

1. 서 론
주석은 전성, 연성, 내식성, 주조성이 우수한 전이금속으로 철, 강철, 구리 등 금속표면 도금에 가장 많이 사용되고 전기․전자제품의 땜납, 열 교환기 그리고 디스플레이 투명전극과 원자로용 첨단 합금소재, MRI용 초전도자석 재료1,2,3,4,5)로도 사용되고 있는 전략적 소재이다. 그러나 이러한 중요성에 비해 국내 자급화가 부족한 자원으로 2017년 기준 전 세계 생산량 36만톤 중 1.3만톤을 국내에서 소비하고 있지만 국내 생산량은 전체의 4%에도 미치지 못하고 거의 수입에 의존하고 있는 실정이다. International Tin Research Institute에서는 세계 공급량의 약 27%를 재활용 주석으로 추정하고 약 10만 톤을 예상하고 있지만, 국내의 경우 폐주석산화물로부터 주석을 정련하고 재활용하는 기술과 시스템은 기초적 수준에 머물러 있다6). 이를 극복하기 위해 폐주석의 정련기술을 개발하고 재활용 시스템을 구축하여 해외 의존성이 높은 부존자원의 자립도를 높일 필요가 있다7,8,9).
폐주석의 회수기술은 코크스와 같은 고체 환원제를 고온반응으로 환원하는 건식환원법과 주석슬러지, 도금 폐액으로부터 화학반응을 통해 회수하는 습식환원법이 일반적으로 사용되고 있으나, 코크스를 이용하는 건식환원법의 경우 1,300℃ 이상의 고온반응, hard head형성, 고체간 반응에서 발생하는 폐기성 슬래그 그리고 염기성 내화물에 의한 주석 손실 등의 문제를 안고 있고, 습식환원기술은 반응 후 폐액발생으로 인한 환경오염문제를 안고 있어 환경오염저감과 경제성을 갖는 주석의 회수기술 및 시스템의 개발이 필요한 상황이다. 주석회수 기술에 대한 연구는 국내에서 활발히 추진되고 있지만 환원 및 회수방법에서 약 85% 이상이 습식환원방법6)에 의한 기술로 건식환원에 대한 연구는 관심도가 낮은 상황이다. 최근 Ha10,11)와 Han12)은 천연가스를 이용한 폐주석의 환원기술에 대한 연구를 수행하여 반응메커니즘을 규명하고 천연가스 건식환원기술의 가능성을 검증하였다. 그러나 높은 회수율을 확보할 수 있고 발생부산물의 환경문제 개선이 가능한 건식환원 기술은 연구단계로 엔지니어링 기술과의 연계를 통해 상용화 기술로의 연구가 필요하다.
본 연구에서는 이산화탄소의 배출문제, 낮은 회수효율, 환경오염 슬래그 발생 등 건식과 습식환원기술에서의 문제점을 보완하고 부산물로 수소가스를 생산할 수 있는 천연가스기반 건식환원 시스템을 구축하여 상용화 엔지니어링 기술을 정립하였으며, 메탄가스를 이용한 건식환원 실험을 수행하여 주석의 회수효율과 반응생성물 분석을 통해 건식환원시스템을 검증하였다.
