

1. 서 론
2. 시료 및 실험 방법
2.1. 대상 시료
2.2. 입도 및 형상/성분 분석
2.3. 파분쇄 메커니즘
2.4. 분쇄 상수 도출을 위한 PBM(Population Balance Model)
3. 결과 및 고찰
3.1. 블랙 매스(black mass) 회수 공정 분석
3.2. 블랙 매스 (black mass) 입자의 형상 및 특성 분석
3.3. 2종 혼합물의 수학적 분쇄 모델링
4. 결 과
1. 서 론
지구의 기후 변화에 따른 다양한 환경 보존 및 탄소 중립의 노력에 맞물려 이차전지인 리튬이온 배터리의 수요가 급증하고 있으며, 리튬이온 배터리 시장 보고서에 따르면 2030년까지 매년 18.5%의 성장을 기록할 전망이다1). 특히 기존의 전자기기 사용을 넘어 전기차 등 다양한 운송 수단에서도 이차전지의 수요가 급증하고 있으며1), 대부분의 자동차 제조업체에서 2040년 이내 내연기관 자동차 생산을 중단한다는 발표와 함께 전기차의 생산이 2022년부터 2027년까지 매년 16.8%씩 증가될 것으로 예측되고 있어, 이차전지의 수요 및 전 세계로의 보급은 더욱 가속화될 전망이다2). 이러한 이차전지의 급격한 보급은 전지의 사용 기간이 지난 후 발생하는 폐이차전지의 발생량도 자연스럽게 증가할 전망이며3), 폐이차전지를 구성하는 유용한 자원의 재활용 또는 재사용이 자원 활용에 있어 중요한 이슈로 부각되고 있다.
폐이차전지를 재활용하기 위한 연구는 1990년대 후반부터 지속적으로 이루어져 왔으며, 주로 양극 활물질의 원료로 사용되는 Ni, Co, Mn, Li 등 유용자원의 회수에 대한 연구가 주를 이루었다4,5,6,7,8). 특히 배터리를 구성하는 양극/음극 활물질인 블랙 매스(black mass)로부터 Ni, Co, Mn 등을 회수하기 위한 습식 침출 연구가 진행되었다9,10,11). 블랙 매스의 습식 침출 연구는 현재 상용화 단계에 이르렀으며, 국내외 여러 회사에서 블랙 매스로부터 배터리 원료를 생산하고 판매가 이루어지고 있다. 최근에 이르러서는 기존의 양극 활물질로부터 주요 금속 자원만을 추출하는 연구 기조에서 벗어나 그동안 폐기물로 여겨졌던 블랙 매스 내 음극 활물질인 흑연(Graphite)를 회수하여 재활용하기 위한 연구도 진행되고 있으며12), 블랙 매스 내 양극 또는 음극 활물질을 분리하고 기능성을 다시 부여하여 그 자체로 배터리 제조 원료로 사용하기 위한 직접 재활용(direct recycling) 연구도 많은 관심을 받고 있다8,9,10,11,12,13).
폐이차전지로부터 블랙 매스를 회수하기 위해서는 우선 폐배터리의 수집, 방전, 해체, 파쇄, 선별, 분급 등 여러 단계의 전처리 공정이 필요하며, 블랙 매스로부터 유가 자원 회수 기술이 성숙도가 향상된 최근에는 그 동안 상대적으로 관심을 받지 못했던 전처리 공정의 효율 향상도 많은 관심을 받고 있다3). 여러 전처리 공정 중 블랙 매스를 실질적으로 회수하는 공정은 파쇄/분급이라고 할 수 있으며, 화재 및 폭발 등 안정성의 문제가 있는 폐배터리의 특성상 파쇄/분급 공정의 중요성은 더욱 커져가고 있다. 그 동안의 배터리 파분쇄 관련 연구를 살펴보면 폐배터리를 대상으로 건식과 습식 파쇄기를 통해 생산된 파쇄산물의 입도 및 형상을 분석하거나14), 전단력이 주요 파쇄 매커니즘으로 작용하는 파쇄기를 대상으로 여러 실험 조건에 따라 발생하는 산물의 입도를 분석하였다15). 또한 파쇄된 산물을 입도별로 나누어 금속 성분들의 분포를 확인하거나16), 공기 유동에 따라 배터리 파쇄물의 선별 특성을 확인하는 연구가 진행되었다17). 이렇듯 배터리를 대상으로 파쇄 및 분급 특성을 분석한 기존 연구는 진행되어왔으나, 블랙 매스 생산 공정을 대상으로 파쇄/분급 공정에서 발생하는 산물들의 입도 및 특성을 분석한 사례는 찾기 어렵다.
따라서 본 연구에서는 블랙 매스 회수를 위한 전처리 공정 중 파쇄/분급 공정에 대한 공정 분석을 실시하였으며, 공정의 흐름에 따라 발생하는 단계별 블랙 매스의 입도 및 형상 특성을 확인하였다. 블랙 매스 회수 공정 분석은 배터리에서 가장 높은 부가가치를 갖는 활물질의 회수율을 향상시키기 위함이며, 후속 공정의 원료로 활용될 블랙 매스의 특성을 파악함으로서 후속 공정에 적합한 블랙 매스를 생산하기 위함이다. 또한 양극/음극 전극과 양극/음극 활물질이 부착되어 있는 배터리 구조의 특성에 맞게 서로 다른 분쇄 특성을 갖는 2종 혼합물(two-species mixture)의 분쇄 모델을 개발하여 각 물질의 분쇄 상수를 도출하고자 하였으며, 이를 통해 블랙 매스 회수 공정 산물의 입도를 예측하고자 하였다.
2. 시료 및 실험 방법
2.1. 대상 시료
입도 및 형상/성분 분석에 사용한 블랙 매스 시료는 현재 운영되는 블랙 매스 회수 공정을 통해 공정 단계별로 입수한 시료로 육안으로 보기에는 일반적인 검은색의 입자로 이루어져 있다. 해당 시료는 폐배터리로부터 셀 단위로 해체되어 열처리 후 파쇄/분급이 이루어진 시료이며, 최종 블랙 매스 생산 공정에서 단계별로 채취하여 시료의 입도 분석을 통해 블랙 매스 회수 공정 분석에 활용하고자 하였다.
