

1. 서 론
2. 모델 설명 및 실험 방법
2.1. 2중 스핀 머신 모델 개요
2.2. 슬래그 점도 측정 실험
3. 결과 및 고찰
3.1. 섬유 조성에 따른 점도 및 표면장력의 변화
3.2. 모델 계산을 통한 섬유 직경의 변화 및 점도 영향
4. 결 론
1. 서 론
미네랄 울(Mineral wool) 단열재는 우수한 열적·음향적 차단 성능과 내화성으로 인해 건축 및 산업 분야에서 광범위하게 활용되고 있다. 이러한 단열재는 주로 현무암(basalt), 휘록암(diabase), 각섬암(amphibolite) 등의 암석을 1673~1873 K의 고온에서 용융시킨 후, 고속 회전하는 원심분리기를 통해 섬유화하여 제조된다. 최종 제품의 성능은 섬유의 물리적 특성, 특히 섬유 직경(fiber diameter)에 크게 의존하며, 이는 단열재의 열전도도, 기계적 강도, 음향 흡수 특성을 결정하는 핵심 인자로 작용한다1,2).
섬유 직경이 약 5~10 μm 범위일 때 최적의 열전도 특성을 나타내며, 이보다 두꺼운 섬유는 단열 성능이 감소하고, 너무 얇은 섬유는 건강상 위해 요소가 될 수 있다. 또한 섬유 직경 분포의 균일성은 제품의 균질성과 기계적 안정성 확보에 중요한 역할을 한다3). 따라서 섬유화 공정에서 섬유 직경을 정밀하게 예측하고 제어하는 것은 고품질 미네랄 울 단열재 생산의 핵심 과제이다.
미네랄 울의 섬유 직경은 용융물의 화학 조성에 크게 의존한다. 용융물의 주요 화학 성분은 SiO2, Al2O3, CaO, MgO, Fe2O3 등의 배합 조성은 용융물의 점도(viscosity), 표면장력(surface tension), 밀도(density)와 같은 물리화학적 특성을 결정한다2). 용융물의 점도는 섬유 형성 과정에서 용융물 필름의 불안정성과 리가먼트(ligaments)로 불리는 액상 실의 분리 거동에 영향을 미친다. 점도가 높을수록 용융물의 유동성이 감소하여 섬유 형성 시 두꺼운 섬유를 생성한다. 반대로 표면장력이 높으면 필름의 응집력이 강해져 섬유 형성이 억제될 수 있다. 1723 K에서 광물섬유 용융물의 점도는 약 0.8~1.5 Pa·s, 표면장력은 425~455 mN/m 범위에 있는 것으로 보고되었다4).
미네랄 울은 일반적으로 실리케이트 기반 조성을 가지며, 미네랄 울 원료에 따라 SiO2 함유량, 제조 온도, 섬유 직경을 Table 1과 같이 정리하였다1,2,3,4,5,6,7,8,9,10,11,12). 미네랄 울의 조성중 CaO와 MgO 함유량은 용융물의 유동성과 섬유화 능력을 제어하는 중요한 인자이다. 현무암-돌로마이트계 울에서는 CaO/MgO 비가 약 1.5~1.8일 때 점도와 유동성이 최적화되어 섬유화를 위한 용융 유동성이 향상되고 용융물이 뭉쳐 발생하는 샷(shot) 생성이 억제되는 것으로 알려져 있다5).
Table 1
SiO2 contents, fiber diameter, melting temperatures of various mineral wool
| Mineral wool type | SiO2 (wt%) | Fiber dia. (μm) | Melting temp. (K) |
| Basalt wool | 45~57 | 12.8 ~14.2 | 1723~1853 |
| Rock/stone wool | 32~45 | 2.8 ~7.5 | 1723~1823 |
| Slag wool | 32~46 | 5.0 ~8.5 | 1723~1823 |
현무암 울 조성에서는 Al2O3 농도가 증가하면 섬유의 탄성과 강도가 개선되고 직경이 감소하는 것으로 보고되었다. 또한, SiO2와 Al2O3의 총함량이 증가할수록 열전도 차단 효과가 향상되지만, Fe2O3와 TiO2는 결정화 개시 산화물로 작용하여 섬유화 공정 온도를 높이며 섬유 품질 및 물성을 저하시킬 수 있다13). 따라서 올리빈(Olivine), 자철광(Magnetite) 등 고융점 광물상의 함유량이 낮은 현무암을 기본 원료로 하여, 백운석, 석회석 등 적절한 첨가제를 혼합하여 화학 조성을 최적화하는 것이 중요하다.
본 연구에서는 미네랄 울 조성 및 섬유화 온도에 의해 결정되는 점도, 표면장력, 밀도 등의 물성을 계산하고, 물성에 기반한 특성 차원수의 다중 회귀 모델로 섬유 직경을 예측한다. 각 조성별로계산된 섬유 직경에 대하여 미네랄울 점도의 영향을 분석하고, 인조 슬래그 조성를 활용해 섬유 직경과 점도 간의 관계를 도출하여 고품질 슬래그울을 제조하기 위한 가능성을 검토한다.