2. 실험방법
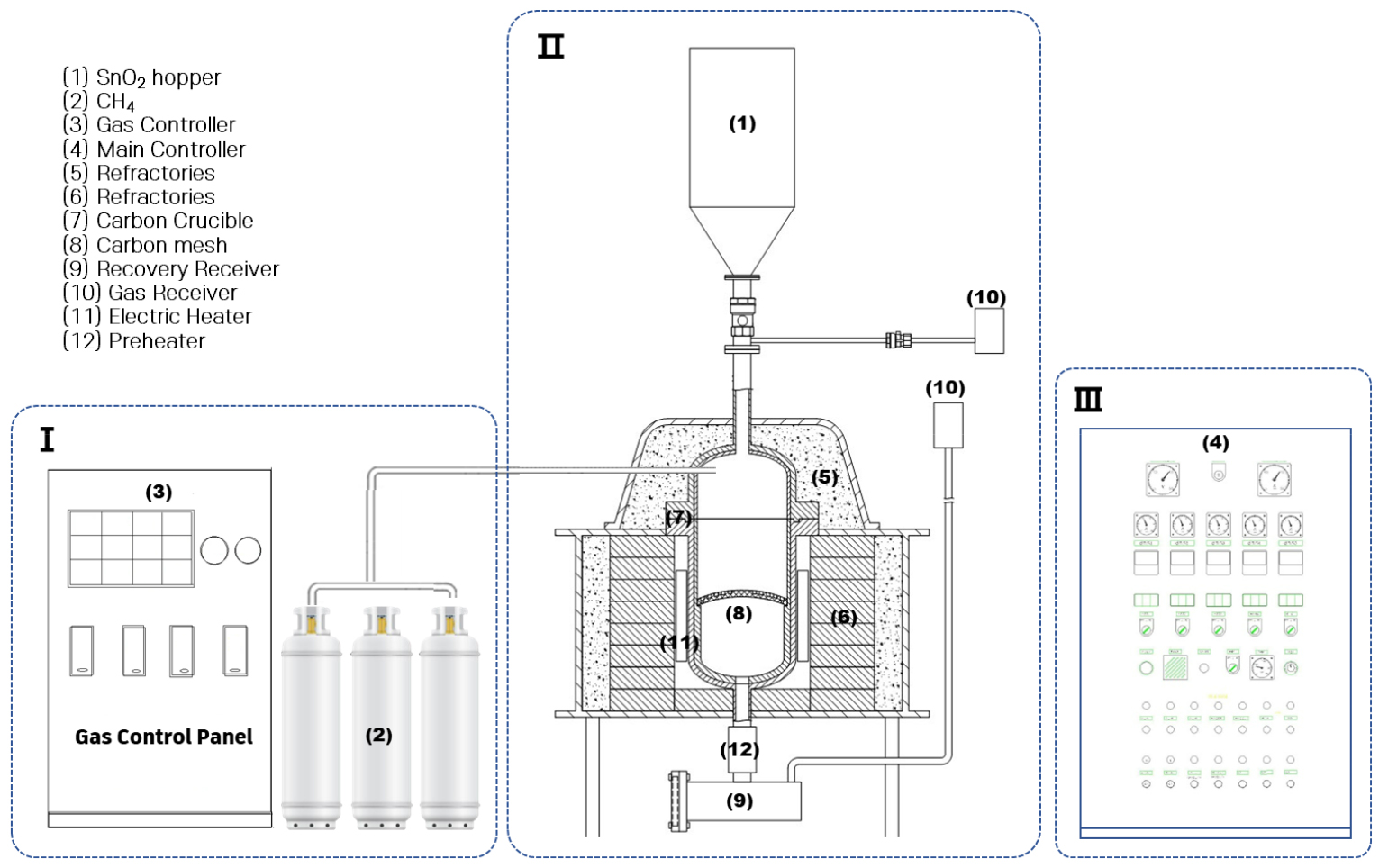
천연가스 건식환원장치는 Fig. 1에 도시된 바와 같이 크게 가스량 제어 및 공급하는 가스공급장치, 환원로, 가열장치 및 제어기로 구성되어 있다. 환원로는 continues vertical type으로 정량공급이 가능하도록 구성하고 환원가스 공급라인은 상부 투입, 하부 배가스 토출 방식과 공급라인 예열장치를 적용하였다. 환원로는 회수주석의 젖음성으로 인한 도가니 파손 방지를 위해 무정형 카본블록(Graphite, G347, Density : 1.85g/cm3)을 내용적 3,980cm3, 두께 15mm, 높이 610mm, 폭 270mm의 원통형으로 구성하고 회수 주석과 고형 반응물 분리를 위해 환원로 도가니 하부 1/3 지점에 무정형 카본블럭 mesh를 설치하였으며, 용탕배관을 통해 용융주석이 흘러나올 때 유동성을 증가시키기 위해 배관외부에 가열장치(세라믹히터, Max. 600℃)를 적용하고 점검창을 설치하였다. 환원온도 부여를 위한 히팅장치는 전기히팅(세라믹히터) 방식으로 최대 1,200℃온도 가열이 가능하도록 구성하였다.