2.2. 입도 및 형상/성분 분석
폐배터리 파쇄/분급 공정의 단계별 시료 입도 분석을 위하여 공정의 여러 단계에서 채취된 시료의 입도 분석을 실시하였다. 채취된 시료는 대표성을 확보하기 위하여 잘 혼합한 후 이분기를 이용하여 한 번에 분석이 가능한 약 200g의 시료로 확보하였다. 확보된 시료는 실험실용 Ro-tap을 이용하여 약 20분간 체가름을 하였으며, 체가름에 사용된 체의 크기는 12mesh(1.17 mm)를 기준으로 √2 간격으로 200mesh(0.074 mm) 까지 분석을 실시하였다.
입도 분석을 실시한 공정별 시료는 입도별로 나누어 입자 형상을 관찰하고자 하였다. 입자 형상은 기본적으로 현미경(Leica, MZ APO)을 이용하여 실물 관찰을 진행하였으며, 입자의 성분 분석을 위하여 탁상형 SEM-EDS (Hitachi, TM3000-SwiftED3000)을 이용하여 자세한 구조 및 입자를 구성하는 성분 분석을 실시하였다.
2.3. 파분쇄 메커니즘
시료의 파괴를 발생시키는 힘의 메커니즘은 매우 다양한 형태로 나타나지만, 크게 압축(compression), 충격(impact), 전단(shearing), 마모(abrasion)로 분류할 수 있다. 대부분의 파분쇄 장비는 어느 한 종류의 힘만 발생시킨다기보다는 여러 종류의 힘을 복합적으로 발생시켜 시료를 파괴하며, 시료의 특성에 맞는 힘을 발생시키는 장비를 활용하는 경우 효율적인 파분쇄 공정이 수행된다18). 본 연구에서 대상으로 하고 있는 폐배터리의 경우에는 일반적인 광물과 다르게 여러 가지 물질들이 결합되어 있는 구조를 갖고 있으며, 구성하는 물질의 특성 상 전단과 충격이 효과적인 파분쇄 메커니즘으로 작용할 수 있다. 따라서 본 연구에서 분석하고자 하는 공정에서 활용한 장비 역시 전단과 충격을 주요 메커니즘으로 활용하고 있는 슈레더(shredder), 컷크러셔(cut crusher) 등이다.
2.4. 분쇄 상수 도출을 위한 PBM(Population Balance Model)
파쇄/분쇄 공정을 거쳐 생산되는 시료의 입도 분석 결과를 이용하여 시료의 파분쇄 특성을 대변할 수 있는 분쇄 인자를 도출하고자 하였다. 분쇄 인자 도출을 위해서 2세대 분쇄 모델링 방법인 PBM 모델을 적용하였는데, PBM 모델은 시료가 주어진 힘에 반응하여 파괴가 이루어지는 척도를 나타내는 분쇄율(Specific rate of breakage)과 부서진 입자들이 구성하는 입도 분포를 나타내는 분쇄분포 (Primary breakage distribution)의 조합을 통해 특성 시간의 분쇄 산물의 입도를 예측할 수 있는 특징을 갖고 있다19).
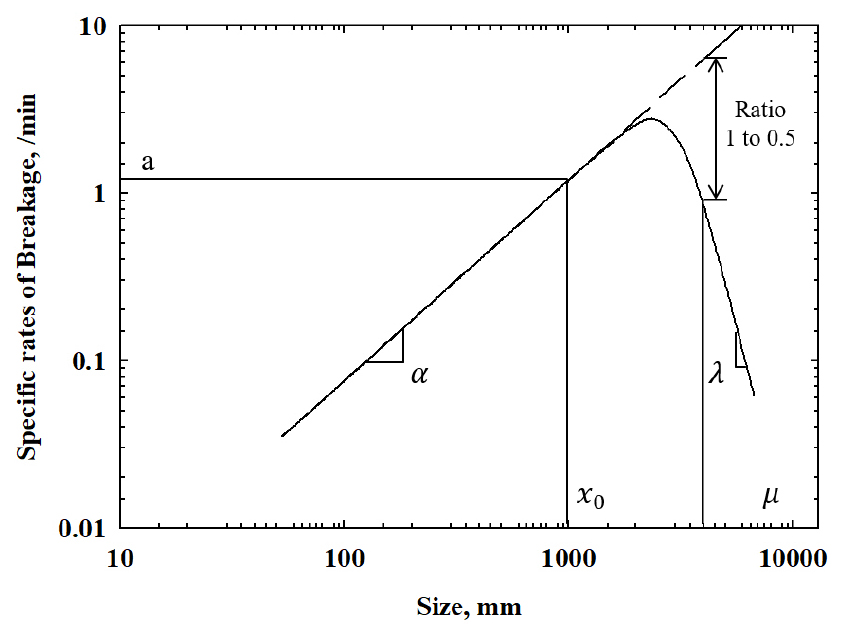
분쇄율(Specific rate of breakage)은 물질에 따라 달라지는 특성이며, Fig. 1에서와 같이 동일한 물질이라고 할지라도 입자의 크기에 따라 다른 값을 갖는다. 분쇄율은 식 (1)과 같이 S라는 문자로 표기되며, Si는 i의 크기를 갖는 입자의 분쇄율을 나타낸다. α는 Fig. 1에서 일반적인 분쇄가 이루어지는 직선구간의 기울기이며, a는 기준입도 에서의 분쇄율이다. 일반적으로 시료의 크기가 감소함에 따라 분쇄율 역시 감소하는 것이 일반적이며, 시료의 크기가 일정 수준을 초과하는 경우에는 분쇄 매체 대비 시료의 크기가 커져 분쇄가 잘 이루어지지 않아 분쇄율이 급격하게 감소함을 확인할 수 있다. 분쇄율이 급격하게 감소하는 부분은 식 (1)의 오른쪽 부분으로 보정이 가능하며, μ와 λ에 해당하는 값을 그래프에서 확인할 수 있다.