2. 모델 설명 및 실험 방법
2.1. 2중 스핀 머신 모델 개요
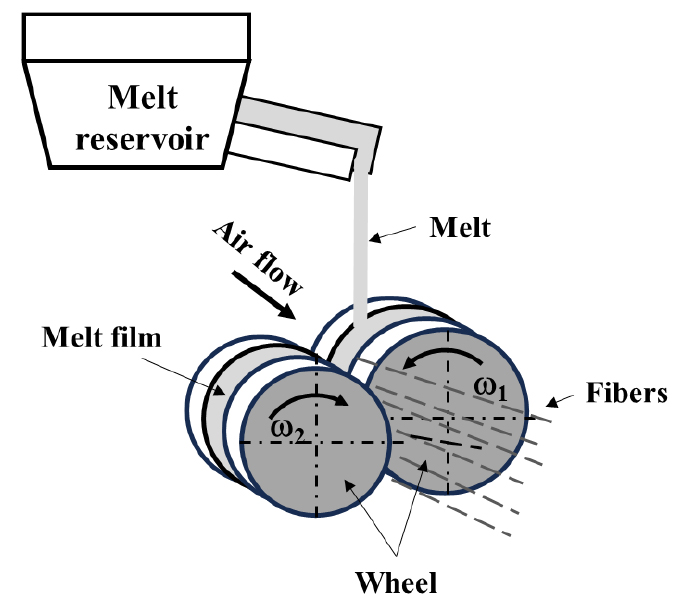
본 연구에서는 Blagojevic 등1,2)이 제시한 2중 디스크 방사 장비(Double-disc spinning machine)를 이용하여 생산된 미네랄 울의 직경을 예측하기 위한 차원해석 기반 다중 회귀 모델을 구현하였다. 기존 문헌에 보고된 슬래그울, 광석울, 바살트울 등 총 19개의 산화물 조성 및 섬유 직경의 측정값으로 검증하였다1,5,6,7,8,9,10,11). Fig. 1은 나타낸 2중 스핀 머신에서 미네랄 울이 제조되는 과정중, 용융물(melt)이 첫 번째 스핀 디스크에 떨어질 때 용융물의 밀도, 점도, 표면장력 등 조성과 온도에 의해 결정되는 물성은 섬유 형성 조건을 지배하는 중요 변수이다. 따라서, 차원해석 기반 모델은 몇 개의 독립된 기본 물성들을 사용하여 목표로 하는 섬유 직경에 대한 관계식의 양변 및 각 항의 차원(Dimension)을 이용하여 해석하는 것을 의미한다.
아래의 표는 차원해석 기반 다중 회귀 모델에서 사용된 섬유화 공정에서의 주요 물성과 기호를 정리하였다.
Table 2의 물성치 및 공정 조건을 기반으로 섬유 직경 예측은 차원해석을 통해 도출된 몇 개의 대표적인 특성 차원수를 이용한 회귀분석으로 다음과 같이 표현된다. 모델의 기본 수식은 다음과 같다.
Table 2
Description of symbol and properties for fiberization process
식 (1)에서 dv는 섬유직경(μm), Πi는 특성 차원수를 의미하며, ai는 회귀 상수를 의미한다. 식 (1)에서 6개의 특성 차원수는 다음과 같의 정의하였다.
① 첫 번째 및 두 번째 디스크의 회전 속도수
② 용융체 흐름 특성 차원수
③ 특성 점도 차원수
④ 온도보정 차원수
⑤ 공기중 용융물 분산 특성수
섬유 형성 과정에서 용융물의 물성, 특히, 밀도, 점도, 표면장력은 조성과 온도를 통해 계산할 수 있다. 밀도는 각 산화물 조성 및 온도의 함수로, 식 (8)과 (9) 그리고 Table 3의 계수값을 이용하여 계산하였다.
Table 3
Coefficient values for calculation of the molar volume of silicate melts
| Oxide | SiO2 | TiO2 | Al2O3 | Fe2O3 | FeO | MgO | CaO | Na2O | K2O |
| εi | 25.178 | 24.227 | 39.126 | 44.457 | 11.731 | 14.110 | 18.677 | 35.872 | 49.978 |
| αi | -0.0025 | 0.0027 | -0.0096 | -0.0229 | 0.0138 | 0.0041 | 0.081 | 0.0158 | 0.0190 |
식 (8)에서 xi와 Mi는 각각 i성분의 몰분율과 몰질량을 의미하며, VL는 용융물의 전체 몰체적(m3/mol)으로 식 (9)로부터 구할 수 있다. 식 (9)에서 εi와 αi는 67개 조성의 규산염 용융물의 몰체적 측정값으로부터 도출한 i성분의 부분 몰체적의 선형회귀 계수 및 구배 계수이며, Table 3과 같이 보고되었다1,14).
