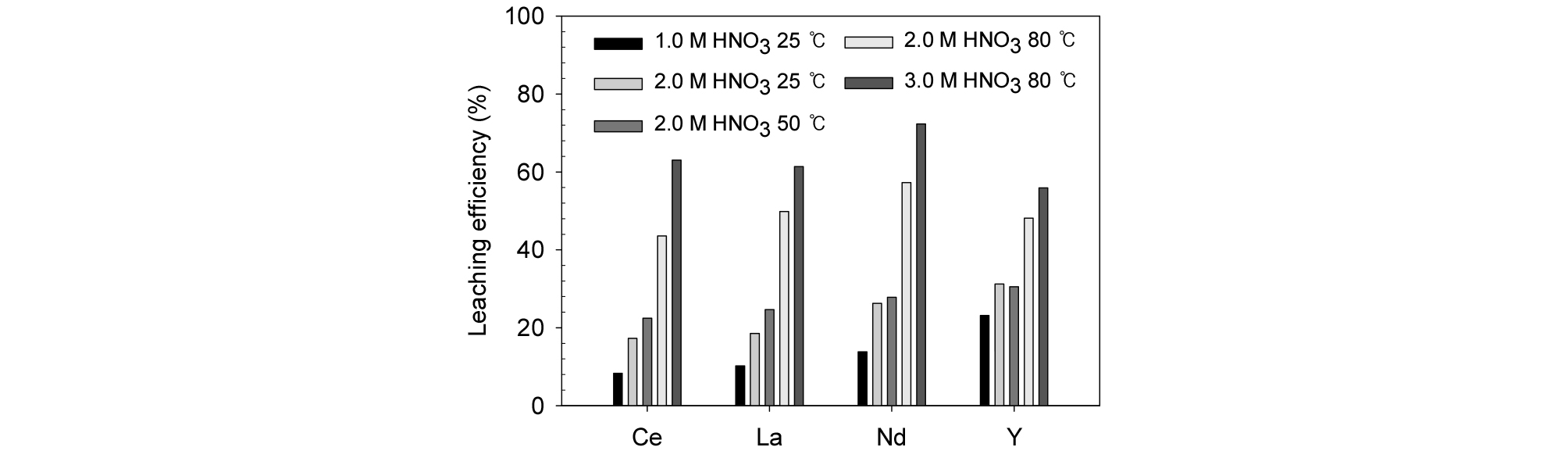
Fig. 2에 나타난 바와 같이 희토류 침출율은 상온(25 °C)에서 1.0 M 질산을 사용한 경우 Ce 8.4%, La 10.2%, Nd 13.8%, Y 23.2%, 2.0 M 질산을 사용한 경우 Ce 17.3%, La 18.6%, Nd 26.3%, Y 31.3% 등으로 낮게 나타났다. 2.0 M 질산을 사용하여 온도를 50 °C로 높인 경우 침출율 향상에 큰 영향이 없었으나 80 °C로 높였을 때, Ce 43.6%, La 49.9%, Nd 57.3%, Y. 48.2% 등으로 상온에 비해 침출율이 1.5~2.7배 가량 향상되는 것으로 나타났다. 80 °C에서 산 농도를 3.0 M로 향상시켰을 경우 침출율은 Ce 63.0%, La 61.4%, Nd 72.3%, Y 55.9% 까지 향상되었다. 이와 같이 희토류 침출율은 산 농도와 온도가 높아질수록 향상되는 경향을 나타냈다. 그러나 3.0 M이라는 비교적 높은 산 농도에도 불구하고 30~45% 가량의 희토류가 여전히 침출되지 않는 것으로 나타났다.