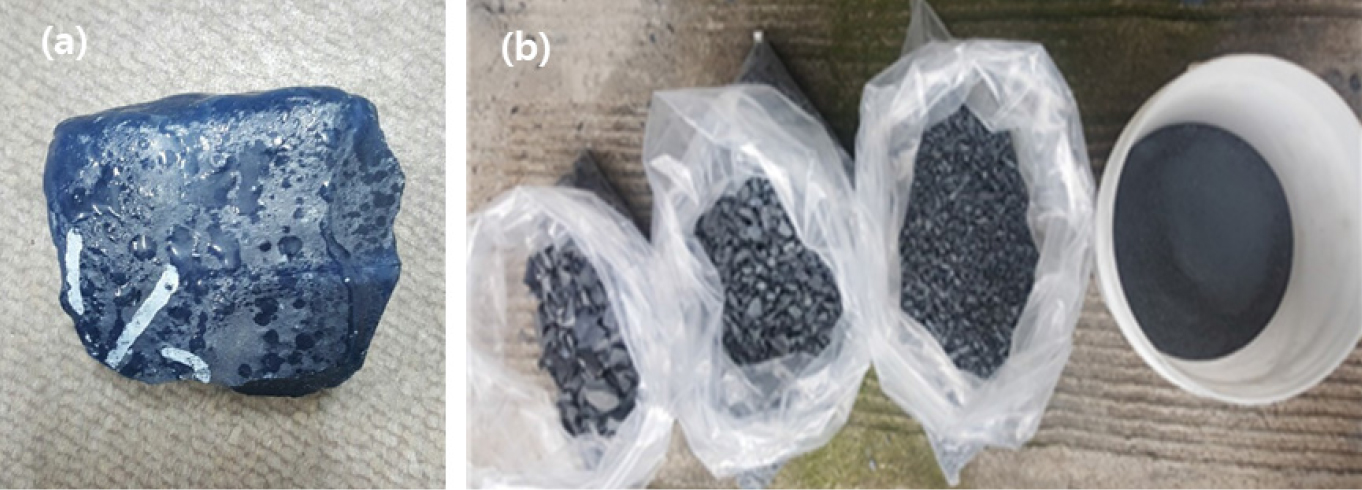
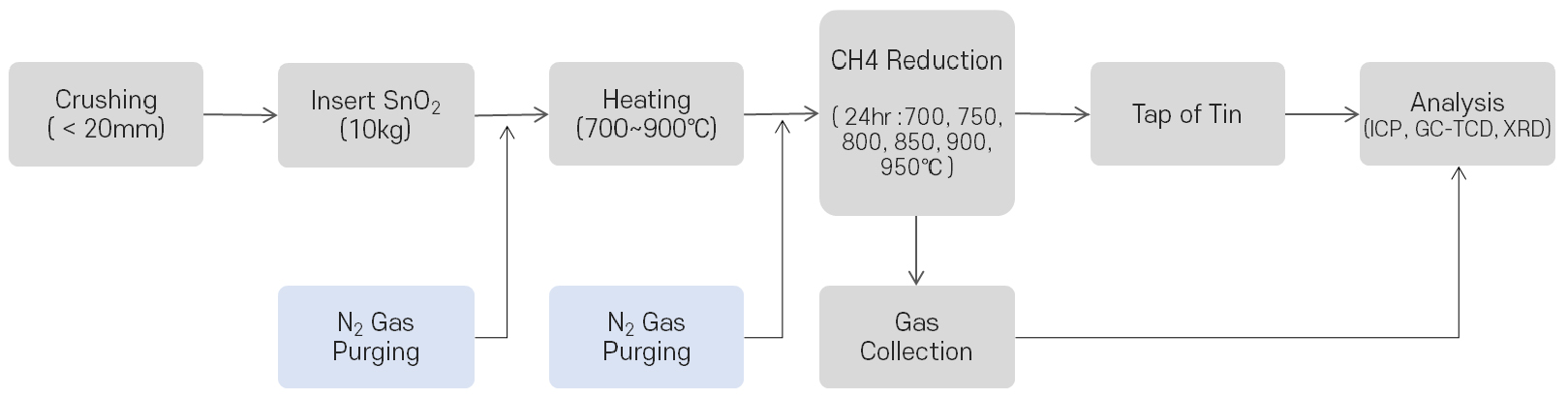
본 연구에 사용된 시료는 건축용 유리생산공정에서 유리의 평활도 제어를 위해 사용하는 주석욕조에서 발생하는 고상의 폐주석산화물을 Fig. 2와 같이 분쇄하여 사용하였다. 분쇄한 주석산화물은 반응로 상부의 저장호퍼에서 10kg을 환원로로 공급한 후 질소 퍼징하였다. 반응로를 가열하여 500℃에 도달하면 가열 중 발생된 도가니 속 증발 수분을 제거하기 위해 2차 질소 퍼징을 하였으며, Fig. 3 순서와 같이 700~950℃의 환원온도에 도달하면 상부에 설치된 배관을 통해 가스봄베로부터 메탄가스(CH4)를 공급하여 환원반응을 24시간 수행하고 반응결과물을 회수하였다. 가스환원공정은 메탄가스 기반 건식환원공정을 확립하기 위해 환원온도를 700~950℃, 가스투입량은 SnO2의 몰량에 따른 가스 공급량으로 2~5몰 조건으로 투입하여 가스 공급량에 따른 환원거동과 환원온도에 따른 반응 거동을 조사하였다. 메탄가스 환원공정은 Ha10)의 연구에서 500℃부터 시작되는 것으로 보고되고 있으나 환원로 온도 균일도 및 발생가스 안전화를 고려하여 환원온도를 700~950℃, 메탄공급량을 2~5mol(2~4sccm)로 설정하고 실험을 진행하였다. 환원 반응 후 회수된 기상/고상 생성물은 ICP분석(유도결합플라즈마 방출 분석기, nductive coupled plasma spectrometer, Perkin Elmer사 Optima 4300 DV), 가스크로마트그래피 분석(GC-TCD)을 수행하였다.