본 연구의 목표가 슬래그울의 섬유 직경 도출에 있으므로, 용융물의 표면장력은 SiO2-Al2O3-CaO-MgO-Fe2O3-FeO계 슬래그에 대하여 식 (10)에 나타낸 표면장력 모델을 사용하였다15). 보고된 표면장력 모델의 온도 범위는 1473~1913 K이며, FeOx를 함유하는 661개 표면장력 측정값으로 검증되었다.
식 (10)에서 σ와 Xi는 각각 슬래그의 표면장력, 성분 i의 몰분율을 의미하며, σi(T)와 σEX는 성분i의 부분 몰 표면장력과 잉여 표면장력으로 식 (11)과 식 (12)로부터 계산할 수 있다.
식 (11)에서 σi,R 은 기준 온도에서 성분i의 부분 몰 표면장력이며, ∂σi/∂T는 성분i의 온도계수를 의미한다. Table 4에 보고된 문헌값을 정리하였다. 잉여 표면장력 σEX는 식 (12)로 계산되며, αij는 성분 i와 j 간의 상호작용 계수로서 Table 5의 값을 적용하여 산출하였다.
용융물의 점도는 Factsage의 계산값을 사용하였으며, 계산값의 신뢰성 확보를 위해 7개의 인조 슬래그 조성에서 점도를 측정하여 유사함을 확인하였다.
Table 4
Table 5
2.2. 슬래그 점도 측정 실험
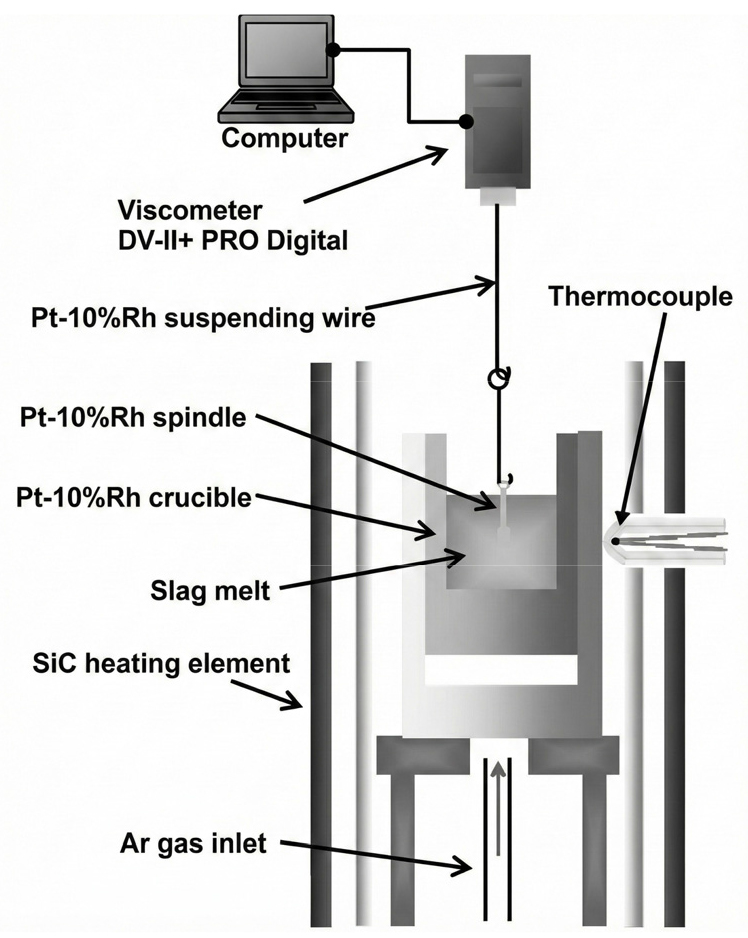
슬래그 배합조성을 흑연도가니에 충진한 후, SiC 수직 관상로를 사용하여 뮬라이트 반응관 내에서 Ar 분위기(300ml/min)에서 1773K로 3시간 이상 용융, 혼합시킨 후 급랭하여 측정용 플럭스를 준비하였다. Fig. 2는 슬래그 점도 측정 장지를 보여주며, 준비된 마스터 플럭스를 이용하여 Pt-10%Rh 도가니에 시료를 충진한 후 Al2O3 홀더를 사용하여 관상로 내 장입하였다.
슬래그 점도 측정에 사용된 점도계 스핀들, 두 개의 와이어 및 도가니는 Pt-10%Rh을 사용하였다. Ar가스를 반응관 하부에서 가스 정량 공급장치를 이용하여 400 ml/min으로 정량 공급하여 Ar 분위기를 유지하였다. 시료의 균일성을 위해 1773 K에서 5시간 용융한 후, 평형 측정법을 사용하여 1773 K에서 서냉시키면서 목표로 하는 측정 온도에서 50분을 유지하여 점도가 안정화되는 시점부터 5분간 측정을 하였다. 점성이 급격하게 증가되기 시작하는 시점에서 측정을 종료하였다.