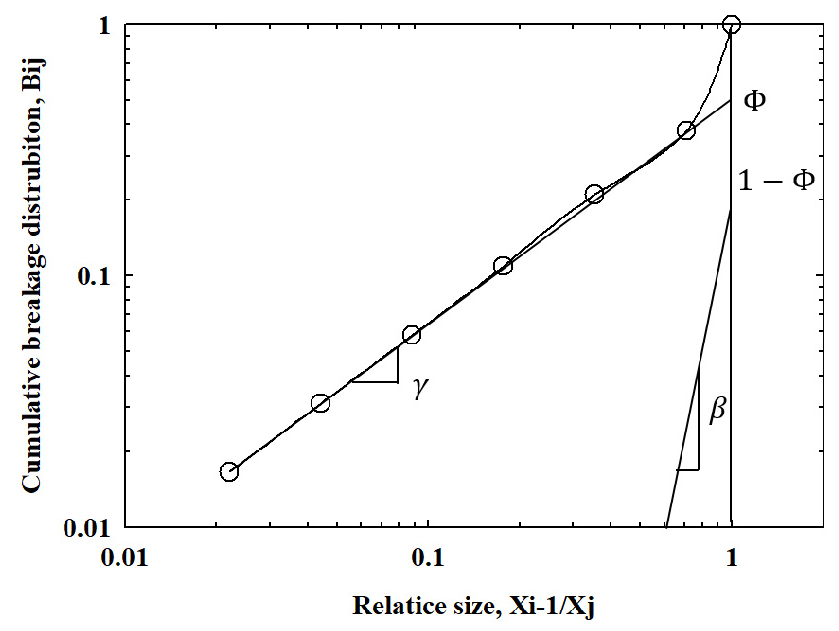
분쇄 분포는 입자가 충격을 받아 발생하는 입자들의 분포를 나타내는 개념으로, 다양한 파쇄 메커니즘에 의해 분쇄 분포는 서로 다른 형태를 띠게 된다. 그러나 일반적으로 이러한 다양한 분포들이 결합되어 하나의 형태로 나타나는 것이 일반적이며, 입도 따른 분쇄 분포의 형태는 Fig. 2와 같고, 식 (2)와 같이 표현될 수 있다19). 입도 구간 j에서 입자가 분쇄되어 생성된 조각들 중 입도구간 i 입자에 존재하는 분포 비율을 bij라고 표시하며, 조각들의 누적분포를 Bij라 정의한다. 분쇄분포 함수는 식 (2)와 같이 Φ, γ, β를 이용한 두 개의 지수함수의 합으로 간단하게 표현이 가능하다.
분쇄함수식을 입도구간 n개에 적용하면 n개의 연립미분방정식으로 표현되며, 이의 해를 동시에 구하면 분쇄시간 혹은 공정에 따른 입도분포의 변화를 예측할 수 있다. 컴퓨터를 이용하면 짧은 분쇄 시간에 대해 수치적으로 계산도 가능하며, 다른 방법으로는 식 (3)과 같이 Reid(1965)에 의해 Analytic한 해법도 존재한다.
여기서 : 시간 t에서 입도구간 i의 질량, : 입도구간 j의 분쇄율, : 입도구간 k에서 부서진 입자가 입도구간 i에 분포하는 비율 이다.
3. 결과 및 고찰
3.1. 블랙 매스(black mass) 회수 공정 분석
Fig. 3은 본 연구에서 대상으로 하는 폐배터리로부터 블랙 매스 회수 공정을 나타낸 것이다. 전기차 배터리 등 폐배터리를 회수한 후에는 회수 공정의 안정성을 확보 및 잔존 전기를 활용하기 위하여 방전 공정을 거치게 되고, 방전이 완료된 배터리팩에 대해서 공정의 규모에 따라 팩으로부터 모듈 또는 셀 단위까지 해체가 이루어진다. 이렇게 해체가 완료된 배터리 셀(모듈)은 양극/음극 활물질과 양극/음극 금속 전극의 분리를 위해 바인더 및 전해질 제거 공정을 거치게 되며7), 이를 위한 여러 방법 중 본 공정에서는 가열처리 방법이 적용되었다. 가열처리가 이루어진 배터리 셀(모듈)은 여러 단계의 파쇄가 이루어지고 파쇄 후 선별 및 분급을 통해 블랙 매스를 회수하게 된다. 물론 파쇄 및 분급 공정의 세부 구성은 개별 공정 에 따라 다양하다. 본 연구에서 분석한 공정의 경우에는 2차 파쇄 후 체를 이용하여 40mesh(425 μm)를 기준으로 블랙 매스를 1차적으로 회수하게 되고(Fig. 3의 2번 시료), 잔존 블랙 매스는 3차 파쇄 후 동일한 크기의 체를 이용하여 추가적으로 블랙 매스의 회수가 이루어진다(Fig. 3의 4번 시료).