3. 결과 및 고찰
천연가스 건식환원 공정에 사용한 투입원료와 반응 후 회수주석의 조성을 파악하기 위해 ICP(유도결합플라즈마방출) 결과를 Table 1에 나타내었다. 투입원료의 성분은 주석이 73.66%로 가장 높은 함량을 보였고, 불순물로 Sb 0.58%, Cu 0.45%, Fe 0.15%, Pb 0.04%, 나머지는 O로 나타났다. 회수주석은 환원반응온도 800℃, 메탄가스 공급량 4sccm의 조건으로 회수된 주석을 대상으로 분석하였다. 회수주석의 성분 조성은 Sn 99.37%, 불순물인 Sb 0.40%, Cu 0.17%, Fe 0.05%, Pb 0.01의 함량을 보였고 코크스 건식환원의 환원율인 98%13)보다 높은 순도의 회수율을 보였다. 메탄가스 건식환원시스템으로 회수된 주석의 회수율을 기반으로 메탄가스 공급량, 환원온도별 반응을 분석하였다.
Table 1.
The Chemical composition of Tin oxide & recovered Tin (Unit : %)
| Composition | Sn | Sb | Cu | Fe | Pb | O |
| Tin Oxide | 73.66 | 0.58 | 0.45 | 0.15 | 0.04 | Bal. |
| Recovery Tin | 99.37 | 0.40 | 0.17 | 0.05 | 0.01 | - |
3.1. 메탄가스 공급량에 따른 환원반응 거동
메탄가스 건식환원은 아래의 식 (1)과 같은 화학반응을 통해 주석과 산소가 분리되어 금속주석을 회수하는 공정으로 주석산화물과 환원제인 메탄가스의 반응 비율이 금속주석 회수효율을 결정하는 중요한 반응요소이다.