3. 결과 및 고찰
3.1. 섬유 조성에 따른 점도 및 표면장력의 변화
Table 6은 다양한 섬유 종류 및 조성에 따른 섬유 직경, 점도, 표면장력, 용체 온도를 나타낸다1,5,6,7,8,9,10,11). Wool 1~9는 슬래그울 및 스톤 울을 나타내며, Wool 10~19는 현무암 및 유리 섬유를 나타낸다. 표에는 각 섬유화 공정 온도에서 제조된 섬유 직경의 측정값을 제시하였으며 본연구에서 제안한 모델 계산값과 비교하였다. 용융물의 점도와 표면장력은 계산값을 사용하였다. Table 6에서 Acid-base ratio는 섬유 조성의 산성도를 나타내며 다음식으로 산출한다2).
또한, Wool 20~26은 고로 슬래그, 제강슬래그, Fe-Ni 제련 슬래그 등 부산물을 활용하여 제조한 슬래그울의 배합조성을 보여준다. Fig. 3(A)는 온도별로 각 조성에서 측정된 점도를 나타내며, 온도가 낮을수록 산성도가 증가할수록 용융물 점도가 증가하였다. Fig. 3(B)에는 각 온도 및 조성을 기반으로 FactSage로 계산한 점도와 측정 점도를 비교하였다. Table 6에서처럼 FeO를 함유한 슬래그 의 점도 측정값은 FactSage 계산값과 거의 유사함을 보여준다. 반면, Wool 26과 같이 FeO를 함유하지 않으면 점도가 2 Pa·s 이상에서 계산값이 측정값보다 크게 낮아지는 것을 알 수 있다. 또한, Fig. 3(A)로부터 슬래그 점도의 측정값과 계산값과의 차이가 발생하는 온도는 약 1673 K 이하이며, 1673 K 이상에서는 그 편자가 미미한 수준으로 판단된다.
Table 6
Composition, measured fiber diamter, viscosity and surface tension of various wool at various melt temperature
| Wool NO. | Wool type | Composition (wt%) |
Acid- base ratio |
Melt temp. (K) |
Fiber diameter (μm) |
ηL (Pa·s) | σL (mN/m) | Ref. | ||||||||||
| SiO2 | CaO | MgO | Al2O3 | Fe2O3 | FeO | MnO | K2O | Na2O | TiO2 | mea. | calc. | |||||||
| Wool 1 | Synthetic fiber | 38.5 | 23.0 | 11.5 | 19.5 | 3.6 | 0.0 | 1.5 | 2.0 | 1.52 | 1723 | 5.9 | 4.1 | 0.69 | 456 | [1] | ||
| Wool 2 | Stone wool | 42.5 | 18.5 | 9.2 | 14.7 | 7.3 | 3.7 | 1.1 | 2.4 | 1.6 | 1.48 | 4.11 | 4.0 | 0.78 | 422 | [5] | ||
| Wool 3 | 40 | 14.5 | 14.5 | 16 | 9 | 1 | 1 | 1.47 | 7.6 | 4.0 | 0.69 | 443 | [6] | |||||
| Wool 4 | 44 | 18 | 9 | 17 | 7 | 0.9 | 2 | 0.9 | 1.79 | 4.6 | 5.4 | 1.34 | 429 | [7] | ||||