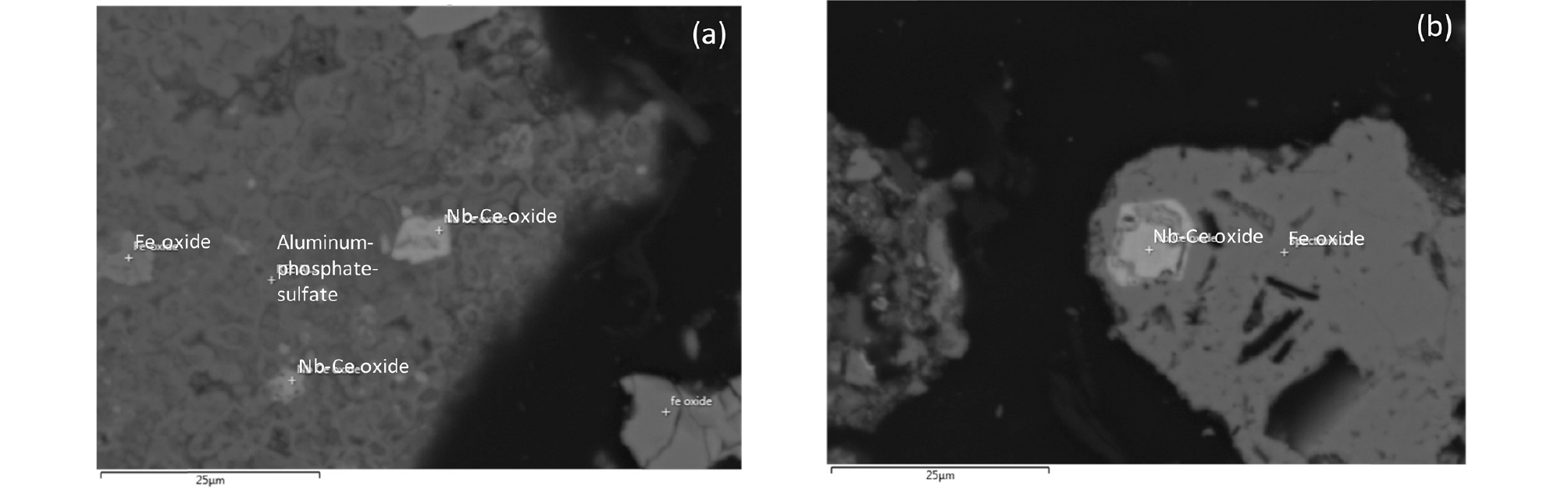
침출 잔사에 대한 SEM-EDS 분석을 수행하여 침출율이 한계를 보이는 이유를 조사하였다. Fig. 3과 같이 일부 희토류를 함유한 2-3 μm 크기의 입자들이 Aluminum- phosphate-sulfate 또는 산화철에 갇혀 있는 것으로 확인되었다. 따라서 이러한 물질로부터 희토류 입자들을 분리시킬 수 있는 분해법이 필요할 것으로 판단되었고, 본 연구에서는 화학적 분해법의 한 가지로 알칼리 분해를 수행하였다.
3.2. 알칼리 분해
최적 알칼리 분해 조건을 찾기 위해 20-50 wt% NaOH를 사용하여 분해 실험을 수행하였다. 분해 온도는 해당 NaOH 농도에서 용액이 끓지 않는 최대 온도를 선택하였다(20%: 105 °C, 30%: 115 °C, 40%: 120 °C, 50%: 145 °C). 3시간 동안의 분해 실험 후 고체상의 분해 산물을 회수하여 희토류 및 불순물 원소의 농도를 XRF로 분석하여 Fig. 4에 나타내었다.
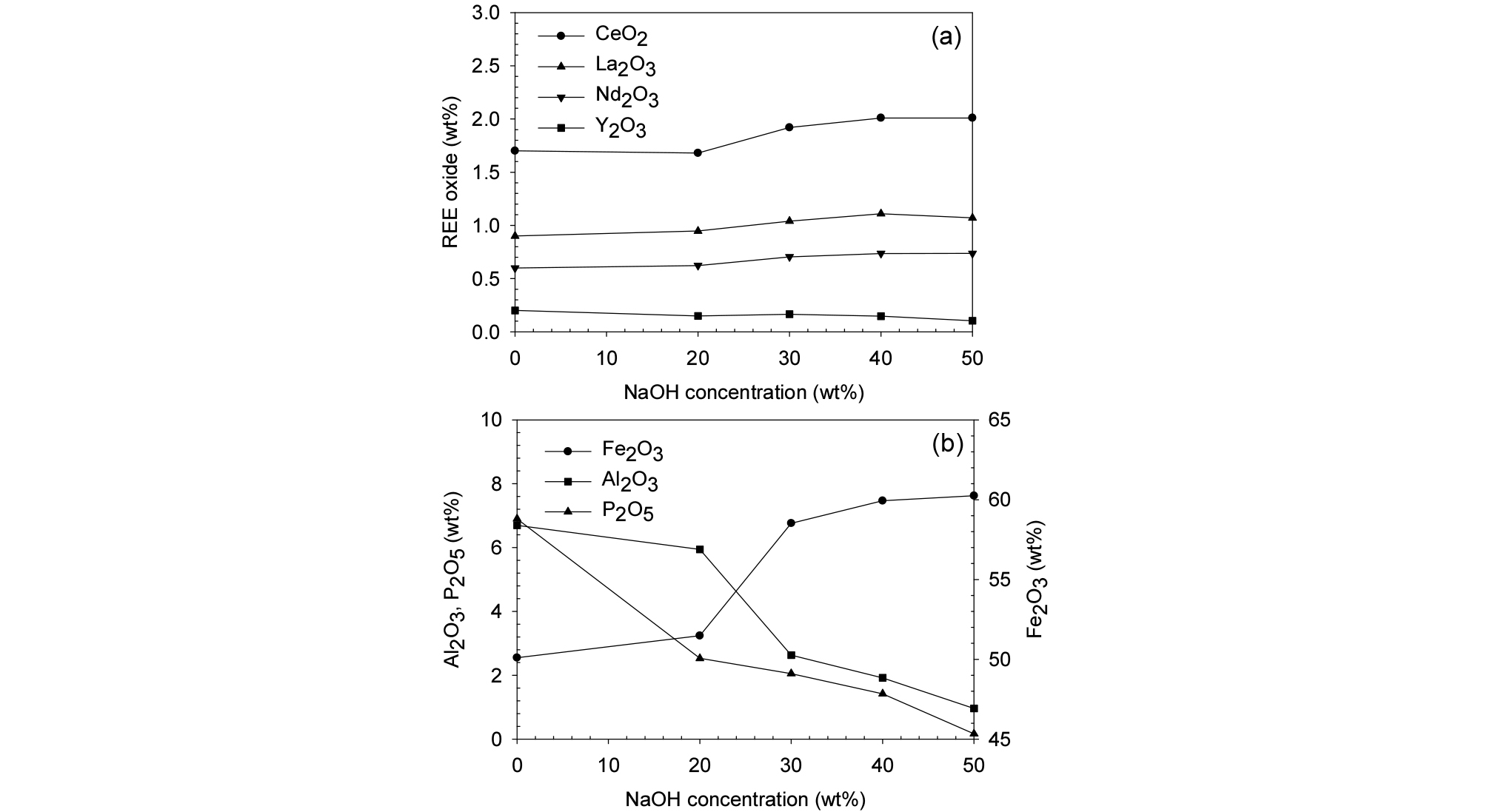
