

1. 서 론
2. 실험 방법
2.1. 시료 및 파분쇄
2.2. 광물학적 특성 분석
2.3. 분쇄일지수 측정
2.4. 부유선별 실험
3. 결과 및 고찰
3.1. 국내 흑연광의 광물학적 특성 결과
3.2. 국내 흑연광의 파분쇄 특성 결과
3.3. 분쇄일지수 측정 결과
3.4. 국내 흑연광의 부유선별 결과
4. 결 론
1. 서 론
전 세계적인 산업화와 경제 성장으로 화석연료 사용이 급격히 증가하면서 자원 고갈과 이산화탄소 배출로 인한 지구 온난화 문제가 심화되고 있다. 이에 따라 2021년을 기점으로 파리기후변화협정이 본격적으로 시행되었으며, 우리 정부 또한 ‘2050 탄소중립’을 선언하고 2030년까지 온실가스 배출량을 2018년 대비 40 % 감축하기 위한 정책을 적극 추진하고 있다. 이러한 탄소중립 정책의 추진에 따라, 자원 고갈 문제와 온실가스 저감 대책의 일환으로 전기자동차(EV) 보급이 확대되고 있으며, 이에 따라 이차전지(secondary battery) 산업의 수요 또한 급격히 증가하고 있다. KDI 경제정보센터의 2030 이차전지 산업 발전 전략에 따르면, 전기차 시장 확대에 힘입어 전 세계 배터리 시장 규모는 2020년 461억 달러 수준에서 2030년에는 약 3,517억 달러에 이를 것으로 예측되어, 2030년까지의 시장 규모가 규모가 약 8배 가까이 증가할 것으로 보인다. 이러한 성장 추세에 따라 리튬이온 배터리 핵심 구성 요소 중 하나인 음극재(anode material) 수요가 급격히 증가하고 있으며, 그 주원료인 흑연(graphite)의 중요성이 크게 부각되고 있다1,2).
흑연은 여섯 개의 탄소 원자가 결합된 육각형 고리가 층상 구조를 이루는 비금속 광물로, 우수한 전기전도도와 에너지 저장능력을 가지고 있어 리튬이온 배터리의 음극재로 사용된다3,4,5,6,7). 천연흑연은 결정화 정도와 고정탄소 함량에 따라 토상형(amorphous), 인상형(flake), 맥상형(vein)으로 구분되며, 각각의 고정탄소 함량은 70~85 %, 80~89 %, 90~99 % 범위에 속한다8,9,10). 이 중 인상흑연은 중간 품위이지만 풍부한 매장량으로 인해 배터리 음극재의 주원료로 가장 적합하다. 전 세계 인상흑연 생산의 약 70 %는 중국에 집중되어 있으며, 특히 전기차용 음극재의 절반 이상이 중국산 흑연에 의존하고 있다11). 국내 천연흑연 음극재는 전량 수입에 의존하고 있으며(중국 86%, 독일 13%, 일본 1%), 중국의 자원 수출 제한 정책으로 공급 불안 가능성이 커지고 있다. 한편 국내에도 흑연광이 일부 분포하나 대부분 저품위광으로 상업적 활용이 어렵고, 이를 처리할 선광·정제 기술 역시 부족하다. 따라서 저품위 국내 흑연광을 경제적으로 개발할 수 있는 선광 기술과 정제 공정의 확보를 통해 자급률을 향상시키고, 안정적인 원료 공급망을 구축하는 것이 국내 이차전지 산업의 지속 가능성과 자원 안보 확보를 위한 핵심 과제이다.
흑연은 탄소 원자들이 육각형 층상 구조를 이루며, 층간 결합력이 약하고 표면이 비극성(non-polar)으로 구성되어 있어 우수한 천연 소수성(hydrophobicity)을 나타낸다. 이러한 특성으로 인해 흑연은 일반적인 황화광물과 달리 별도의 표면 개질 없이도 부유선별에 의해 효과적으로 회수될 수 있는 대표적 광물이다. 부유선별에서는 kerosene, diesel oil 등의 비이온성 포수제가 흑연 표면에 선택적으로 흡착하여 부유성을 부여하고, sodium silicate 등 억제제가 석영·장석 등 친수성 맥석광물(gangue minerals)을 억제함으로써 선택적 분리를 유도한다. 따라서 부유선별은 흑연 정제 공정 중 가장 경제적이고 효율적인 1차 물리적 선광 기술로 널리 적용되고 있다9,12,13). 본 연구팀은 최근 두 지역에서 각각 채취한 흑연 원광들 시료로부터 부유선별 공정을 적용한 결과, 최종 회수된 정광의 품위와 회수율의 성능 차이가 관찰되었다. 이것은 출발원료인 흑연광 내 광종 분포 특성에 의하여 광물 조성 차이에 따라 부유선별 최적 조건에 영향을 가지는 것으로 보고하였다14). 이에, 흑연 원광의 광물 조성 특성이 최종 부유선별 성능에 영향을 주며, 결국 체계적인 연구를 통하여 메커니즘 확인이 필요하다고 언급하였다.
따라서, 본 연구에서는 국내 서로 다른 두 지역 흑연광을 대상으로 광물학적 특성, 분쇄 거동 및 부유선별 성능을 비교·분석하였다. XRF, XRD, SEM-EDS 분석을 통해 두 시료의 광물 조성을 정량적으로 확인하였으며, 로드밀 분쇄 실험과 분쇄일지수 측정을 통해 분쇄 거동을 평가하였다. 또한, 분쇄 조건에 따른 부유선별 실험을 수행하여 품위, 회수율 및 부광비 변화를 분석하였다. 본 연구의 최종 목표는 광물 조성 특성에 따른 분쇄 및 부유선별 성능 확인을 통하여 메커니즘을 파악하고자 하였다.