| Wool 5 | Slag wool | 35.21 | 29.1 | 6.36 | 23.3 | 1.18 | 0.14 | 0.63 | 0.31 | 1.28 | 1.60 | 6.5 | 4.8 | 0.88 | 482 | [8] | ||
| Wool 6 | 34.62 | 28.92 | 6.04 | 24.23 | 1.25 | 0.14 | 0.62 | 0.35 | 1.38 | 1.63 | 6 | 4.9 | 0.91 | 485 | ||||
| Wool 7 | 36.13 | 25.34 | 5.32 | 26.66 | 1.46 | 0.13 | 0.65 | 0.37 | 1.39 | 1.95 | 7 | 6.3 | 1.52 | 485 | ||||
| Wool 8 | 37.59 | 21.45 | 4.7 | 29.21 | 1.71 | 0.11 | 0.73 | 0.37 | 1.47 | 2.40 | 8 | 8.5 | 2.73 | 485 | ||||
| Wool 9 | 39.89 | 18.72 | 4.06 | 32.06 | 2.19 | 0.11 | 0.8 | 0.39 | 1.55 | 2.88 | 12 | 11.1 | 4.66 | 485 | ||||
| Wool 10 | Basalt wool | 50.5 | 9.4 | 5.6 | 14.4 | 12.81 | 0.16 | 1.04 | 2.7 | 2.76 | 2.33 | 8.6 | 9.3 | 4.71 | 390 | [9] | ||
| Wool 11 | 48.82 | 6.02 | 4.06 | 12.83 | 7.41 | 2.44 | 1.18 | 3.52 | 1773 | 14.16 | 14.4 | 14.18 | 390 | [10] | ||||
| Wool 12 | 49.69 | 6.03 | 3.36 | 13.45 | 7.51 | 2.5 | 1.21 | 3.74 | 13.31 | 16.1 | 17.67 | 391 | ||||||
| Wool 13 | 49.58 | 4.85 | 5.1 | 11.54 | 6.96 | 2.13 | 0.9 | 3.61 | 12.61 | 15.2 | 16.17 | 384 | ||||||
| Wool 14 | Glass wool | 53.02 | 16.77 | 3.02 | 11.16 | 0.24 | 0.36 | 0.1 | 3.20 | 13.87 | 12.8 | 10.03 | 411 | |||||
| Wool 15 | Basalt wool | 42.43 | 8.88 | 9.45 | 17.35 | 11.68 | 2.33 | 3.67 | 2.55 | 1.99 | 1693 | 10.3 | 7.4 | 2.33 | 403 | [11] | ||
| Wool 16 | 55.69 | 7.43 | 4.06 | 15.44 | 10.8 | 1.51 | 2.4 | 1.23 | 3.19 | 14.2 | 23.5 | 26.07 | 385 | |||||
| Wool 17 | 53.36 | 7.74 | 5.35 | 14.21 | 10.98 | 1.06 | 3.79 | 1.73 | 2.81 | 12.7 | 17.2 | 14.11 | 379 | |||||
| Wool 18 | 50.62 | 8.85 | 5.19 | 17.97 | 11.11 | 1.73 | 2.38 | 1.1 | 2.73 | 14.1 | 15.6 | 10.67 | 400 | |||||