Fig. 4(a)에 나타난 바와 같이 희토류의 경우 Y이 타 희토류 원소들과는 다른 경향을 나타낸다. Ce, La, Nd의 경우 NaOH 농도가 높아짐에 따라 분해 산물 내에 잔류하는 농도가 높아지는 것으로 나타나지만, Y의 농도는 소폭 감소하는 것으로 나타났다. 문헌에 따르면, Y은 약한 양쪽성(amphoteric) 의 성질을 나타낸다6). 따라서 분해 과정 중 강한 알칼리 환경에서 일부 Y이 용출되어 나옴으로써 분해 산물 내의 농도가 감소한 것으로 보인다.
Fig. 4(b)에는 주요 불순물인 Fe, Al, P의 분해 산물 내 농도 변화를 나타내었다. Al과 P은 NaOH 농도가 증가함에 따라 분해 산물 내 농도가 감소하는 것으로 나타났다. 이는 두 원소가 식 (2), (3)과 같이 수산화 이온과 반응하여 이온 형태로 전환되기 때문이다7). 반면, Fe는 알칼리 환경에서도 고체 상태의 수산화물로 비교적 안정하게 존재하기 때문에 분해 산물 내 농도가 상대적으로 상승하는 것으로 나타났다(50% → 60%). 불순물 제거 측면에서 50 wt% NaOH를 사용하였을 때, 분해 산물 내 Al과 P의 농도가 각각 산화물로 0.96%, 0.17%까지 감소하였기 때문에 50 wt% NaOH를 최적 NaOH 농도로 설정하였다.
| $$\mathrm R\mathrm E\mathrm E\mathrm P{\mathrm O}_4+3NaOH=REE(OH)_3+Na_3PO_4$$ | (2) |