Fig. 4는 메탄가스 건식환원 시스템에서 메탄가스 공급량에 따른 주석 회수 거동을 파악하기 위해 메탄가스 투입량을 2sccm, 2.5sccm, 3ssccm, 3.5sccm, 4sccm의 5조건으로 실험한 결과를 보여주고 있다. 700℃온도에서 메탄가스를 2.0sccm 공급하였을 때 87.0%의 회수율을 얻었으며, 회수율은 메탄가스공급량의 증가량과 비례적인 경향을 보여 메탄공급량이 최대인 4sccm에서 91.7%의 가장 높은 회수율을 보였다. 또한, 반응온도를 800℃, 900℃로 조정하여 메탄가스 공급량에 따른 회수 경향을 분석하였으며, Table 2에 나타내었다. 메탄가스 공급량이 증가할수록 두 조건에서 모두 회수율이 증가하는 경향을 보였으나, 800℃ 이상에서는 가스투입량에 따른 회수율의 차이가 감소하는 결과를 나타내었다. 700℃ 환원온도에서는 메탄가스의 투입량이 높을수록 회수율이 높아지는 경향을 보였으며, 800℃, 900℃ 환원온도에서는 메탄가스 투입량과 회수율이 대체적으로 비례하는 결과를 보였다. 이는 온도가 높아질수록 메탄의 activity가 높아짐에 따른 결과로 판단된다. 700℃에서의 회수율은 메탄가스의 투입량의 증가에 따라 회수율이 약 5%의 차이를 보이는데 반해 800℃이상에서는 약 1.5% 이내로 감소하는 것을 보였다. 또한 800℃, 3.5sccm과 4sccm 조건에서 가장 높은 약 97.3%의 회수율을 보이는데 900℃에서는 95% 회수율로 2%정도 낮은 회수율을 보였다. 모든 실험조건에서 메탄가스 투입량이 증가할수록 회수효율이 높아지는 결과를 보였으며, 이는 Ha10)의 전산시뮬레이션 연구결과와도 유사한 결과로 메탄가스 공급량이 주석산화물 1몰 대비 5몰일 때 생성가스에서 수소비율이 가장 높다는 결과로부터 4sccm의 메탄공급량이 주석환원반응조건으로 최적임을 확인하였다.
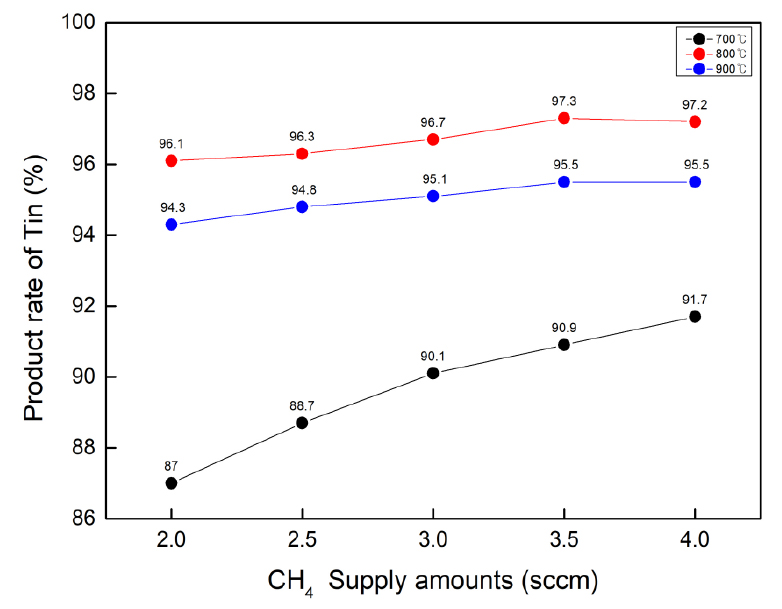
Table 2.