| Wool 19 | E-glass fiber | 58.25 | 21.09 | 0.54 | 11.86 | 0.3 | 0.43 | 0.3 | 0.41 | 3.20 | 16.8 | 23.8 | 24.02 | 408 | ||||
| Wool 20 | Synthetic slag | 38.1 | 13.6 | 9.3 | 9.1 | 20.7 | 2 | 1.08 | 1723 | 1.9 | 0.27 | 416 | This study | |||||
| Wool 21 | 32.3 | 13.4 | 10 | 15.1 | 20.8 | 1.9 | 1.07 | 2.0 | 0.25 | 449 | ||||||||
| Wool 22 | 38 | 16.5 | 11.8 | 16.5 | 12.5 | 1.2 | 1.34 | 2.9 | 0.46 | 447 | ||||||||
| Wool 23 | 31.7 | 23.7 | 3.4 | 21.4 | 13.4 | 1.4 | 1.31 | 3.0 | 0.48 | 472 | ||||||||
| Wool 24 | 34.6 | 20.3 | 6.2 | 20.7 | 12.4 | 1.2 | 1.42 | 3.3 | 0.57 | 465 | ||||||||
| Wool 25 | 43.2 | 16.8 | 15.2 | 16.8 | 6.2 | 1.57 | 4.0 | 0.76 | 445 | |||||||||
| Wool 26 | 40 | 36 | 5 | 16 | 1.37 | 4.2 | 0.71 | 472 | ||||||||||
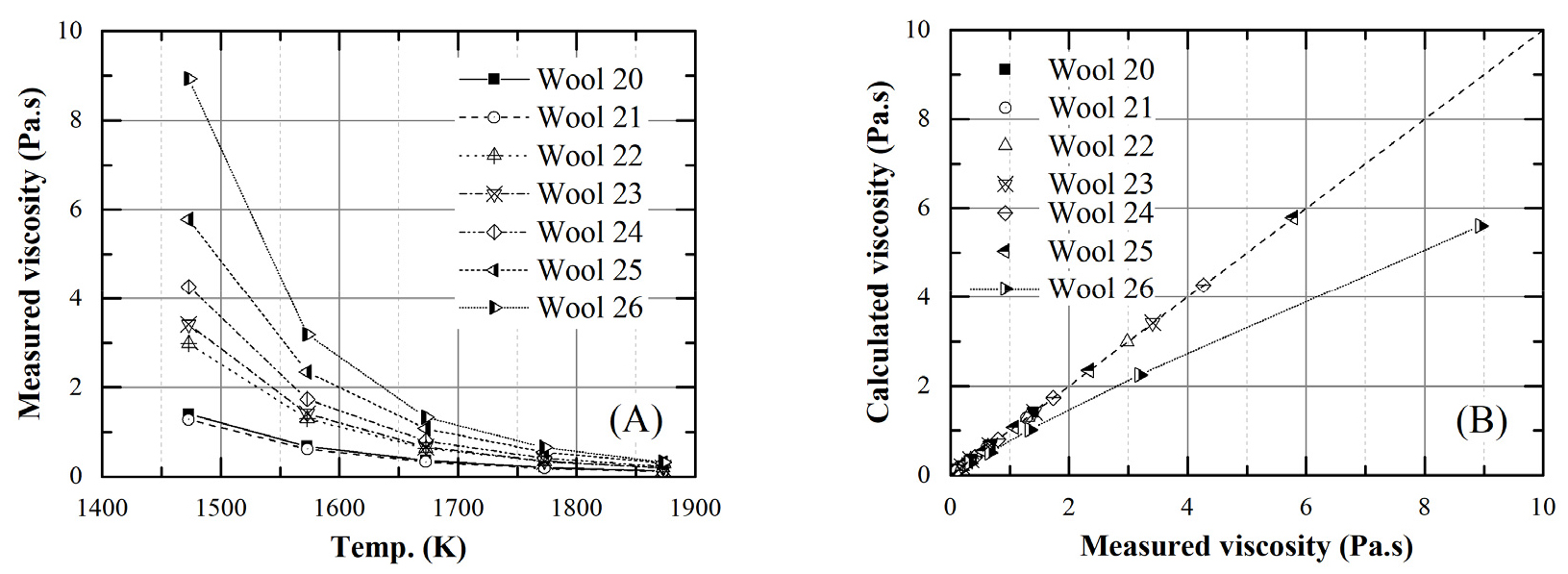
Fig. 4는 식 (10)으로 계산한 표면장력과 FactSage로 계산한 점도에 대한 미네랄 울의 산성도 영향을 나타낸다. 미네랄 울의 조성과 각 계산값은 Table 6에 정리하였다. 먼저 슬래그울 및 스톤 울의 경우, Table 5의 Wool 5~9와 같이 SiO2 농도가 상대적으로 낮아도 산성도가 약 1.6 이상에서 표면장력은 485 mN/m까지 증가하며, 산성도가 추가적으로 증가해도 표면장력은 거의 일정한 값을 유지하였다. 즉, 슬래그울 및 스톤 울의 높은 표면장력은 SiO2 농도가 낮은 조성에서 Al2O3 성분의 영향도 크다는 것을 알 수 있다. 현무암울 및 글래스울의 경우, Table 6과 같이 SiO2의 평균 농도가 약 50 wt%인 조성을 가지며, Fig. 3처럼 높은 SiO2 농도에서 계산한 표면장력은 약 395 mN/m이며 산성도가 변하여도 표면장력의 계산값은 크게 변하지 않았다.
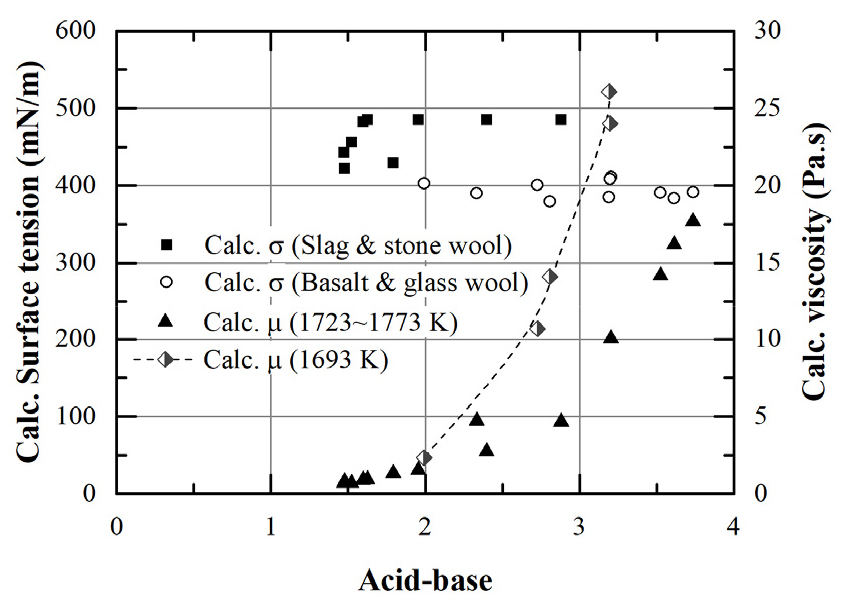
한편, Table 6의 Wool 1~14에 대한 점도의 경우, Fig. 3에서처럼 용체 온도가 1723~1773 K로 유사한 조건에서 산성도가 증가할수록 점도는 증가하였다. 용융물 온도가 1693 K로 낮은 Wool 15~19의 점도는 동일한 산성도에서 약 2배 이상 증가하는 것을 알 수 있다. 즉, 미네랄 울의 종류와 관계없이 용융물 온도가 유사할 경우, 미네랄 울의 조성은 표면장력 변화에 비해 점도 변화에 직접적인 영향을 미치며, 용융물 온도가 변할 때 동일한 미네랄울 종류 및 조성에서도 표면장력보다 점도에 대한 온도 영향은 크다고 판단된다. 본 연구에서는 미네랄울 조성의 영향이 상대적으로 큰 점도에 초점을 두고, 모델을 통해 산출한 섬유 직경의 변화를 분석하였다.