| $$\mathrm A\mathrm l\mathrm P{\mathrm O}_4+4NaOH=Al(OH)_4^-+Na_3PO_4$$ | (3) |
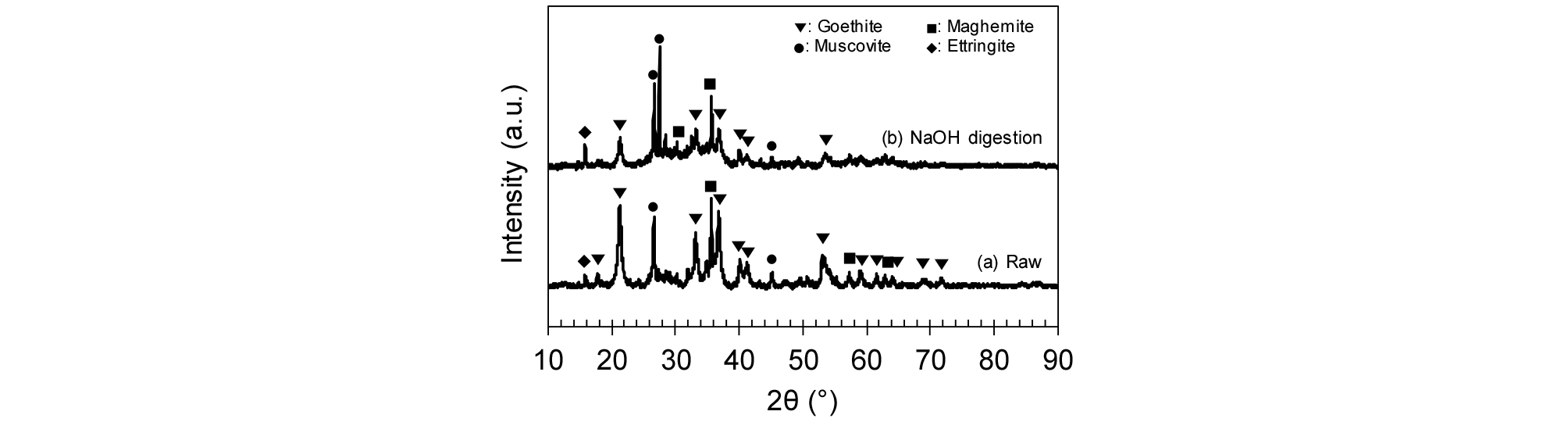
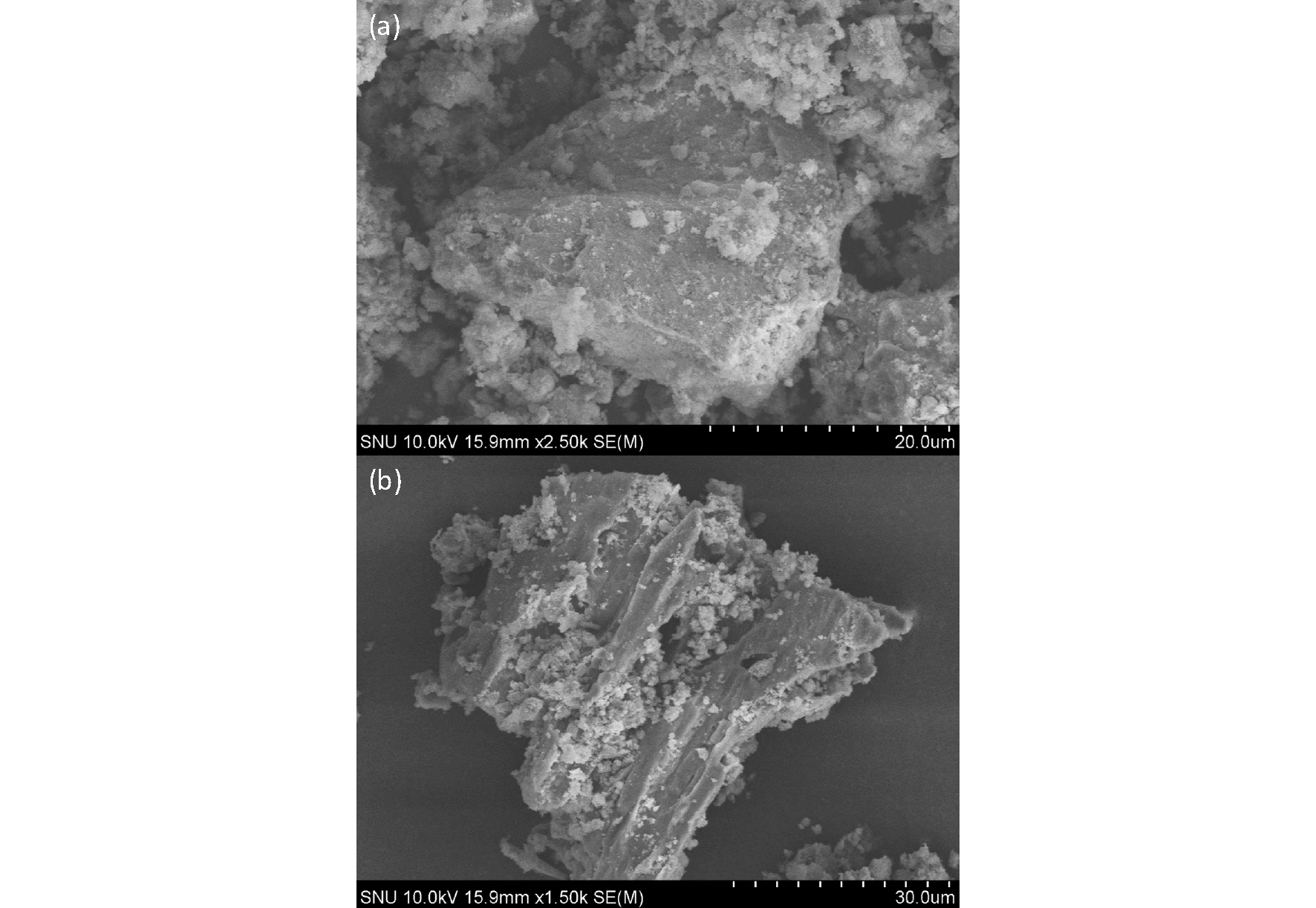
분해 산물의 광물 조성 변화를 파악하기 위해 분해 전후 시료에 대해 XRD 분석을 수행하였다. Fig. 5와 같이 광물의 종류에는 큰 변화가 없었으나 각 광물을 나타내는 peak의 강도가 변화했음을 파악할 수 있었다. 광석 내 주요 광물인 침철석의 강도는 분해 반응 후 현저히 낮아졌음을 확인할 수 있다. 다른 형태의 함철광물로의 전환은 XRD 분석으로 파악되지 않았으나 침철석의 peak 강도가 낮아지거나 일부 peak는 분해 후 관측이 되지 않은 것으로 보아 침철석의 결정성 감소 또는 결정성이 낮은 상으로의 전환이 일어난 것으로 추정된다. 실제로 Fig. 6의 SEM 분석으로부터 분해 후 깎여나가고 녹아내린 광석 입자의 표면이 관측되었다. 따라서 함철광물의 결정성 감소로 갇혀 있었던 희토류 함유 광물들의 침출 가능성이 높아진 것으로 판단된다.