2. 실험 방법
2.1. 시료 및 파분쇄
본 연구에 사용된 흑연광은 충남 당진시 금암 및 경기도 가평에서 채취한 두 가지 흑연광을 이용하였으며, 가평 및 금암 시료는 영문약어를 사용하여 GA 그리고 GP로 각각 명명하였다. 대상 흑연광을 부유선별하기 위해 파쇄 및 분쇄를 진행하였다. 먼저, 시료의 입자 크기를 단계적으로 조절하기 위하여 1차 파쇄는 조크러셔(jaw crusher)를 이용해 20 mm 이하로, 2차 파쇄는 콘크러셔(cone crusher)를 사용하여 4 mm 이하로 파쇄하였다. 파쇄산물의 분쇄는 로드밀(rod mill)을 이용하였으며, 습식공정으로 광액 농도는 1.43 w/v(weight-powder/volume-water) 수행하였다. 분쇄 매체로는 직경 2.0×10–2 m, 길이 3.2×10–1 m의 로드 8개와 직경 1.5×10–2 m, 길이 3.2×10–1 m의 로드 12개를 사용하였다. 분쇄 매체의 총 중량은 10.2 kg이었으며, 분쇄 회전 속도는 70 rpm으로 고정하였다. 분쇄 시간은 5, 10, 15, 20 및 30분 조건으로 설정하여 실험을 수행하였다. 분쇄 산물은 체분급을 통해 입자 크기에 따라 -500+300 μm, -300+212 μm, -212+150 μm, -150+100 μm, -100+75 μm, -75+45 μm 및 -45 μm으로 7개 구간으로 세분화하여 입도를 확인하였다.
2.2. 광물학적 특성 분석
본 연구에 사용된 국내산 흑연광 및 회수·발생 시료의 총 탄소 함량(total carbon)은 ASTM D7582 표준 방법에 따라 측정하였으며, 분석에는 공업분석기(TGA701, Leco, USA)를 사용하였다15). 또한 시료의 주요 원소 및 산화물 함량은 XRF(X-ray Fluorescence, Shimadzu, Japan)를 이용하여 정량 분석하였다. 흑연광의 결정크기(grain size) 및 성분 평가를 위해 SEM-EDS(Scanning electron microscop & Energy dispersive X-ray spectroscopy, JSM6380LA, JEOL, Japan) 분석을 진행하였다. SEM-EDS 분석용 시편은 상온경화(cold mounting)하여 시편을 제작하였으며, 시편은 앞서 언급하였던 1차 및 2차 파쇄(조크러셔 및 콘크러셔)를 통해 얻어진 4 mm의 흑연 원광을 사용하였다. 이를 에폭시 수지와 경화제를 질량비 10:1로 혼합한 용액과 함께 지름 30 mm 원통형 몰드에 주입하여 상온에서 24시간 동안 경화시켰다. 제작된 시편은 연마기(SAPHIR 520, ATM GmbH)를 이용해 다이아몬드 현탁액 및 연마천으로 연마하였다. 흑연 원광의 주요 구성 광물을 확인하기 위해 XRD(X-ray diffraction, Philips X’Pert MPD) 분석을 수행하였으며, 각 구성 광물의 함량을 정량적으로 파악하기 위해 정량 XRD 분석(PANalytical X’Pert3 Powder)을 수행하였다.
2.3. 분쇄일지수 측정
분쇄일지수(Bond Work Index, BWI)는 시료의 분쇄 저항성을 정량적으로 나타내는 지수로, 광석의 분쇄능(grindability)을 평가하는데 사용된다16). 본 지수는 단위 질량의 시료를 특정 입도까지 분쇄하는데 필요한 에너지를 kWh/t로 표현하며, 분쇄 설비의 에너지 요구량 및 입도 분포 예측에 활용된다16,17). 분쇄일지수 시험방법은 F.C. Bond가 제안한 표준 절차를 기반으로, 한국표준협회 KS E3600에 근거하여 측정하였다18).
분쇄일지수 측정에 사용된 시료는 금암 및 가평에서 채취한 저품위 국내 흑연원광을 대상으로 조크러셔 및 콘크러셔를 이용해 파쇄한 후 체질을 통해 3360 μm 이하로 준비하였다. 체질된 시료 10 kg 중 700 mL를 축분하여 시험용으로 사용하였으며 초기 질량 Q0을 측정하였다. 분쇄 시험에서 순환율 측정에 사용된 체(mesh)의 눈금 간격은 P1으로 정의되며, 부유선별에 적합한 입도인 106 μm(140 mesh)로 설정하였다. P1이 106 μm일 때, 분쇄일지수는 일정량의 원광이 106 μm 이하 입도로 분쇄되는데 소요되는 분쇄에너지를 의미하며, 분쇄 전 시료의 P1 크기 상위 질량 비율을 RF, 시험용 볼밀 1회전당 망 아래 질량(g)인 Gbp는 분쇄능(grindability) 값은 식 (1)과 같다. 식에서 Qp는 P1 망을 통과한 질량, Qd는 시료 투입 질량, N은 볼밀 회전수를 의미한다.
순환율(%)는 P1 망 위의 질량을 P1 망 아래의 질량으로 나눈 값에 100을 곱하여 계산하였으며, 순환율 250 % 조건을 만족하는 회전수 N(n+1)는 식 (2)의 분쇄 속도식을 이용하여 예측하였다18,19,20). 여기서 Q(F, P)(n) 아래 첨자 F, P, n은 각 분쇄 시행에 추가로 투입되는 시료량(feed), 분쇄 산물(product) 그리고 시행 횟수(n)를 의미한다. N(n)은 n 번째 분쇄 시행에서의 볼밀 회전수를 나타내며, 식 (2)으로부터 예측된 횟수만큼 시험용 볼밀을 회전한 후, 체질을 수행하는 과정을 반복하여 순환율 250 %에서 안정화된 최종 3회 시험의 평균값으로부터 P1 망 이하 분쇄 산물의 입도 P80을 산출하였으며, 건식 체질(dry sieving)을 통해 측정하였다.
분쇄일지수 산출식(F.C. Bond(1961))은 다음 식 (3)와 같다. Wi는 분쇄일지수(kWh/t), P1은 분쇄 목표 입자 크기(μm), F80는 분쇄 전 시료의 80 % 입도(μm), P80은 분쇄 후 P1망을 통과한 80 % 입도(μm), Gbp는 분쇄능을 의미하며 시험용 볼 밀 1회전당 망 통과 질량(g)이다.