3.2. 모델 계산을 통한 섬유 직경의 변화 및 점도 영향
본 연구에서는 기존 문헌에서 보고된 19개의 조성과 섬유 직경의 측정값을 통해 모델의 신뢰성을 확보하고, 미네랄울 조성의 영향이 상대적으로 큰 점도에 대하여 섬유 직경의 변화를 분석하였다. Table 6에 제시된 용융물 온도에서 각 조성을 이용하여 표면장력과 점도를 계산하였으며, 식 (2), (3), (4), (5), (6), (7)의 특성 차원수를 계산한 후, 식 (1) 대입하여 섬유 직경을 산출하였다. 먼저, 각 식에 필요한 융융물 밀도(ρL)는 식 (8)과 식 (9), 그리고 Table 3의 계수로 계산할 수 있으며, 각 미네랄울의 용융물 밀도를 Table 7에 정리하였다. 슬래그울 및 스톤울(Wool 1~9)의 평균 밀도는 약 2628 kg/m3이며, 현무암 및 글래스울(Wool 10~19)은 약 2628 kg/m3이며, 본 연구에서 배합한 슬래그는 약 2889 kg/m3이다.
Table 7
Calculated melt density of various wool (unit:kg/m3)
Table 6의 점도와 표면장력, Table 7의 용융물 밀도를 활용하여 식 (2), (3), (4), (5), (6), (7)의 특성 차원수를 회귀 분석하여 식 (1)의 회귀 상수는 Table 8과 같이 도출되었다. 또한, 보고된 2중 디스크 방사 장비의 작업 조건 기반으로 Table 1에서 R과 B는 각각 0.385 m과 0.12 m이며, ω1과 ω2은 각각 188과 209 rad/s이며, qV와 ρgas는 각각 0.0613 m3/s과 1.2 m3/s로 설정하였다1).
Table 8
Optimized value of regression constant in Eq. (1)
| Constant | a0 | a1 | a2 | a3 | a4 | a5 | a6 |
| Value | 0.1 | -0.358 | -0.245 | -2.189 | 0.175 | -3.6753 | 0.134 |
Fig. 5는 더블 스피닝 모델로 계산한 섬유 직경과 측정된 섬유 직경에 대한 용융물 점도의 영향을 보여준다. Table 6에 섬유 직경과 계산에 사용된 물성치를 정리하였다. 먼저, Fig. 5(a)와 같이, 용융물 점도가 약 10 Pa·s까지는 섬유 직경의 측정값이 평균 약 14 μm까지 증가하다가, 용융물 점도가 추가로 증가하여도 큰 변화는 없었다. 더블 스피닝 모델로 계산한 섬유 직경은 점도와 함께 증가하며, 용융물 점도가 약 24 Pa·s의 높은 조건에서 섬유 직경은 최대 23.8 μm로 예측되었다. 