3.3. 분해 산물의 산 침출
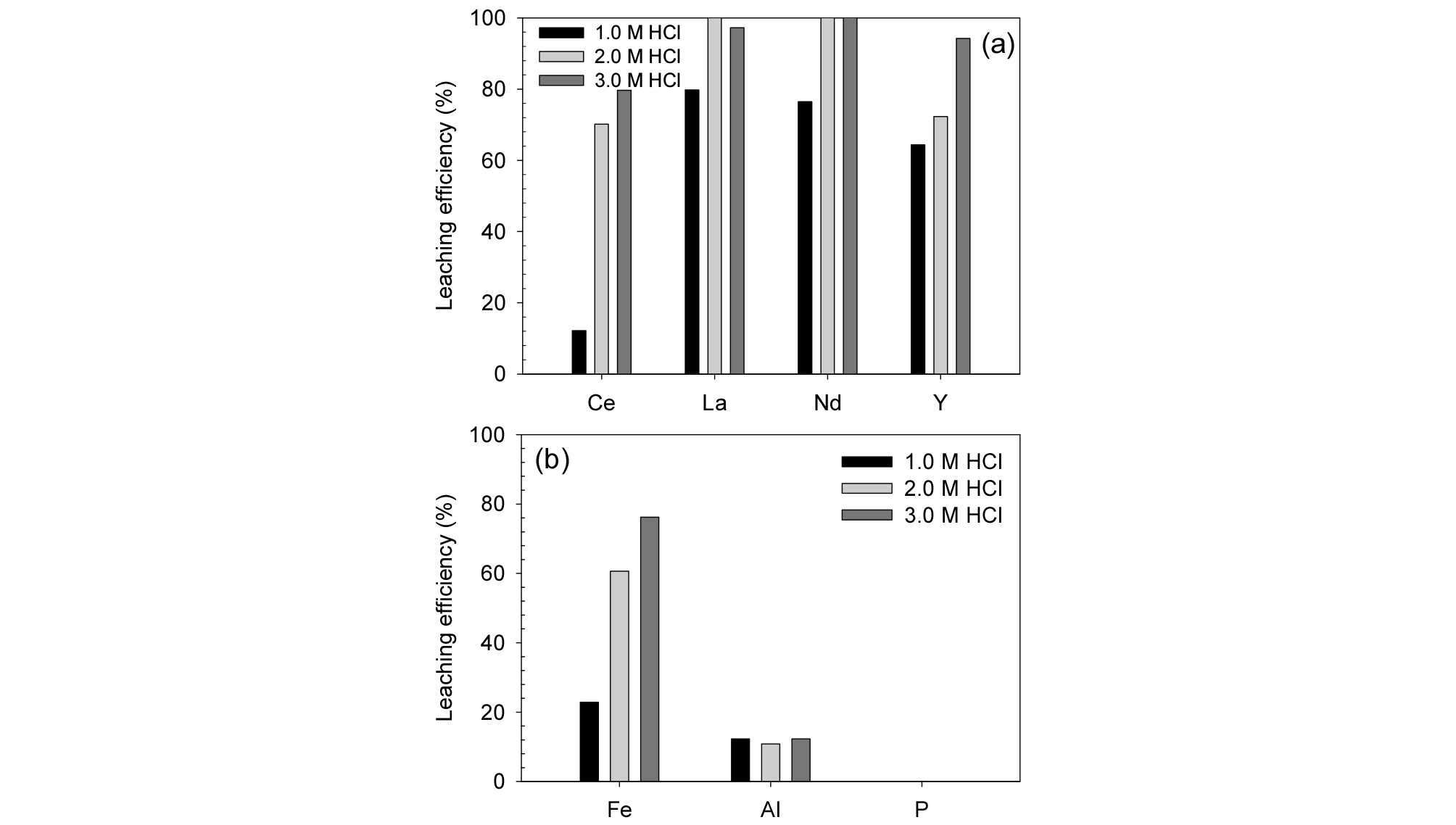
분해 산물의 침출을 위한 최적 산 농도를 선정하기 위하여 50 wt% NaOH 분해 산물에 대해 염산 농도에 따른 침출율 변화 실험을 수행하였다. 침출 실험은 80 °C에서 수행되었으며, 염산 농도가 1.0 M에서 3.0 M로 증가할 때 희토류 및 불순물의 침출율을 측정하였다. Fig. 7과 같이 대체로 산 농도가 증가할 때 침출율이 증가하는 것으로 나타났다. Ce의 경우 산 농도가 1.0 M에서 2.0 M로 증가할 때, 침출율이 12%에서 70%로 5.8배의 큰 향상 폭을 나타내는데, 이는 분해 산물 내 Ce(OH)4 화합물이 생성되었기 때문이다. Ce의 경우 다른 희토류 원소들과 달리 3가와 4가 두 가지 상태로 존재할 수 있는데, 높은 pH에서 4가 화합물인 Ce(OH)4가 다량 생성된 것으로 보인다. Ce(OH)4는 3가 화합물인 Ce(OH)3에 비해 용해도가 낮기 때문에 낮은 산 농도에서는 침출이 잘 되지 않는다8,9). 불순물 중 Al은 침출율이 10% 대로 산 농도에 따른 변화가 거의 나타나지 않았으며 P는 모든 산 농도에서 침출율이 0%로 측정되었다. 본 결과로부터 최적 침출 산 농도는 3.0 M로 설정하였다.