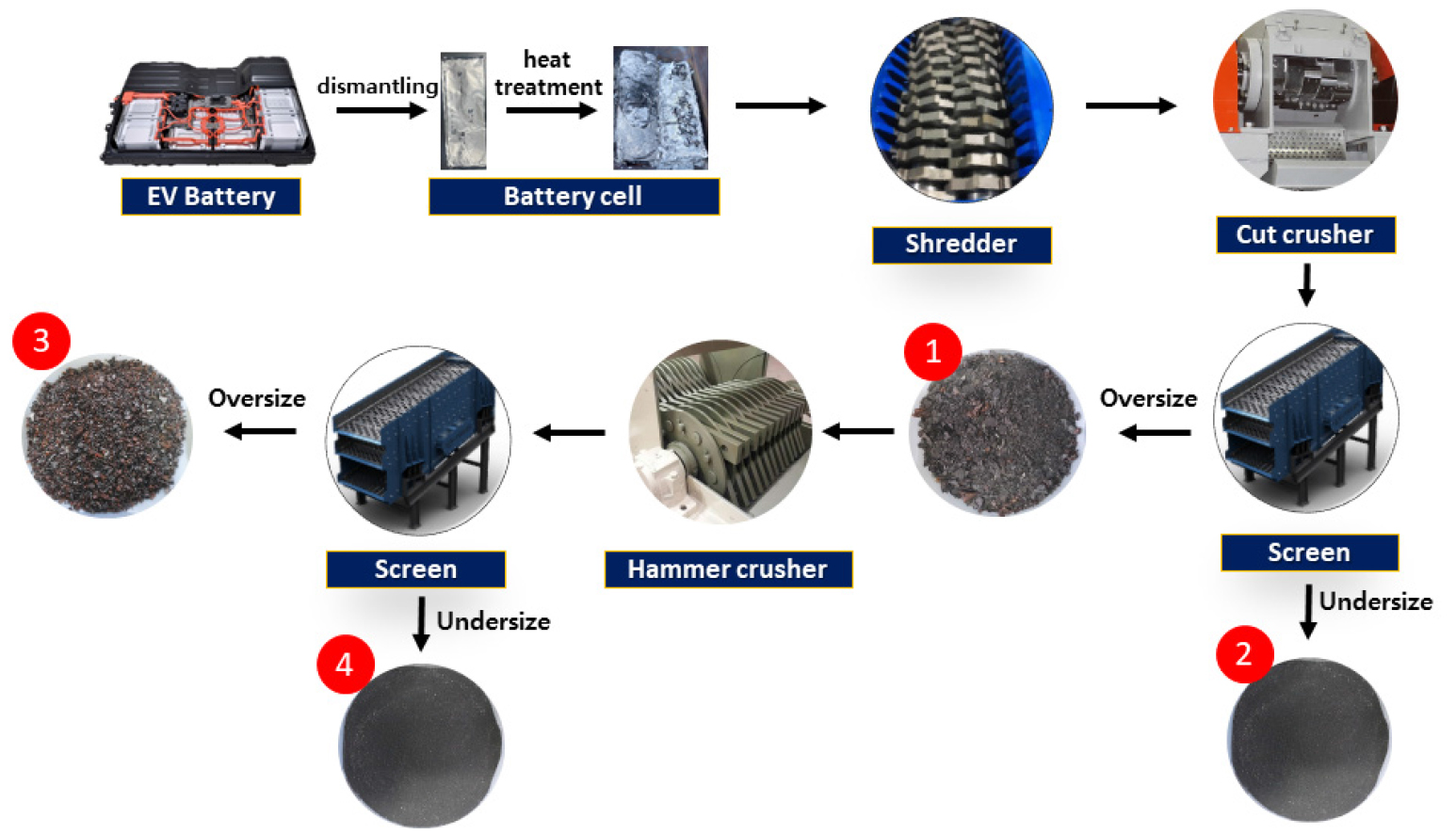
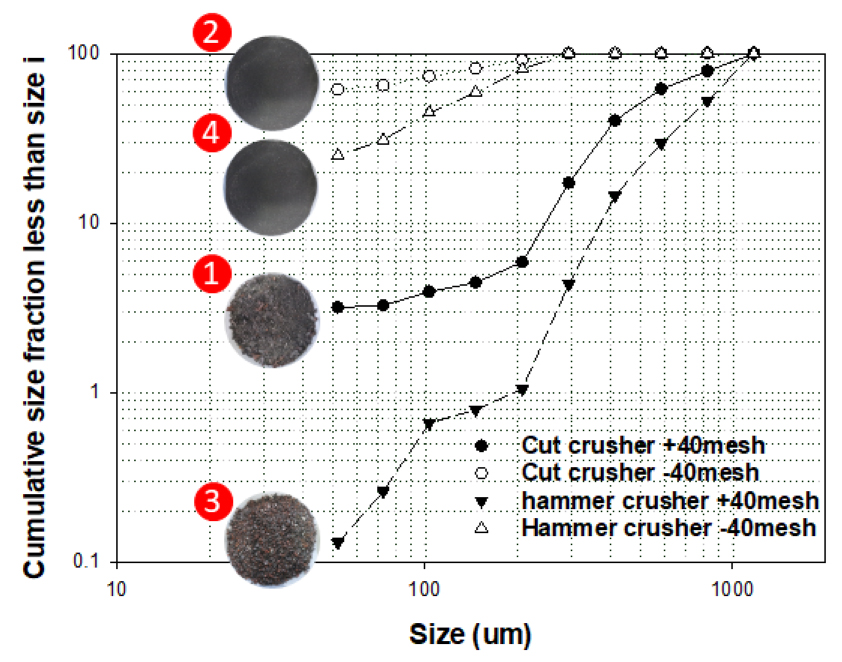
Fig. 3에 나와 있는 블랙 매스 회수 공정에서 확보한 시료들에 대한 입도 분석을 실시하였으며, 이는 Fig. 4에 나타내었다. 2차 파쇄 산물은 425 μm를 기준으로 1번과 2번 시료로 나누어지고, 1번 시료를 이용하여 3차 파쇄 후 동일한 입도 기준으로 시료를 나누면 3번과 4번 시료가 생산된다. 동일한 입도로 분급한 시료들을 비교해보면, 2파 파쇄 후 회수된 2번 시료가 4번 시료에 비해 전체적으로 입도가 작은 것을 확인할 수 있다. 이는 2차 파쇄 후 회수된 2번 시료가 비교적 전극에서 잘 분리된 미립 상태의 양극/음극 활물질이라고 한다면, 3차 파쇄 후 회수된 4번 시료는 추가적으로 분리된 미립 상태의 양극/음극 활물질뿐만 아니라 3차 파쇄 과정에서 전극에 붙어있는 상태로 입도가 감소하여 425 μm 이하로 회수된 입자들이 많음을 의미하며, 이는 3.2절에서 확인할 수 있다. 425 μm 이상으로 분급된 1번과 3번 시료의 경우에는 비교적 굵은 입자로 되어 있어 폐배터리의 파쇄 과정에서 발생한 알루미늄 및 구리 전극이 주를 이룰 것으로 예상할 수 있다.
3.2. 블랙 매스 (black mass) 입자의 형상 및 특성 분석
공정에서 회수된 시료들은 입도별로 나누어 입도에 따른 형상 및 특성을 파악하고자 하였으며, 이를 통해 폐배터리 파쇄/분급 시 생산되는 입자의 특징을 확인하였다. Table 1은 Fig. 3에서 회수된 시료들의 입도에 따른 현미경 사진을 나타낸 것이다.