The Chemical composition of Tin oxide & recovered Tin
3.2. 환원온도에 따른 반응 거동
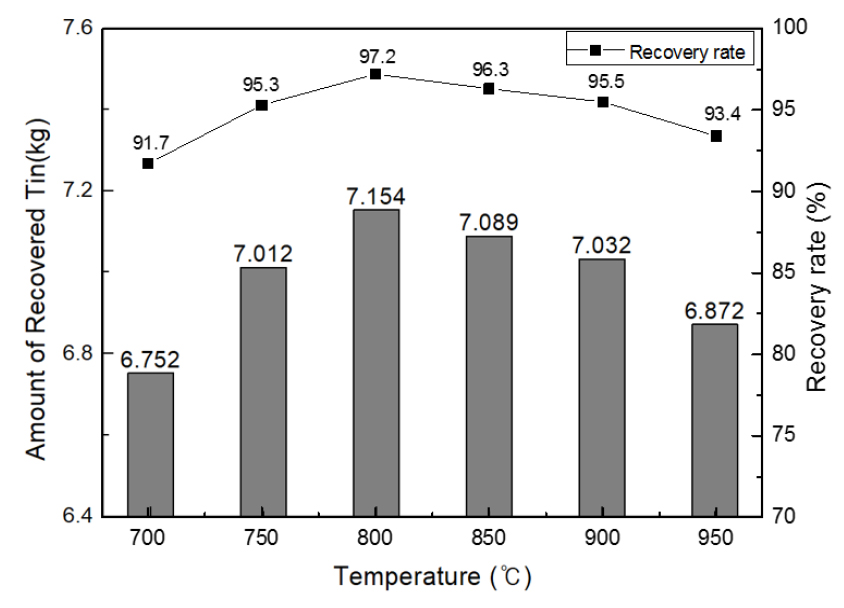
환원 반응온도는 500~600℃ 반응 시작온도를 기준으로 하여 700℃부터 환원반응 조건으로 선정하고 950℃범위까지 50℃간격으로 메탄가스를 4sccm의 양으로 공급하여 환원반응을 각각 2회에 걸쳐 수행하였다. Table 2에서와 같이 700℃ 온도에서 회수량은 6.75kg이 회수되어 91.7%의 회수율로 가장 낮은 회수율을 보였으며, 800℃에서 97.2%의 회수율로 가장 높은 수치를 보였다. 그러나 Fig. 5와 같이 온도가 800℃보다 높아질수록 회수율이 낮아지는 경향을 보였다.
이러한 경향은 메탄가스를 이용한 주석산화물의 환원반응의 경우 SnO2 → SnO → Sn으로 단계적으로 환원되며 환원온도 800℃이상으로 증가할수록 SnO의 휘발손실 발생에 대한 지질자원연구소의 연구결과13)와 동일한 결과로 SnO의 기상 휘발에 기인함을 알 수 있다. 이를 통해 환원온도가 800℃ 이상으로 올라갈수록 회수주석의효율이 떨어지는 것을 알 수 있으며, 이러한 결과로 천연가스로 메탄가스를 공급하는 건식환원공정의 최적 운전온도는 800℃임을 확인하였다.
3.3. 발생가스 분석
본 연구에서 구축한 천연가스 건식환원시스템은 이산화탄소의 배출문제, 낮은 회수효율, 환경오염 슬래그 발생등의 기 건식환원에서 발생하는 문제점을 개선하는 엔지니어링 연계도 중요한 연구의 목표였다. 이에 천연가스 건식환원시스템의 주석회수효율과 함께 발생부산물의 성분 및 상태 분석을 통해 시스템의 가능성을 검증하였다.
환원반응에 따른 발생가스 분석을 위해 800℃, 4sccm의 환원조건에서 반응시간 20hr경과 후 반응로 하부 출탕구에 설치된 배기가스 배출라인을 통해 배기가스를 포집하여 가스비율을 분석하였다. 출탕구 배기가스는 환원반응시 상부 가스공급으로 인한 내압 증가로 반응시 배출되는 반응 후 가스의 비율을 확인하고자 하였다. 반응 후 생성가스의 분석결과를 Table 3에 나타내었다.