최적 산 농도를 선정한 후, 최적 NaOH 농도 선정을 위해 다양한 NaOH 농도 하에서 분해된 산물에 대해 산 침출을 수행하였다. 침출제로는 앞서 최적 농도로 선정된 3.0 M 염산이 사용되었다. Fig. 8과 같이 희토류 원소 별로 NaOH 농도에 따른 침출율이 다르게 나타났다. NaOH 농도가 20 wt%에서 30 wt%로 증가하였을 때 모든 희토류 원소의 침출율이 증가하는 것으로 나타났으나, 30 wt%에서 40 또는 50 wt%로 NaOH 농도가 증가함에 따라 Ce의 침출율은 감소하였다. 이는 NaOH 농도가 증가함에 따라 생성된 Ce(OH)4 중 일부가 높은 산 농도에도 불구하고 침출되지 않아 침출율이 80%까지 감소한 것으로 판단된다. La와 Nd는 NaOH 농도가 30 wt% 이상으로 증가하였을 때 100% 또는 이에 가까운 침출율을 보인다. Y는 40, 50 wt% NaOH 분해 산물에서 침출율이 93-94%로 떨어지는 것으로 나타나는데, 이는 앞서 언급된 바와 같이 분해 과정에서 일부 Y이 손실되었기 때문이다.
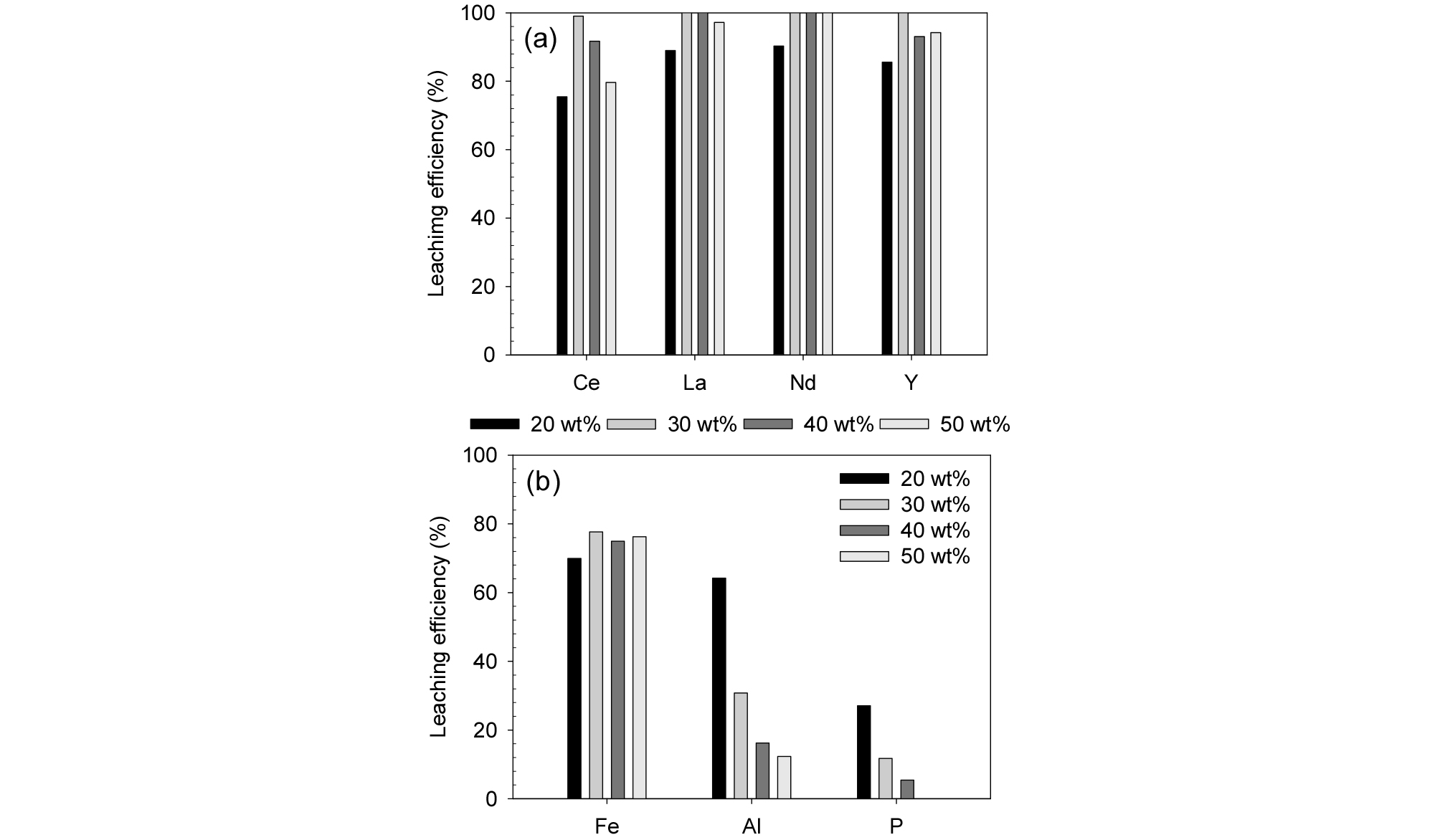