Table 1.
Microscope photographs of various samples from black mass recovery process

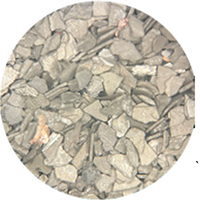


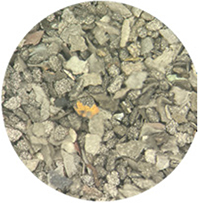
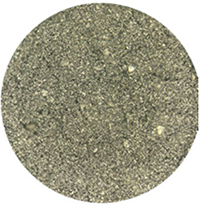






사진에서 확인할 수 있는 것처럼 1번과 3번 시료는 425 μm 이상의 굵은 입자들이고, 2번과 4번은 블랙 매스로 회수되는 작은 입자들이다. 1번과 3번 시료의 형상을 비교해보면 1번 시료를 이용하여 3차 파쇄 후 회수된 3번 시료가 입자 표면의 검은색이 사라져 전극 표면에 붙어있는 블랙 매스가 분리되었음을 확인할 수 있으며, 그 결과 3번 시료를 구성하는 입자들에서 알루미늄과 구리 전극 표면이 잘 노출된 것을 확인할 수 있다. 블랙 매스로 회수되는 2번과 4번 시료를 비교해보면 육안상으로는 큰 차이가 없으나 일부 전극들이 파손되어 425 μm 이하의 시료들에 포함되어 존재하는 것을 확인할 수 있다.
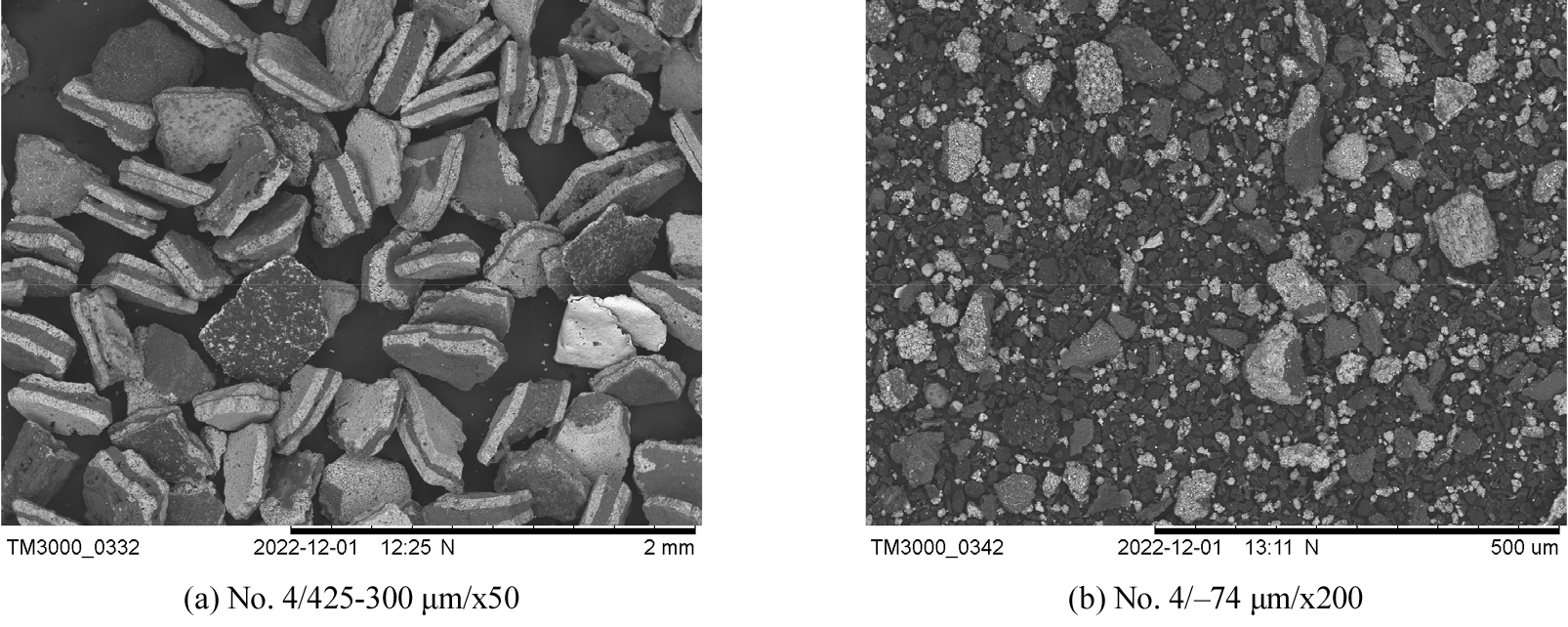
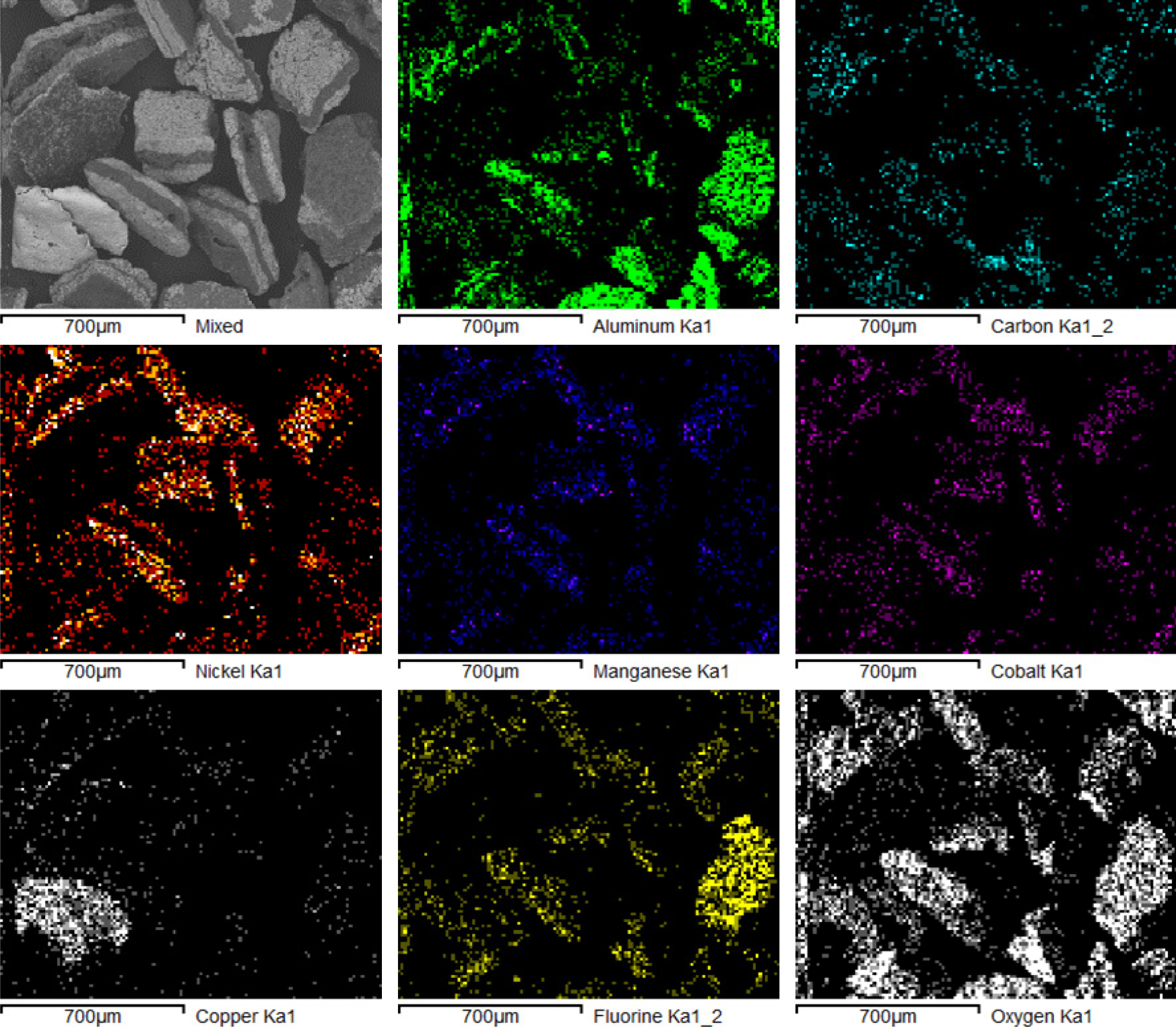
블랙 매스를 이루고 있는 입자들의 구체적인 형상 및 성분을 파악하기 위해 SEM-EDS를 이용하여 분석한 결과는 Figs. 5-6에 나타내었다. Fig. 5는 블랙 매스로 회수된 4번 시료에 대해 입도별로 구체적인 입자 형상을 살펴본 결과를 나타낸 것이다. (a)는 425~300 μm 크기를 갖는 입자들로 앞서 언급했던 것처럼 가운데 금속 전극을 기준으로 앞뒤로 활물질이 부착되어 있는 샌드위치 형태를 띠고 있으며, 전극에서 활물질이 떨어져 나간 것이 아니라 전극과 활물질이 붙어있는 상태로 찢겨 입자가 감소한 형태를 나타낸다. 이에 반해 75 μm 이하의 크기를 갖는 미세 입자들은 대부분 전극으로부터 활물질이 떨어져 나가 독립적으로 존재하고 있음을 확인할 수 있다. 이미지상에 보이는 입자 중 밝은 부분은 양극 활물질(NCM)이며 어둡게 보이는 입자는 음극 활물질인 흑연(graphite)이다. 