용융물 점도가 약 15 Pa·s 이상으로 증가할 때 측정값과 계산값과의 편차가 커지며, Table 6에서처럼 고점도의 현무암울 및 글래스울에 대한 섬유 직경은 더블 스피닝 모델로 정확한 예측은 어려울 것으로 판단된다. 이러한 이유로 측정값과 계산값과의 전체 결정계수(R2)는 약 0.83이었다. 반면, Fig. 5 (b)와 같이 용융물 점도가 약 5 Pa·s 이하의 낮은 슬래그울 및 스톤울의 섬유 직경은 유사한 범위로 예측할 수 있다고 판단된다.
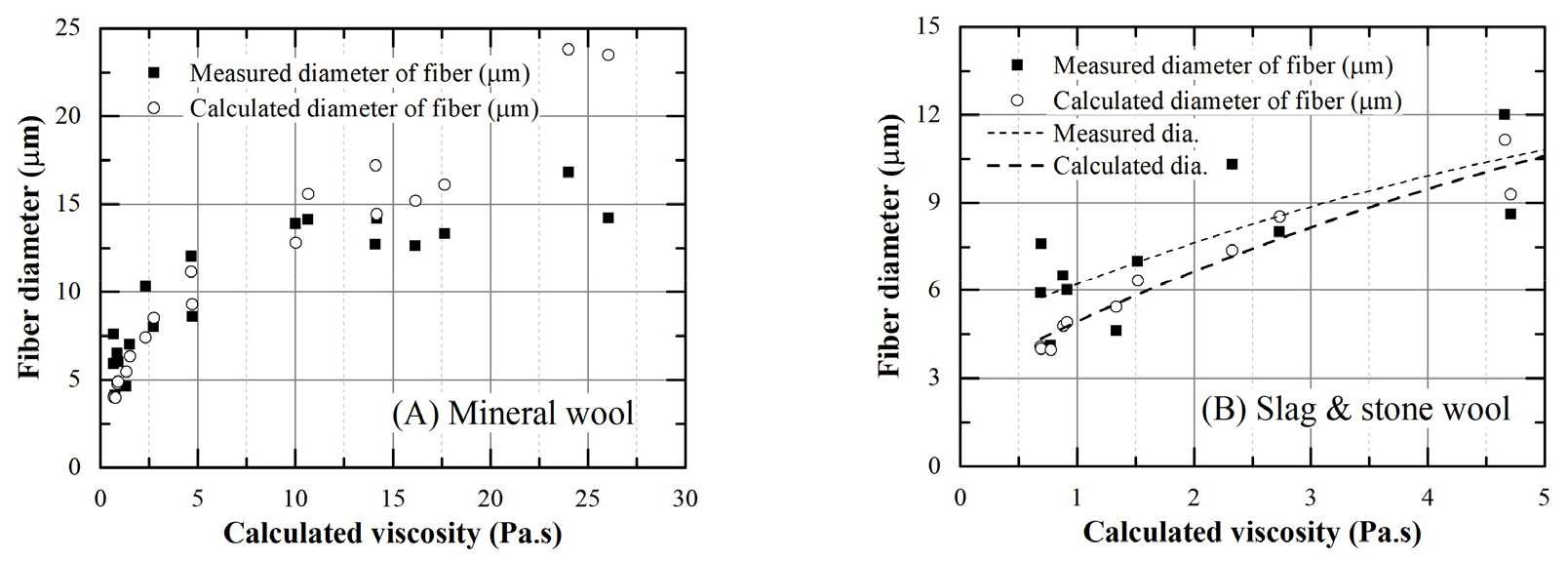
Fig. 6은 본 연구에서 측정한 인조 슬래그(wool 20~26)의 점도를 활용하여 계산한 섬유 직경을 나타낸다. 슬래그의 점도가 증가함에 따라 섬유 직경도 증가하며, 0.75 Pa·s 정도에서 섬유 직경은 약 4 μm까지 도달한다. Table 6에서처럼 인조 슬래그의 산성도 계수는 1.1~1.6이며, Al2O3 농도의 변화 범위가 약 10~20 wt%이므로, 유사한 슬래그 조성으로 섬유 직경을 계산하면 Fig. 5와 같이 점도가 약 1.5 Pa·s 조건에서 약 6 μm까지 증가하는 것을 확인할 수 있다. Table 6에서 보고된 슬래그울의 직경을 고려할 때, 본 연구를 통해 슬래그 조성의 최적 배합비를 도출하는데 필요한 하나의 지표로서 점도와 섬유 직경과의 관계를 활용할 수 있을 것으로 판단된다.
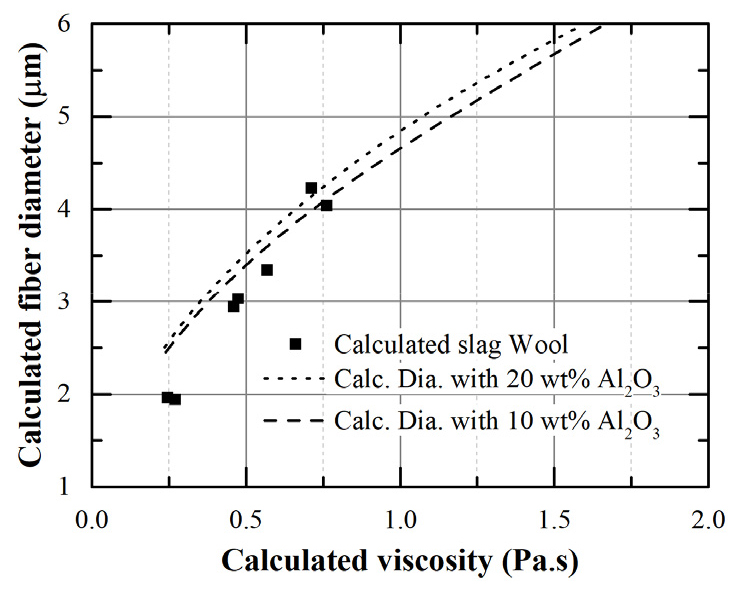
Fig. 6.
Influence of viscosity on changes in the calculated diameters of synthesized slag wool in Table 5.
4. 결 론
본 연구에서는 보고된 미네랄 울의 조성과 섬유 직경을 이용해 차원해석을 기반으로 한 더블 스핀 모델을 구현하였고, 섬유직경에 대한 용융물 점도의 영향을 조사하였다. 다음과 같은 결론을 얻었다.
1) 인조 슬래그 점도의 측정값과 FactSage로 계산한 점도를 비교할 때, FeO를 함유한 슬래그의 경우 거의 일치함을 보였다. 동일한 온도 범위에서 미네랄 울의 산성도가 증가할수록 점도는 증가하며, 계산된 표면장력의 경우 산성도에 대한 영향을 크지 않다고 판단된다.
2) 차원해석에 기반한 더블 스핀 모델을 구현하여 섬유 직경을 예측하였으며, 19개의 다양한 미네랄울 조성과 섬유 직경 데이터로 모델을 검증하였다. 용융물 점도가 약 15 Pa·s 이하일 경우 섬유 직경의 측정값과 계산값이 유사하였으나, 용융물 점도가 높은 경우 계산값이 측정값에 비하여 2배 이상으로 계산되었다. 또한, 인조 슬래그의 배합을 통해 용융물 점도를 약 1.5 Pa·s 정도 높일 때 섬유 직경이 6 μm까지 도달할 것으로 예측하였다.