2.4. 부유선별 실험
국내 저품위 흑연광을 대상으로 부유선별에 앞서 로드밀을 통해 분쇄 공정을 수행하였다. 분쇄 시간은 각각 5, 10, 15, 20 및 30분으로 설정하였으며, 각 시간 조건에서 얻어진 분쇄산물을 부유선별 실험에 사용하였다. 부유선별에 사용된 시약으로는 억제제는 sodium silicate(Na2SiO3, Samchun Chemicals), 포수제는 일반적으로 소수성 물질의 부유선별에 주로 쓰이는 비이온성 포수제인 kerosene(Samchun Chemicals, 95.0 %), 기포제는 methyl isobutyl carbinol(MIBC, Daejung Chemical & Metals, >99.5 %)을 사용하였다. 시약 농도는 선행 연구를 참고하여 sodium silcate 1000 g/t, kerosene 500 g/t, MIBC 250 g/t으로 설정하였다14). Denver Sub-A 부유선별기(Metso, Finland)를 사용하여 2 L 셀에서 수행하였으며, 광액농도는 20 wt%, 교반속도는 1500 rpm을 유지하였다. 시약 첨가 후 반응시간은 억제제 5분, 포수제 3분, 기포제 1분으로 각각 고정하였으며, 부유선별은 5분 동안 진행하였다. 선별을 통해 부유물과 침전물을 분리한 후 여과 및 건조를 거친 뒤 질량을 측정하였고 공업분석기를 통해 탄소 함량을 분석하였다. 회수율(recovery)은 회수된 정광 내 흑연 함량의 백분율이며, 회수율은 아래 식 (4)에 따라 계산하였다21,22).
여기서, C는 흑연 정광의 질량, c는 정광 내 흑연 품위, F와 f는 각각 투입된 원광의 질량와 흑연 품위를 나타낸다. 또한, 부광비(enrichment ratio, ER)는 투입 원광의 흑연 품위 f에 대한 정광의 흑연 품위 c의 비율이다.
3. 결과 및 고찰
3.1. 국내 흑연광의 광물학적 특성 결과
공급받은 금암(GA) 및 가평(GP) 지역의 흑연광에 대해 ASTM D7582 방법에 따라 공업분석을 수행하였으며, 고정탄소(fixed carbon), 휘발분(volatile) 및 회분(ash) 함량 결과를 Table 1에 나타냈다. 공업분석 결과, GA 흑연광은 고정탄소 16.95 %, 휘발분 2.40 % 및 회분 80.65 %으로 확인되었으며, GP 흑연광은 12.51 %의 고정탄소, 4.66 %의 휘발분 및 82.83 %의 회분을 함유한 것으로 나타났다. 두 시료의 총 탄소 함량은 GA 흑연광이 19.35 %, GP 흑연광이 17.17 %로 GA 흑연광이 GP 흑연광보다 다소 높은 총 탄소 함량을 보였다.
Table 1
Proximate analysis results of the GA and GP graphite ore in Korea
| Sample (wt.%) | Volatile | Ash | Fixed carbon | Total carbon |
| GA | 2.40 | 80.65 | 16.95 | 19.35 |
| GP | 4.66 | 82.83 | 12.51 | 17.17 |
두 지역 흑연광의 산화물 함량을 평가하기 위해 XRF 분석을 수행하였으며, 그 결과를 Table 2에 나타냈다. Table 2에 따르면, GA 흑연광을 구성하는 주요 산화물의 함량은 SiO2 70.12 % 및 Al2O3 4.90 % 및 Fe2O3 3.23 % 및 K2O 2.01 %로 확인되었으며, 이들 주요 4종 산화물의 총합은 80.25 %로 확인되었다. 반면, GP 흑연광은 SiO2는 57.66 %, Al2O3는 9.95 %, Fe2O3는 6.28 % 및 CaO는 6.25 %로 분석되었고, 주요 4종 산화물의 총합은 80.13 %로 확인되었다. 이러한 결과로부터 두 지역의 흑연광은 동일한 흑연광이라 하더라도 구성 광물의 조성이 다를 것으로 판단된다. 특히, 흑연을 제외한 맥석광물의 총 함량은 유사하나, 각 광물을 구성하는 개별 광종의 뚜렷한 차이가 있을 것으로 예상된다.
Table 2
Chemical compositions analysis of the GA and GP graphite ore in Korea
Fig. 1는 두 지역 흑연 원광의 XRD 분석 결과이며, Table 3은 주요 구성 광물 평가한 정량 XRD 결과를 나타낸 것이다. 분석 결과, 목적광물 흑연을 제외하고 대부분 Si, Al, Ca, Fe계 산화광물이 확인되었다. 주요 맥석광물로는 GA 흑연광에서는 석영(quartz) 57.2 %, 백운모(muscovite) 9.8 %, 정장석(orthoclase) 3.1 % 및 적철석(hematite) 1.2 % 등이 존재하는 것을 확인하였다. GP 흑연광은 석영(quartz) 42.9 %, 녹렴석(epidote) 20.1 %, 정장석(orthoclase) 8.0 % 백운모(muscovite) 6.1 % 및 녹니석(chlorite) 1.9 % 등으로 구성되어 있었다. 이러한 결과는 두 지역 흑연광의 광물학적 조성 차이가 분명함을 보여주었다.