비록 일부 양극 활물질들이 바인더에 의해 뭉쳐져 있는 형상을 보이긴 하지만 대부분 전극과는 분리된 상태이다. 배터리를 제조할 때 사용하는 양극/음극 활물질의 크기가 수십 μm의 크기를 갖고 있으므로 Fig. 5에서 확인할 수 있는 것처럼 블랙 매스로 회수되는 입자들이라고 하더라도 100 μm 이상의 비교적 굵은 입자들은 전극과 활물질이 단체분리가 이루어지지 않고 그 상태로 입도가 감소하였으며, 그 이하의 경우에는 단체분리가 충분히 이루어져 양극/음극 활물질이 독립적으로 존재하였다.
이러한 관찰 결과는 EDS를 이용한 성분 분석 결과(Fig. 6)에서도 확인할 수 있는데, 가운데 알루미늄 전극을 기준으로 좌우에 양극 활물질을 구성하는 Ni, Co, Mn이 동시에 확인되며, 양극 활물질의 바인더로 사용되는 PVDF(Polyvinylidene Fluoride)로 인해 F 성분이 함께 관찰되었다. 또한 일부 찢어진 상태의 구리 전극도 확인되었다. 따라서 블랙 매스로 생산하는 시료의 분급 기준을 현재의 425 μm 보다 낮은 입도로 진행하게 된다면, Fig. 5의 (a)와 같은 입자들의 혼입을 방지할 수 있어 블랙 매스 내 양극/음극 활물질의 순도를 향상시킬 수 있지만 반대로 양극/음극 활물질의 회수율은 크게 감소할 수 있다. 따라서 후속 공정 효율 및 경제성 등을 고려하여 블랙 매스 생산을 위한 분급 기준을 고려해야 한다.
3.3. 2종 혼합물의 수학적 분쇄 모델링
블랙 매스 파쇄 산물의 형상 및 성분 분석 데이터에서 확인할 수 있듯이 이상적인 블랙 매스의 경우 양극/음극 금속인 알루미늄과 구리 호일에 부착되어 있는 양극 활물질과 음극 활물질이지만, 파쇄 과정에서 일부 입자들은 양극/음극의 금속 전극과 양극/음극 활물질이 부착된 상태로 찢어져 존재하게 된다. 따라서 선행 연구들에서 일반적으로 수행되었던 1종 물질의 파쇄/분쇄 모델링 모델은 본 시료에는 적합하지 않아, 본 연구에서는 전혀 다른 특징을 갖고 있는 2종의 물질들이 결합되어 있을 때, 각각의 물질의 거동들을 예측할 수 있는 2종 혼합물의 수학적 분쇄 모델을 제안하고 시뮬레이션을 실시하였다.