불순물 중 Fe는 La 및 Nd와 유사한 침출율 변화 추이를 보이는데, Fe의 결정성 감소가 Fe 침출율을 향상시켰으며, 희토류의 침출에도 영향을 미친 것으로 판단할 수 있다. Al과 P는 분해 과정에서 제거되어 침출율이 NaOH 농도가 증가할 때 감소되는 것으로 나타난다. 특히, P의 경우 50 wt% 분해 산물의 침출액에서 유의미한 농도가 측정되지 않아 침출율이 0%로 기록되었다.
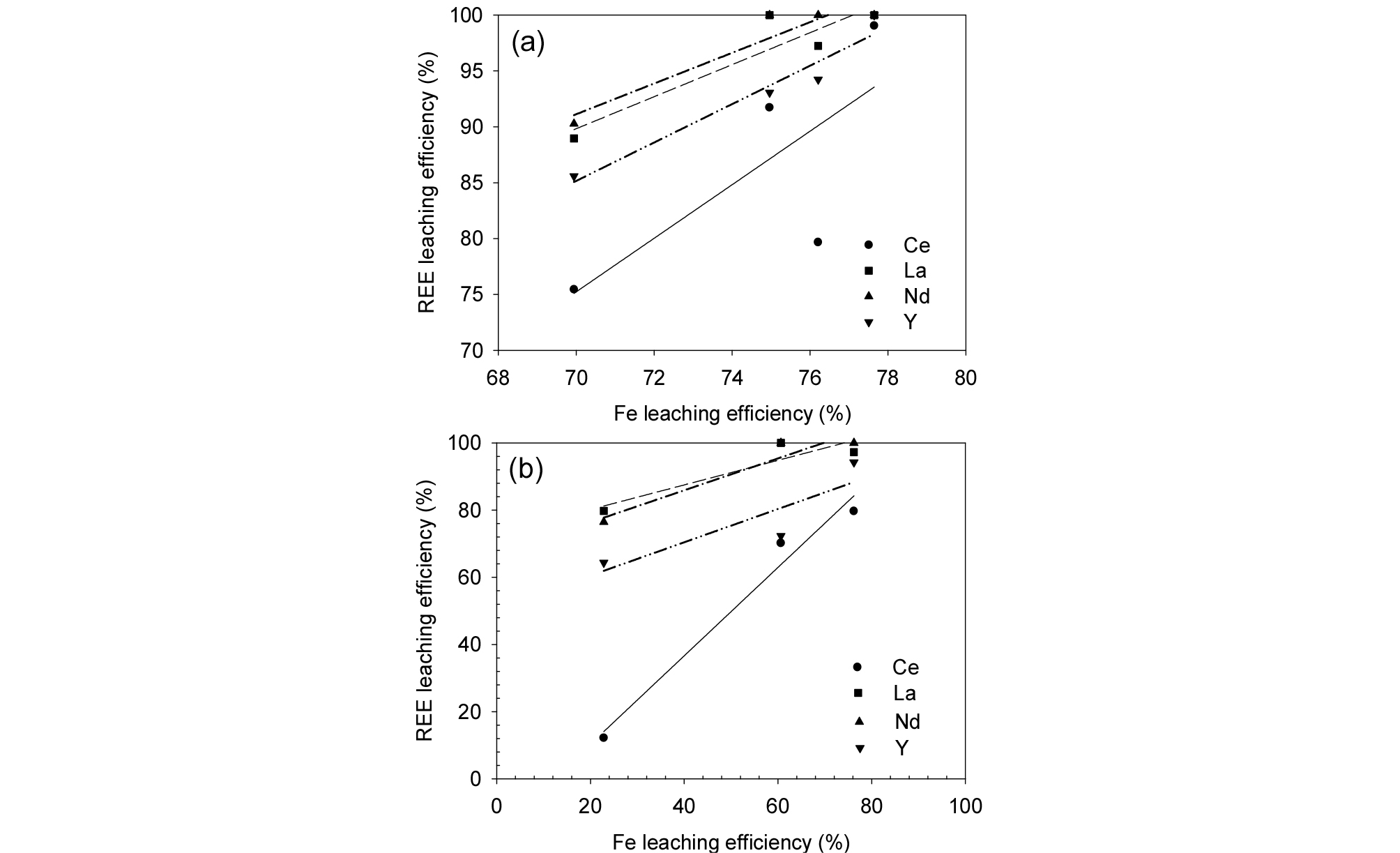
위의 침출 실험 결과로부터 Fig. 9와 같이 희토류와 Fe 침출율 간의 상관관계를 도출할 수 있다. Fig. 9(a)의 40-50 wt% NaOH 조건에서 Ce(OH)4 생성의 영향으로 인해 Ce의 침출율이 감소하는 것을 제외하고는 거의 모든 조건하에서 양의 상관관계를 보임을 확인할 수 있다. 따라서 본 결과로부터 알칼리 분해 과정을 통한 침철석의 결정성 감소가 희토류 침출율 향상에 기여함을 다시 한 번 확인할 수 있다.
4. 결 론
침철석을 주요 맥석광물로 하는 난용성 희토류 광석으로부터 효과적으로 희토류를 회수하기 위해 맥석광물 분해 및 희토류 침출율 향상에 관한 연구가 수행되었다. 실험방법으로는 알칼리 분해-산 침출의 2단계 방법이 적용되었다. 알칼리 분해 단계에서 알칼리로 사용된 NaOH의 농도가 20 wt%에서 50 wt%로 증가할수록 희토류와 철은 고체상에 농축되는 경향을 보였으며, 알루미늄과 인은 용액상으로 제거되어 일부 불순물 제거에 알칼리 분해가 효과가 있는 것으로 나타났다. 