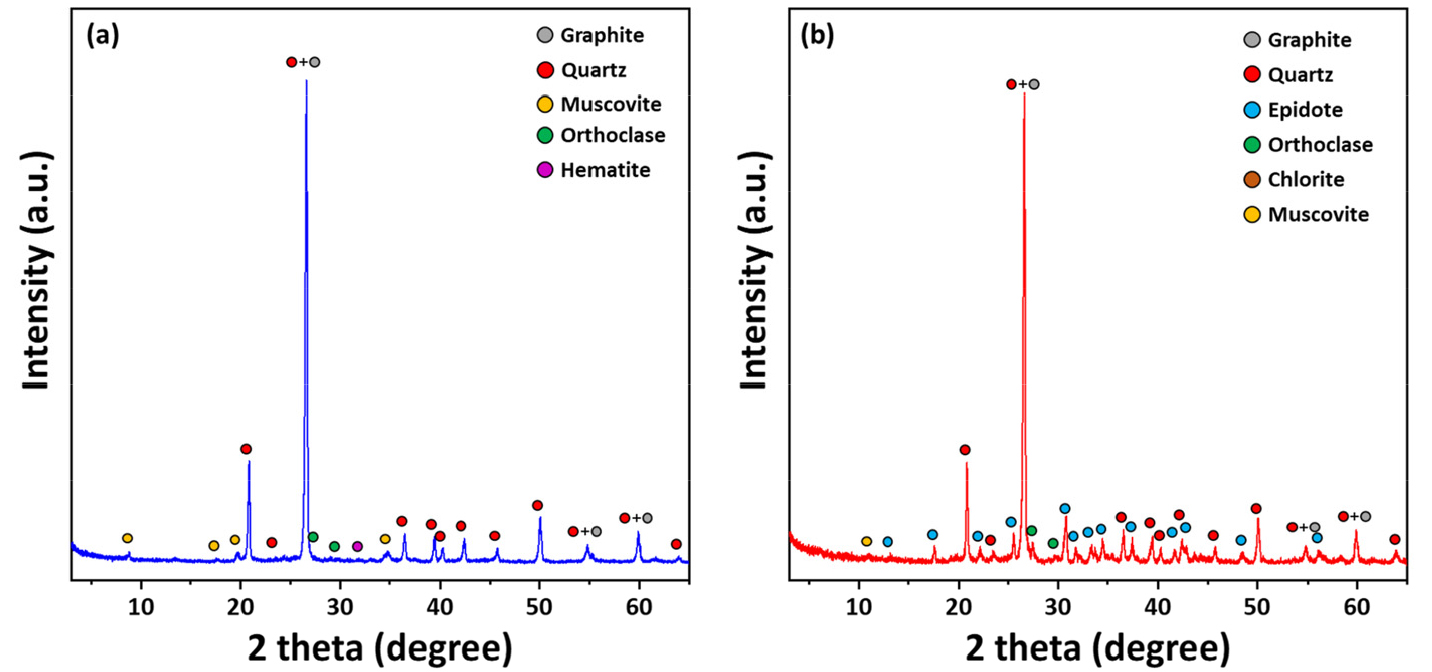
Table 3
Quantitative XRD anlaysis of the GA and GP graphites ore in Korea (unit. %)
| Sample | Graphite | Quartz | Muscovite | Orthoclase | Hematite | Epidote | Chlorite |
| GA | 28.6 | 57.2 | 9.8 | 3.1 | 1.2 | – | – |
| GP | 20.9 | 42.9 | 6.1 | 8.0 | – | 20.1 | 1.9 |
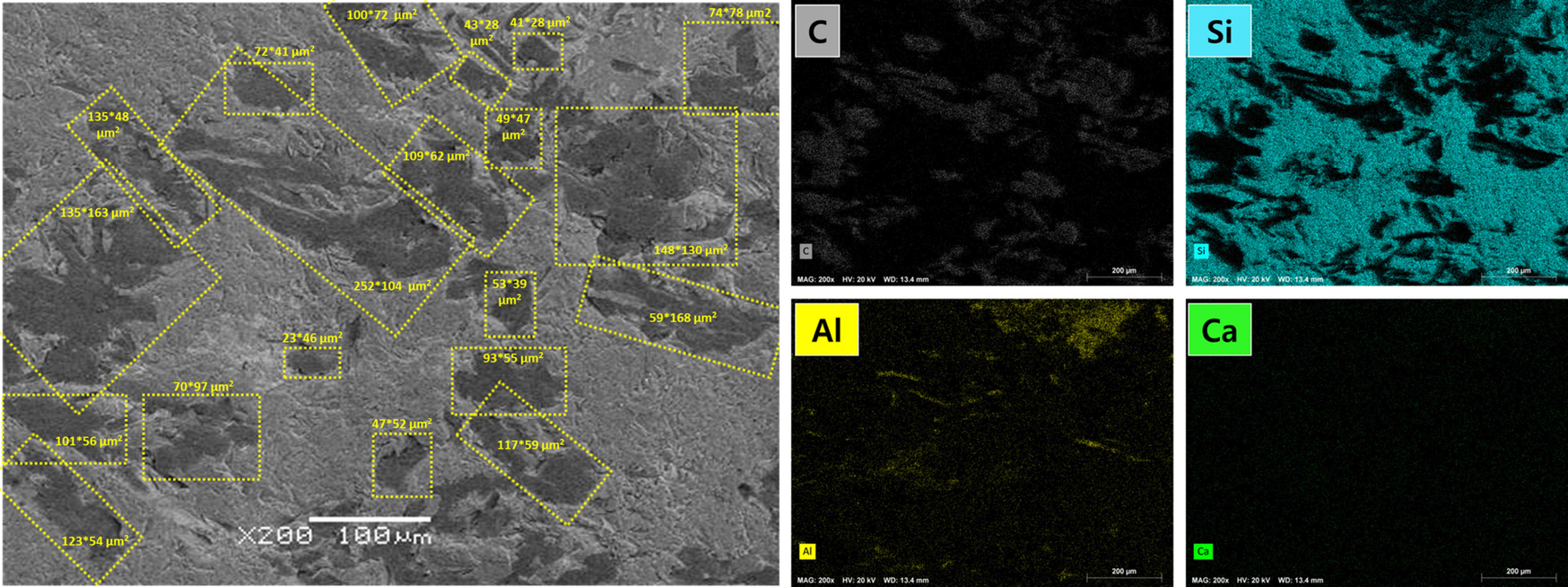
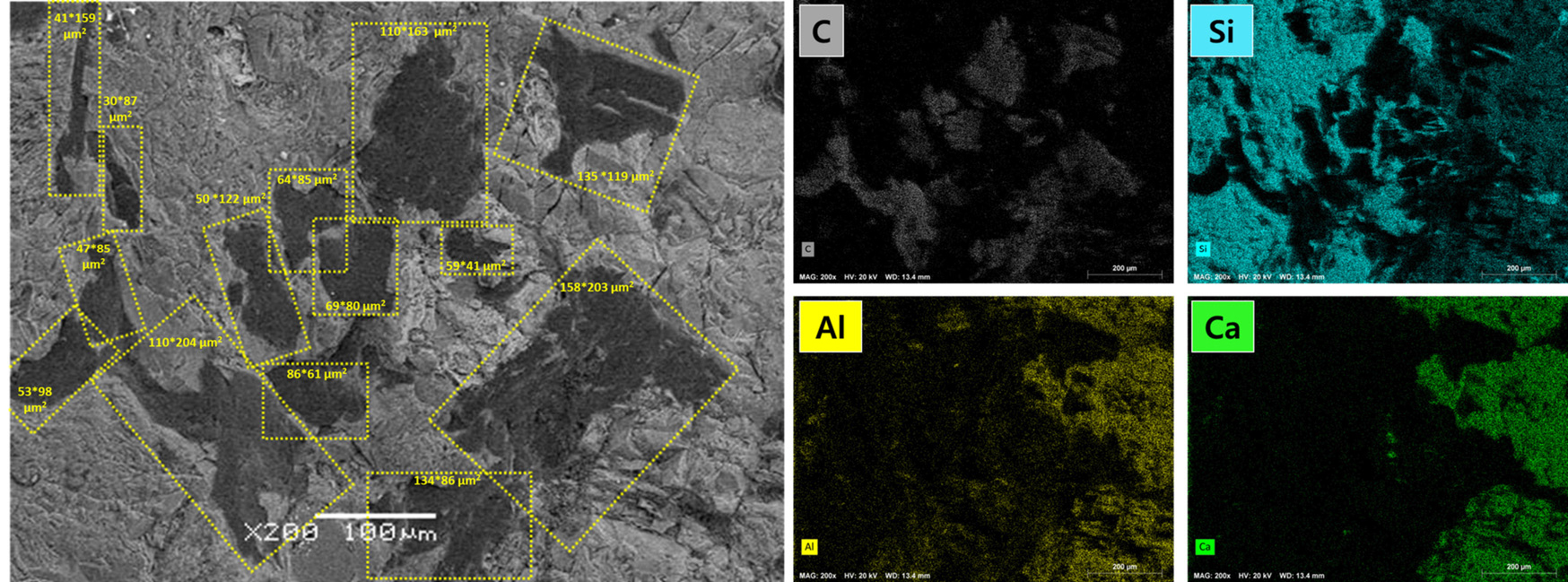
Fig. 2와 Fig. 3은 GA 및 GP 흑연광 시료의 SEM-EDS 분석 결과이다. EDS mapping을 통해 C, Si, Al, Ca의 원소 분포를 확인한 결과, SEM 이미지에서 어두운 영역은 목적광물인 흑연에 해당하며, 밝은 영역은 Si, Al, Ca 등을 함유한 맥석광물로 확인되었다. SEM 결과를 토대로 ImageJ software(V1.48, NIH, USA)를 이용하여 흑연 결정의 평균 크기를 분석한 결과, GA 시료는 82±47 μm, GP 시료는 97±47 μm 로 나타났다. 