Table 3.
Molecular concentration of the gas-phase product from the CH4 reduction of SnO2 analyzed using gas chromatography
| Molecule | H2 | CO | CO2 | CH4 |
|
Exhaust Gas Concentration (%) | 23.04 | 14.82 | 4.41 | 57.73 |
800℃ 환원온도에서 환원 반응 후 출탕구 배가스라인에서 포집한 배가스는 수소함량이 23.04%, 일산화탄소 14.82%, 이산화탄소 4.41% 그리고 미반응 메탄가스가 57.73%의 결과를 보여 미반응된 메탄가스를 제외하고 수소, 일산화탄소, 이산화탄소로 존재함을 확인하였다.
이는 주석산화물의 환원반응은 식 (1)에 의해 이루어지고 SnO2 → SnO → Sn의 2단계 환원반응으로 이루어지며 SnO2가 환원되면서 초기에는 수증기가 생성되고 수증기와 함께 이산화탄소의 생성량이 증가하고 주석산화물의 환원이 종료되면 반응 후 기체상은 H2, CO, CO2로 존재한다는 Ha10)의 시뮬레이션결과와 일치하는 결과이다. 일정시간이 경과 후 주석산화물의 주석 환원이 완료되면 H2O + CO2 + 2CH4 → 5H2 + 3CO 반응에 의해 수증기와 이산화탄소가 수소와 일산화탄소로 전환되었음을 확인할 수 있었다. 그러나 Han12)의 연구에서 메탄몰비 4몰 반응온도 1,000℃의 환원분위기에서 생성가스 중 수소함량이 80%에 도달할 것이라고 예측한 시뮬레이션 결과와 비교할 때 낮은 결과를 보였으며, 반응온도 800℃의 낮은 반응온도에서 생성가스 안정화 부족으로 판단된다.
또한 배기가스의 메탄가스 전환율을 분석하여 Table 4에 나타내었으며, 메탄가스 전환율은 16.6%로 나타났다.
4. 결 론
본 연구에서는 천연가스인 CH4를 이용하여 SnO2를 회수하는 건식환원공정에 대하여 연구하였으며, 가스환원공정을 위한 건식환원 시스템을 설계하여 제작하고 환원공정을 수행하여 시스템을 정립하였다. 또한, 개발한 환원시스템으로부터 환원가스의 공급량, 환원온도의 변수를 통해 환원공정 연구를 수행하였으며, 다음과 같은 결과를 얻을 수 있었다.
(1)천연가스 건식환원시스템은 내용적 4ℓ, 투입원료기준 20kg 운전이 가능한 Vertical type의 무정형 카본도가니를 포함하고 반응로 환원가스의 상부 취입, 하부 토출 방식과 무정형 도가니 간접가열방식을 적용하여 설계, 제작함으로써 시스템을 정립하였다.
(2)환원반응에 영향을 미치는 가장 중요한 제어요소는 환원온도와 투입가스 주석산화물간의 비율임을 확인하였으며, 환원제인 천연가스의 투입량 조절 실험 결과로부터 주석산화물 10kg 환원공정 조건에서 모든 반응온도 조건에서 투입가스량이 증가할수록 회수율이 높아지는 결과를 얻었으며, 10kg, 24hr 기준 4sccm의 가스투입량이 가장 높은 회수율을 보였다.
(3)환원온도는 800℃에서 97.2%의 가장 높은 회수율을 보였으나, 반응부산물인 생성가스의 안정화가 낮으므로 SnO의 비산에 의한 회수량 손실을 억제하여 1,000℃정도의 고온환원에 의한 높은 회수효율 확보와 가스분율 안정화가 필요함을 확인하였다.
(4)환원공정 발생 가스분석결과 반응생성물 H2, CO, CO2가 존재하고 미반응가스 CH4, N2가 잔류함을 보였다. 또한, 하부 토출 가스에서 수소는 23% 비중을 차지하여 16.6% 메탄가스 수소전환율을 보여 수소에너지 생산기술로의 가능성을 확인하였다.