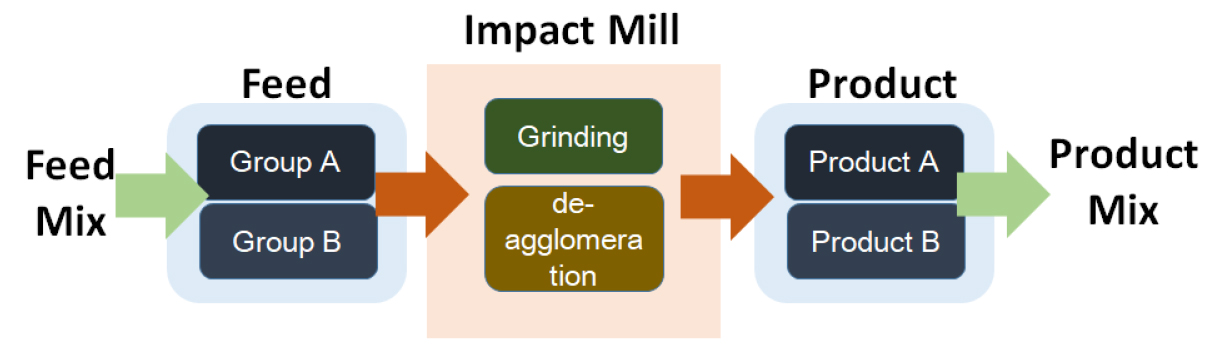
블랙 매스의 분석 결과 해당 물질은 크게 양극/음극 활물질과 양극/음극 금속 전극으로 구분이 가능하며 이는 각각 분쇄장비로부터 에너지를 받아 발현되는 특성이 다를 것으로 추정되어 크게 분쇄와 해쇄 모델로 설정하였다. 분쇄의 경우 분쇄된 분쇄산물의 형태가 다양한 입도 스펙트럼으로 발현되는데 비하여 해쇄의 경우 굵은 입자와 굵은 입자에 분리되어 생성되는 미세한 분말이 존재한다. 해쇄의 경우 분쇄 과정 중 마모에 의해 발생하는 특유의 입도 분포 형태로 예측이 가능하며, 분쇄와 해쇄는 PBM 모델에서 각각 다른 분쇄상수를 적용함으로써 설계가 가능할 것으로 판단하였다. Fig. 7은 2종 혼합물의 수학적 분쇄 모델링을 위한 개념도로 투입되는 2종의 시료를 각각 A, B그룹으로 나누어서 A의 경우 분쇄에 해당하는 분쇄상수를, B의 경우는 해쇄에 대한 분쇄상수를 적용한 뒤, 이를 다시 혼합하여 최종적인 분쇄산물로 구성하고자 하였다.
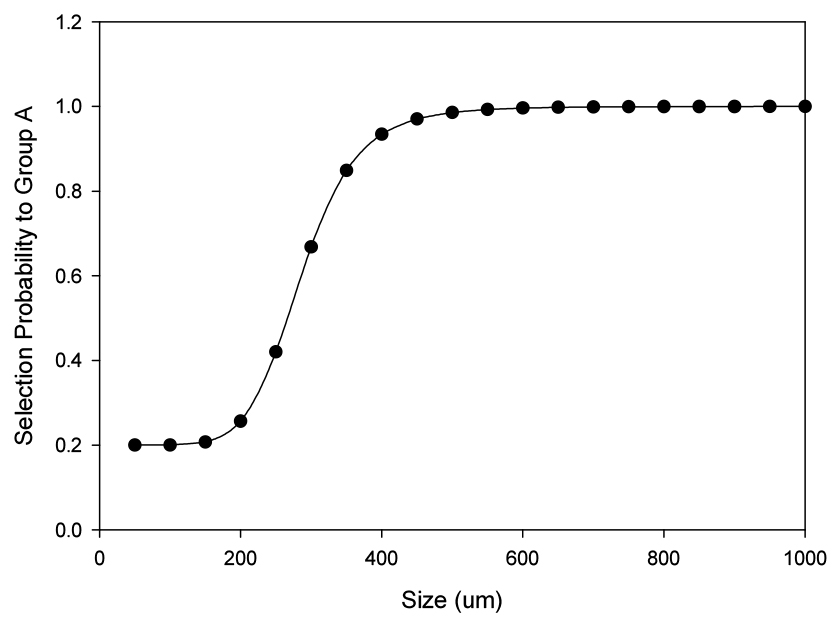
해당 모델의 설계에서 어려운 점은 운전하는 공정에서 획득하는 시료의 특성상 투입된 시료의 특징과 Group A와 B가 분쇄 및 해쇄 과정을 거쳐 얻어진 산물의 입도를 분리해서 측정하는 것이 불가능하다는 점이다. 따라서 이를 적절한 함수 모델을 도입하여 분리하여 각각 분쇄/해쇄 모델을 적용 후 다시 혼합하여 하나의 혼합물의 형태로 합치는 방법을 선택하였다. 따라서 본 연구에서는 식 (4)와 같은 입도 기반의 확률 logistic 함수, 를 도입하였다.
여기서 는 입도 (μm)에 따라서 A그룹으로 분류될 확률을 의미한다. Fig. 8에서 볼 수 있듯이 286 μm 이상이면 대부분 A그룹으로 분류되고 B그룹에는 거의 물질이 존재하지 않는 반면에, 286 μm 이하에서는 20%의 확률로만 A그룹으로 분류되며 80% 정도는 B그룹으로 잔여한다는 것을 의미한다. 이 함수를 통한 피드의 입도분포로부터 2종 물질의 분리 모델을 만들어 2상의 물질 각각의 분쇄상수 예측하였다.