이를 통해 GA 흑연광이 GP 흑연광보다 결정 크기가 작게 분포함을 확인하였으며, SEM 관찰 결과를 바탕으로 분쇄 공정에서 GA 흑연광을 GP 흑연광보다 더 미세한 입도로 분쇄하는 것이 단체분리 향상에 효과적일 것으로 생각된다.
3.2. 국내 흑연광의 파분쇄 특성 결과
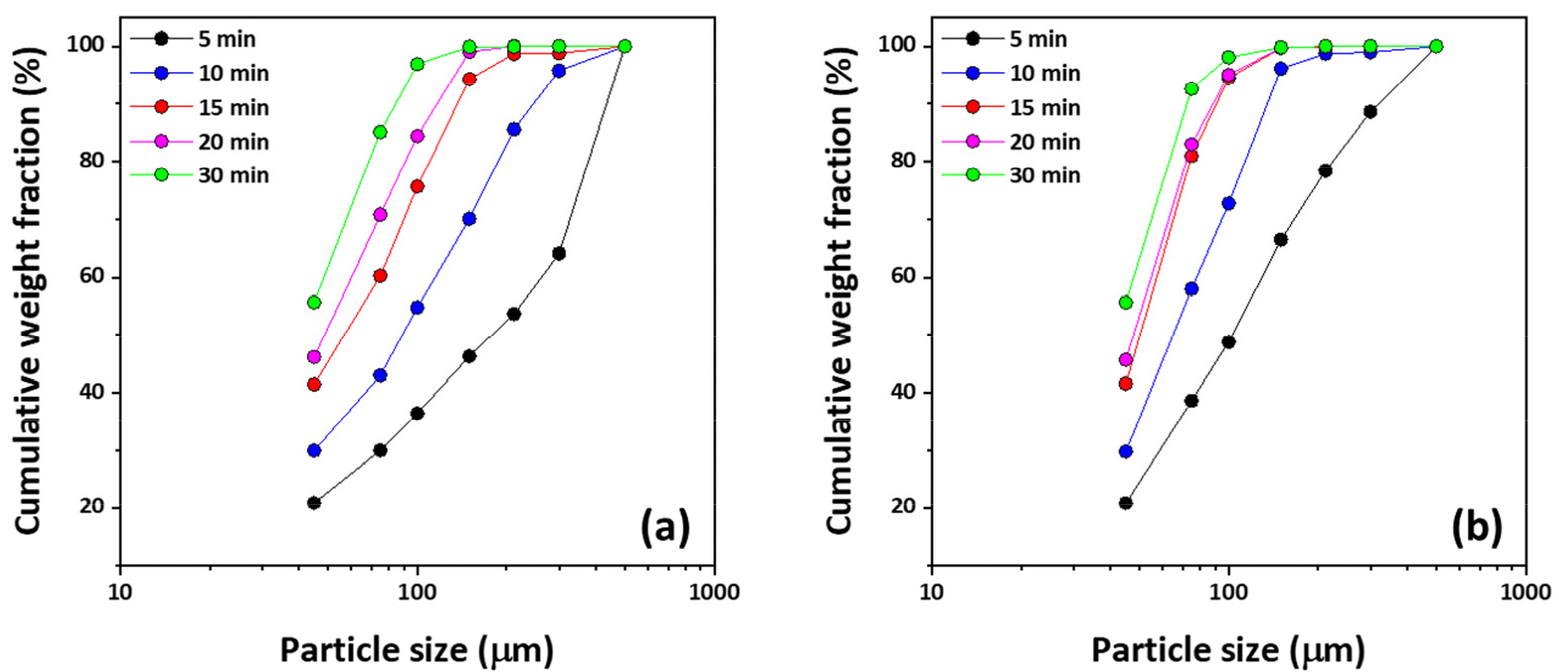
국내 저품위 흑연 원광 내 단체분리 향상을 위해 분쇄 실험을 수행하였다. 로드밀을 이용하여 파쇄 산물(조크러셔, 콘크러셔)을 5, 10, 15, 20 및 30분 동안 분쇄하였다. Fig. 4에 로드밀 분쇄 시간에 따른 입도 분포 그래프를 나타냈다. 분쇄시간 5, 10, 15, 20 및 30분 조건에서 GA 흑연광의 d80은 각각 373.49 μm, 186.48 μm, 110.08 μm, 91.28 μm 및 68.76 μm으로 확인되었다. 또한, GP 흑연광의 d80은 각각 224.00 μm, 113.63 μm, 74.13 μm, 71.32 μm 및 62.70 μm으로 확인되었다. 두 시료 모두 분쇄시간이 증가함에 따라 입도가 작아지는 것을 확인하였고, 동일한 분쇄 조건임에도 불구하고 분쇄시간에 관계없이 GA 흑연광이 GP 흑연광 보다 d80이 큰 것을 확인하였다.