또한, 알칼리 분해 후 주요 맥석광물인 침철석의 결정성이 감소함으로써 희토류 침출율 향상에 기여하는 것으로 추정된다.
광석이 30 wt% 이상의 NaOH 용액에서 분해되면, Ce를 제외한 모든 희토류 원소들은 3.0 M HCl, 80 °C 침출 조건에서 94-100%의 침출율을 보인다. Ce는 30 wt% NaOH 분해 산물에서 최고 침출율을 보이고 그 이상 농도의 NaOH 분해 산물에서는 침출율이 감소하는데, 이는 비교적 안정한 형태의 수산화물인 Ce(OH)4의 생성에서 기인하는 것으로 보인다. Ce의 침출 거동을 제외한 타 희토류 원소들의 침출율은 철 침출율과 양의 상관관계를 보이는데, 이 또한 알칼리 분해 과정에서의 침철석 광물의 결정성 감소가 희토류 침출율 향상에 기여했음을 보여준다.
Ce의 침출율 감소에도 불구하고 50 wt% NaOH에서 광석을 분해할 경우 알루미늄과 인이 대부분 제거되기 때문에 후속 공정의 용이성을 위해 해당 조건을 최적 분해 조건으로 선정하였다. 또한, 침출율이 산 농도가 증가할수록 향상되는 경향을 보이기 때문에 3.0 M HCl, 80 °C 를 최적 침출 조건으로 선정하였다.