분쇄상수의 실험적인 계산법은 그래프 작도 오차 등이 포함되고 여러 개의 분쇄시간에 대해 종합적인 상수를 계산할 수 없다. 따라서 비선형 계획법을 이용하여 분쇄 상수의 실험값과 계산치의 오차를 최소화하는 방법으로 분쇄상수를 계산하였다20). 계산을 통해 얻어진 분쇄/해쇄에 필요한 각각 2상의 물질의 5개의 분쇄상수를 Table 2에 도시하였다.
Table 2.
The breakage parameters of two materials calculated by back-calculation method
| Group | ||
| A | B | |
| A | 0.3 | 1.5 |
| α | 0.5 | 1.0 |
| Φ | 0.2 | 0.7 |
| γ | 1 | 1 |
| β | 5 | 3 |
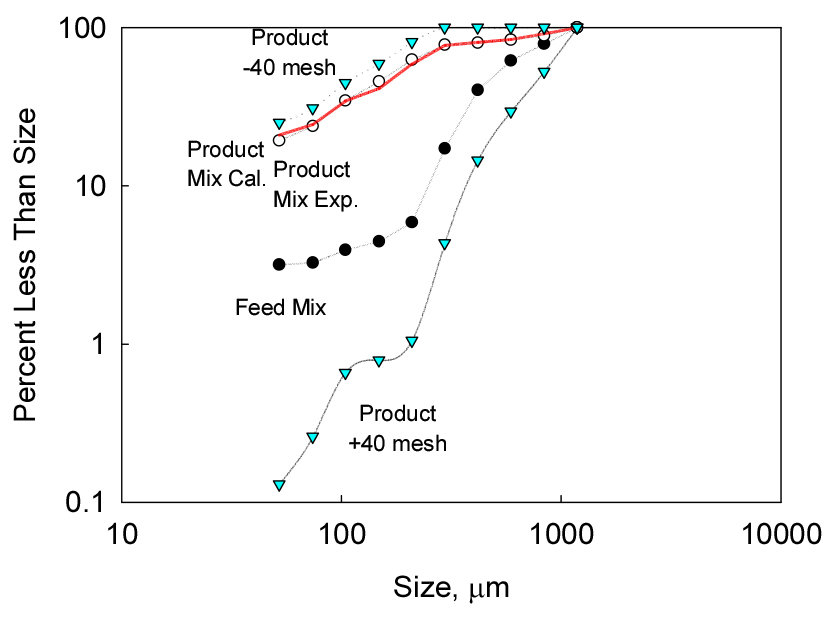
획득된 분쇄상수를 바탕으로 앞서 언급한 하이브리드 PBM 시스템을 이용하여 분쇄산물의 입도를 추정한 결과를 Fig. 9에 도시하였다. 3차 파쇄기로 투입된 시료의 입도는 Fig. 4의 1번 시료 이며, 이 시료를 파쇄 후 425 μm으로 분급하여 Fig. 4의 3번과 4번 시료가 생산된다. 생산되는 3번과 4번의 시료의 비율인 8:2의 이용하여 3차 파쇄기에서 생산되는 분급 전 시료의 입도를 예측하면 Fig. 9의 흰색 원형으로 표시된 실험값이 되며, 개발된 하이브리드 PBM 시스템으로 예측된 입도 분포는 빨간색 실선으로 표시된다. 각 결과에서 판단할 수 있듯이 예측값과 실험값이 잘 일치하여 개발된 모델과 각 물질의 분쇄 상수가 적절하다고 판단되며, 이를 통해 향후 블랙 매스 생산 공정의 다양한 파분쇄 조건에서 분쇄산물의 입도를 정확하게 예측 가능할 것으로 기대된다.
4. 결 과
본 연구에서는 산업적·환경적으로 큰 관심을 받는 폐배터리를 대상으로 이로부터 유가 자원 회수를 위한 블랙 매스 생산 공정에 대해 분석을 시행하고 시료의 특성에 대해 파악하고자 하였다. 블랙 매스를 회수하기 위해서는 폐배터리를 전처리한 후 여러 단계의 파쇄/선별/분급 공정을 거치게 되고, 특정 입도(425 μm) 이하의 시료를 블랙 매스로 회수하여 유가 자원의 회수 공정으로 투입된다.
실제 공정에서 확보된 시료를 대상으로 입도 및 성분 분석을 시행한 결과, 2차 파쇄를 통해 회수되는 1차 블랙 매스의 경우 양극/음극 전극으로부터 탈착되어 비교적 단체분리가 이루어진 상태로 양극/음극 활물질이 존재하고 있다. 그에 비해 블랙 매스 회수율을 향상시키기 위한 3차 파쇄 후 얻어지는 시료의 경우 단체분리되어 미립으로 회수되는 양극/음극 활물질 뿐만 아니라 전극과 활물질이 부착된 상태로 입도가 감소하여 블랙 매스로 회수되는 100 μm 이상의 입자들을 확인할 수 있었다. 이러한 특징은 현미경 사진뿐만 아니라 SEM-EDS 분석을 통해 확연하게 관찰되었다. 따라서 후속 공정의 효율 및 경제성 등을 고려하여 효과적인 블랙 매스 생산을 위해 파쇄/분급 조건을 재검토할 여지가 존재함을 확인하였다.
또한, 전혀 다른 2종이 결합하고 있는 배터리의 특성상 기존의 파쇄/분쇄에 따른 시료의 분쇄 상수를 도출하고, 입도를 예측하는 PBM 시스템을 그대로 적용하기 어렵기 때문에, 본 연구에서는 입자에 힘이 가해졌을 때, 분쇄와 해쇄가 각각 이루어지는 2종 물질이 존재하고 있다고 가정하고, 각각의 분쇄 상수 도출 및 파쇄 후 입도를 각각 예측하여 이를 결합함으로써 전체 시료의 입도를 예측하고자 하였다. 그 결과 2종의 분쇄 상수를 각각 도출하여 예측된 시료의 입도 분포가 실험 결과와 잘 일치하는 것을 확인하였다. 개발된 모델을 이용할 경우 향후에도 공정의 변화에 따라서 변화하는 입도 분포를 효과적으로 에측할 수 있을 것으로 기대된다.