3.3. 분쇄일지수 측정 결과
분쇄 시간에 따른 각 지역별 흑역광의 입도 분포에서 뚜렷한 차이가 나타났으며, 이러한 차이를 명확하게 확인하고자 분쇄일지수를 측정하였다. 분쇄일지수는 순환율이 250 %에 도달했을 때 산출할 수 있으며, 순환율(%)는 P1 망 위의 질량을 P1 망 아래의 질량으로 나누고 100을 곱하여 계산하였다. Tables 4와 5에 GA와 GP의 볼밀 회전수에 따른 P1 크기 이상의 질량, P1 크기 이하의 질량 및 흑연광의 분쇄능 측정결과를 나타냈다. GA 흑연광은 회전수 202회 조건에서 순환율 252 %에 도달하였으며, P80은 81.04 μm, Gbp는 1.4466으로 측정되었다. 이를 근거로 GA 흑연 원광의 분쇄일지수는 식 (5)를 통하여 13.25 kWh/t로 산출되었다. 반면 GP 흑연광은 회전수 135회에서 순환율 251 %에 도달하였고, P80은 87.60 μm, Gbp는 2.0618으로 확인되었으며, 분쇄일지수는 식 (6)를 통하여 11.15 kWh/t로 산출되었다.
Table 4
Calculated grindability of the GA graphite ore for estimating work index (Wi) (F80=3,177 μm, P1=106 μm)
Table 5
Calculated grindability of the GP graphite ore for estimating work index (Wi) (F80=1,756 μm, P1=106 μm)
본 연구에서 측정된 두 지역 흑연 원광의 분쇄일지수는 약 11–13 kWh/t로, 이는 기존 문헌에 보고된 값보다 현저히 낮은 수준으로 확인되었다. Wills and Finch(2015)19)는 흑연광의 분쇄일지수를 약 43.56 kWh/t, Adeoti et al.(2019)23)은 나이지리아 흑연광의 분쇄일지수를 39.77 kWh/t로 각각 보고하였다. 이러한 차이는 본 연구 대상 시료의 광물 조성에 기인한 것으로 판단된다. 즉, 본 연구의 흑연광은 목적광물인 흑연(graphite)보다 석영(quartz) 및 기타 맥석광물(gangue minerals)의 함량이 높아, 전체적인 분쇄 저항이 낮게 나타난 것으로 해석된다. 이는 선행연구에서 보고된 석영의 분쇄일지수 10.16–15.11 kWh/t24,25) 범위와 유사한 수준으로, 본 시료의 분쇄 거동이 흑연보다는 맥석광물의 물리적 특성에 더 크게 영향받았을 것으로 예상된다.
또한, 두 지역 흑연광의 분쇄일지수를 비교한 결과, GA 흑연광이 GP 흑연광보다 높은 분쇄일지수를 나타내며 상대적으로 분쇄 저항이 큰 것으로 확인되었다. 이러한 차이는 각 시료를 구성하는 광물 조성 차이로 판단된다. GA 흑연광은 판상형 광물인 백운모가 포함되어 전단응력(shear stress)에 대한 저항성이 크기 때문으로 해석된다. 반면, GP 흑연광은 석영과 녹렴석 등 취성(brittle) 광물이 우세하여 입자 파쇄가 상대적으로 용이하였으며, 이는 앞서 수행한 로드밀 분쇄 결과와 일치하는 경향을 보였다. 따라서 GA 흑연광은 GP 흑연광에 비해 분쇄 효율이 낮고, 동일한 에너지 투입 시 더 큰 입도를 형성하지만, GP 흑연광은 보다 미세한 입도를 형성할 수 있는 것을 확인하였다.
3.4. 국내 흑연광의 부유선별 결과
GA 및 GP 지역 흑연광의 로드밀 분쇄시간(5, 10, 15, 20 및 30분) 에 따라 얻어진 분쇄산물을 이용하여 기초 부유선별 실험을 수행하였으며, Fig. 5에 GA 및 GP 흑연 정광의 품위와 회수율 결과를 나타냈다. Fig. 5(a) 정광 품위 결과에서 알 수 있듯이 두 지역 흑연광 모두 분쇄 시간이 증가함에 따라 정광 품위가 증가하는 것을 확인하였다. 이는 분쇄 시간이 길어질수록 입자 크기가 감소하여 단체분리가 향상되었기 때문으로 판단된다. GA 및 GP 흑연광을 비교해보면 모든 분쇄 조건에서 GA 흑연광이 GP 흑연광보다 품위가 전체적으로 낮게 나타났다. Fig. 2와 3의 SEM 분석 결과에서 GA 흑연광의 결정크기가 GP 흑연광 보다 작게 분포하지만, 로드밀 분쇄 후 입자 크기는 GA 흑연광이 GP 흑연광 보다 크게 확인되었다. 결과적으로 GA 흑연광의 단체분리 효율이 GP 흑연광 보다 낮기 때문에 정광 품위가 낮게 나타난 것으로 판단된다.
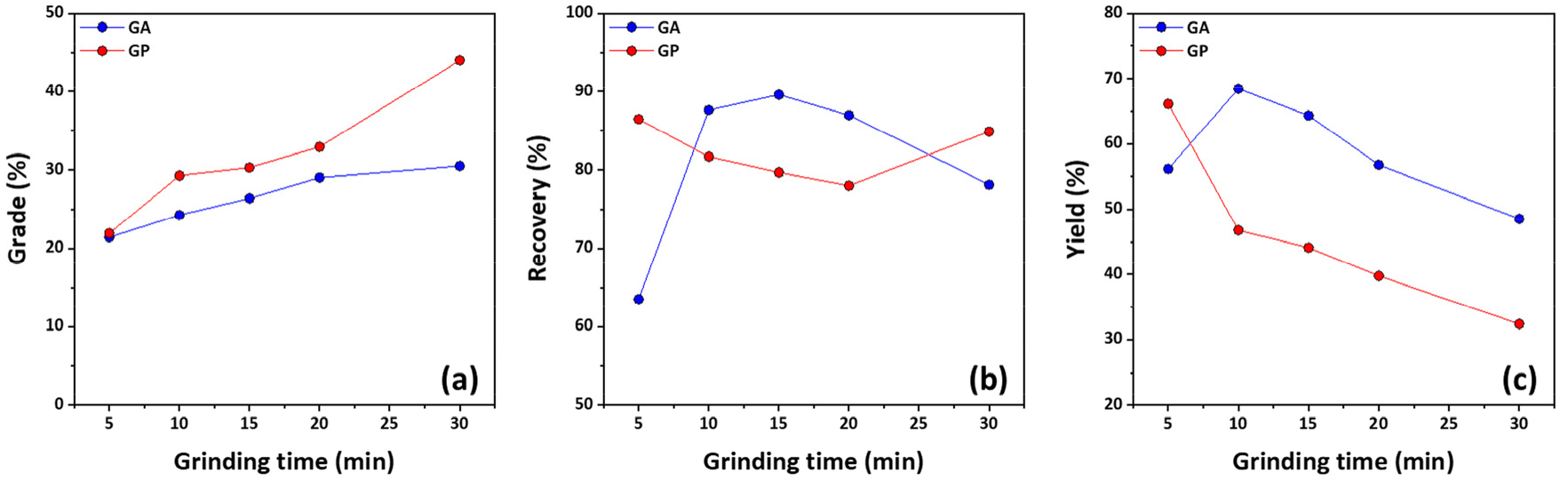
Fig. 5(b)는 GA 및 GP 흑연광의 로드밀 분쇄 시간에 따른 회수율을 나타난 결과이다. GA 흑연광의 경우, 분쇄 시간 5분에서 품위 21.45 %, 회수율 63.52 %로 낮게 나타났으나, 15분 조건에서 품위 26.42 %, 회수율 89.61 %로 크게 향상되었다. 이후 분쇄 시간이 20분 이상으로 증가함에 따라 품위는 최대 30.50 %까지 상승하였으나, 회수율은 86.98 %에서 78.14 %로 다시 감소하였다. 이러한 경향은 분쇄 초기(5분)에서 입자 크기가 커서 기포에 부착하여 부유하지 못하거나 단체분리가 충분히 이루어지지 않았기 때문이며, 반대로 20분 이후부터 회수율이 다시 감소하는 이유는 과도한 분쇄로 인해 생성된 미립자가 기포와의 부착 효율이 낮아져 Fig. 5(c) 결과에서 알 수 있듯이 수율 의 수율(Yield)감소하여 나타난 결과로 판단된다.
GP 흑연광은 분쇄 초기(5분)부터 회수율이 86.46 %로 높게 나타났으며, 분쇄 10~20분 구간에서는 품위가 29.29~32.92 %로 증가하는 동안 회수율은 81.67~78.03 %로 완만히 감소하였다. 30분 조건에서는 품위가 43.99 %로 급격히 상승한 반면, 회수율을 84.87 %로 다시 증가하는 독특한 경향을 보였다. 이는 분쇄 5분 조건에서 정광 수율이 약 66 %로 가장 높고 품위는 약 22 %로 가장 낮게 나타나, 단체분리가 충분하지 않은 상태에서 흑연과 맥석이 함께 부유된 것으로 판단된다. 또한, 분쇄 시간이 증가함에 따라 석영과 녹렴석 등 취성광물이 우선적으로 미립화되어 정광으로 동반되는 맥석 비율이 감소하고, 흑연과 맥석 간 분리가 점차적으로 향상되면서 정광 수율은 감소하는 반면 품위는 지속적으로 증가한 것으로 보인다. 특히 30분 조건에서는 정광 수율이 약 32 % 수준으로 5분 대비 크게 줄어들었음에도 불구하고 회수율이 약 85 %로 5분 조건(약 86 %)과 유사한 값을 유지하였다. 이는 장시간 분쇄에 의해 흑연의 단체분리는 증가하지만 흑연의 입자크기는 유지되면서 기포와 부착이 잘 일어나지만, 미립화된 맥석은 상대적으로 기포와의 부착 효율이 낮아 정광으로 동반되는 비율은 감소하기 때문으로 해석된다. 따라서 GP 흑연광에서 분쇄 시간 증가에 따라 품위와 회수율이 동시에 양호한 수준을 유지하는 거동은, 취성 맥석광물과 상대적으로 큰 흑연 결정 크기에 기인한 광물학적 특성으로 판단된다.
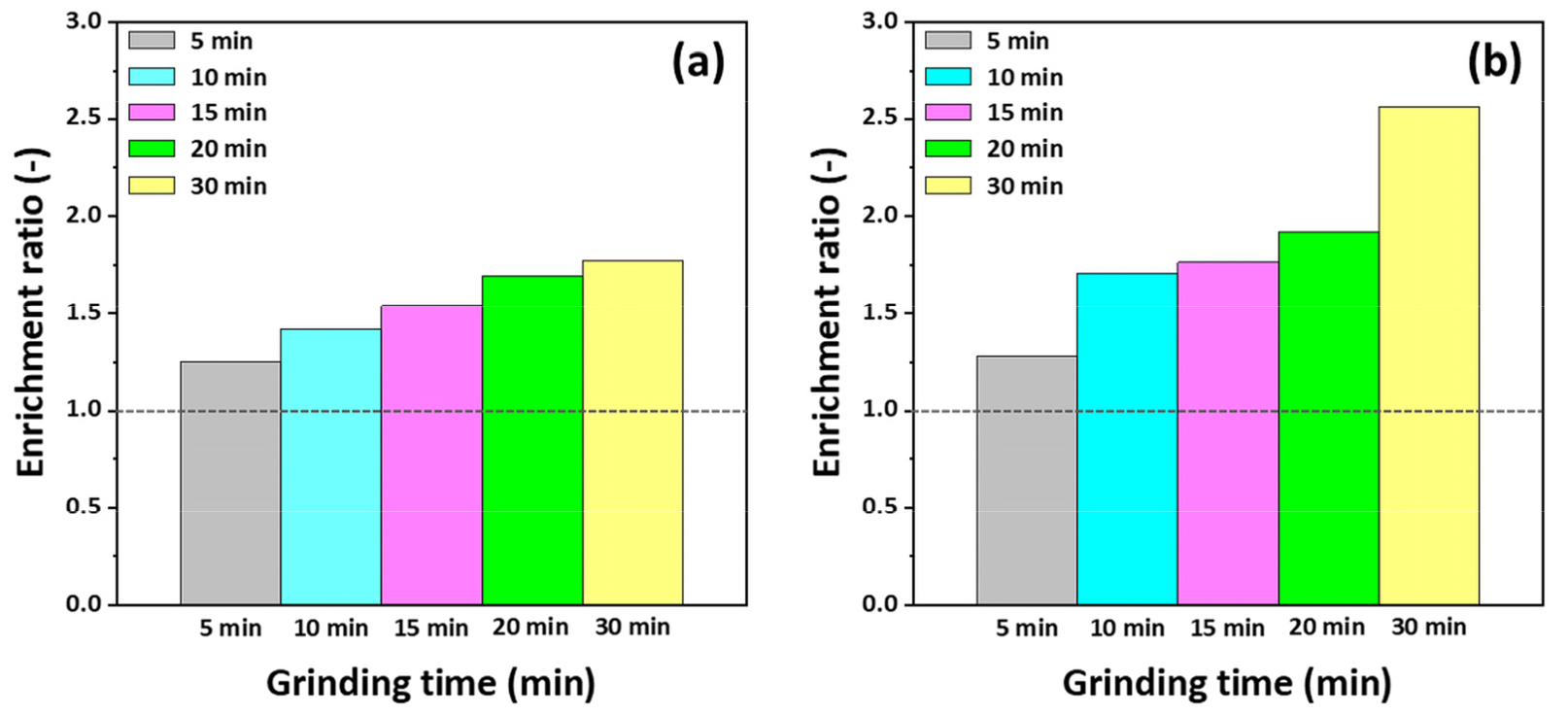
Fig. 6은 두 지역 흑연광의 분쇄 시간에 따른 부광비(enrichment ratio)를 나타낸 결과이다. 두 시료 모두 분쇄 시간이 증가할수록 부광비가 높아졌으며, 분쇄시간 5분과 30분 비교시 GA 흑연광은 부광비 1.24에서 1.77, GP 흑연광은 1.27에서 2.56으로 증가하였다. 특히 GP 흑연광은 분쇄시간 30분 조건에서 가장 높은 부광비를 보였는데, 이는 분쇄과정에서 흑연이 맥석으로부터 효과적으로 분리되어 정광 내 탄소 함량이 증가했기 때문이다. 따라서, 분쇄 시간이 증가함에 따라 두 지역 흑연광 모두 정광의 품위와 부광비가 향상되었고, 특히, GP 흑연광의 경우 상대적으로 높은 분쇄 효율과 큰 결정크기로 인해 부유선별 효율이 우수한 것으로 판단된다. 결론적으로 퓸위를 기준으로 GA 흑연광은 분쇄 시간 15분, GP 흑연광은 분쇄 시간 30분 조건에서 부유선별 효율이 가장 높게 나타났으며, 이는 흑연 및 맥성광물의 조성차이는 분쇄 산물의 입도 특성에 직접적인 영향을 미치며26), 이러한 분쇄 거동의 차이는 부유선별 효율에 큰 영향을 미치는 것으로 확인되었다.
본 연구에서는 분쇄 시간 증가에 따라 GA와 GP 시료 모두에서 정광 품위가 향상되는 경향을 확인하였으며, 이러한 거동은 흑연과 맥석 간 단체분리의 증가와 밀접한 관련이 있는 것으로 판단된다. 비록 본 연구에서 분쇄 시간별 단체분리도를 SEM-EDS 또는 MLA와 같은 방법으로 평가하지는 않았으나, SEM–EDS 분석에서 관찰된 광물 분포, 분쇄시간에 따른 입도 분포 및 부유선별 결과를 종합적으로 고려할 때, 분쇄에 의해 단체분리가 점차적으로 향상되는 경향을 추정할 수 있다. 특히 GP 시료의 경우 취성광물이 우세하여 분쇄 시 흑연과 맥석의 분리가 보다 신속하게 이루어지는 반면, GA 시료는 판상 광물 비중이 높아 단체분리가 상대적으로 낮은 경향을 보였다. 향후 연구에서는 흑연광의 분쇄 및 부유선별 결과를 보다 정량적으로 규명하기 위해, SEM-EDS 또는 MLA분석을 통한 단체분리를 평가하여 광종별 단체분리 특성과 부유선별 성능 간의 상관관계를 보다 정밀하게 해석할 필요가 있다.
4. 결 론
본 연구에서는 국내 저품위 흑연 원광의 부유선별 공정 최적화를 위한 기초 선광 특성 평가를 수행하였으며, 이에 대한 결론은 다음과 같다. 두 지역에서 채취한 금암(GA) 및 가평(GP) 흑연광의 총 탄소함량(GA 19.35 %, GP 17.17 %)로 거의 차이가 없는 것을 확인하였고, XRF 및 XRD 분석을 통해 광물학적 특성을 비교한 결과, 두 시료 모두 흑연을 주요 목적광물로 함유하였으나, GA 흑연광은 석영과 백운모가, GP 흑연광은 석영과 녹렴석이 우세하게 존재하여 서로 다른 광물 조성을 보였다. SEM-EDS 분석 결과, GA 흑연광의 평균 결정 크기는 82±47 μm, GP 흑연광은 97±47 μm로 확인되어, GP 시료가 상대적으로 결정이 크고 단체분리에 유리한 구조를 나타냈다. 로드밀을 이용한 분쇄 실험 결과, 동일한 분쇄 조건에서도 GA 흑연광이 GP 흑연광보다 상대적으로 큰 입도를 나타내었으며, 분쇄일지수 측정 결과에서도 GA 및 GP 흑연광은 각각 13.25 kWh/t 및 11.15 kWh/t로 산출되어, 로드밀 분쇄 경향과 일치하며 두 지역 흑연광을 구성하는 광물 조성에 따른 차이로 판단하였다. 부유선별 실험 결과, 분쇄 시간이 증가함에 따라 두 시료 모두 정광의 품위 향상되는 경향을 보였다. GA 흑연광은 분쇄 시간 15 분에서 품위 26.42 %, 회수율 89.61 %로 최적 조건을 보였으며, GP 흑연광은 30분에서 품위 43.99 %, 회수율 84.87 %로 최고 성능을 나타냈다. 결론적으로, GA 및 GP 지역의 흑연광은 광물학적 조성 및 결정크기의 차이에 따라 분쇄 거동 및 부유선별 효율이 다르게 나타났으며, 특히 GP 흑연광은 상대적으로 낮은 에너지 투입으로 고품위 정광을 얻을 수 있는 잠재력을 보였다. 따라서, 본 연구를 기반으로 국내 저품위 흑연 원광의 선광공정 설계 및 고품위 정광 생산을 위한 기초 자료로 활용될 수 있을 것으로 기대된다. 또한 향후 연구에서는 맥석광물의 특성에 따라 시약 조건(억제제, 포수제, 기포제 등)을 다양하게 변화시켜 고품위 흑연 회수를 위한 연구를 수행할 계획이다.
