

1. 서 론
2. 실험 소재 분석 및 실험 방법
2.1. 실험 소재 분석
2.2. 실험 방법
3. 결과 및 고찰
3.1. 알루미늄 캔 스크랩 열처리 공정 효과
3.2. 용탕처리 조건에 따른 미세조직 비교
3.3. 플럭스 종류 및 종류에 따른 드로스 발생 평가
3.4. 최적의 플럭스 종류 및 함량에 따른 G.B.F 공정 효과 및 합금화 공정
3.5. 최적의 플럭스 종류 및 함량에 따른 특성평가
4. 결 론
1. 서 론
알루미늄은 용융점이 비교적 낮아 재용해가 용이하고 비중이 낮으며, 열용량이 높아 주조성이 우수하여 사형, 금형 및 다이캐스팅 등을 이용하여 건축 자재, 자동차, 전기, 전자, 전선, 포장 소재, 음료수 용기 및 기타 각종 부품 등의 대량 생산이 가능하여 광범위하게 사용이 되어 지고 있다1,2). 이러한 제품에서 발생한 스크랩 및 폐기물 등의 재활용은 보크사이트(Bauxite)에서 알루미늄을 추출하는 공정보다 에너지 절약 및 폐기물 발생량을 감소하는 효과가 있으며3), 알루미늄 재활용으로 알루미늄 1톤 처리당 9.5톤의 온실가스 발생을 절감하고 같은 규모에서 천연 알루미늄과 폐 알루미늄 생산에 투입 에너지 비용이 절감되기 때문에 알루미늄 재활용은 산업적으로 중요한 공정이다4).
알루미늄 캔 스크랩의 표면 코팅은 코팅 두께와 형태가 다양하며, 이러한 코팅층은 재활용 공정 시 코팅 종류와 스크랩 구조에 의해 코팅 제거 공정과 환경오염에 중대한 영향을 미친다. 일반적인 유기 화합물 코팅의 종류는 기름, 페인트, 수지, 플라스틱, 래커 및 잉크 등을 사용하며5), 보편적인 알루미늄 캔 스크랩의 코팅층 두께는 약 300 µm로 제조한다. 알루미늄 캔에 사용되는 판재는 산화와 불순물로부터 보호하기 위해 유기 화합물 코팅 후 무기 화합물로 추가 코팅 적층 공정을 진행한다. 일반적인 무기 화합물은 이산화티탄(TiO2) 또는 산화아연(ZnO)이며, 특히, 이산화티탄은 밝은 색과 높은 굴절률에 의해 포장재와 음료 캔에 주로 사용되어 진다5). 알루미늄 캔 스크랩 용해 과정에서 스크랩 표면에 코팅된 이산화티탄으로 인해 다음 식과 같이 반응이 일어난다.
| $$3{\mathrm{TiO}}_2+3\mathrm{Al}\;\rightarrow3\mathrm{Ti}+2{\mathrm{Al}}_2{\mathrm O}_3$$ | (1) |
알루미늄은 산소 친화성이 높은 금속으로 공기 중에서도 산소와 결합이 쉽고 용해 시 용해된 용탕표면에서 대기 중 산소와 반응하여 산화물인 알루미늄 드로스가 발생 된다6). 드로스는 알루미늄 용해 공정에서 약 5~30%가 생성되는 필수적인 부산물이며, 드로스 종류에 따라 약 10~30 wt.%의 알루미늄이 함유되어 있어 알루미늄 손실이 발생하고 있다7). 알루미늄 폐자원은 매립을 통한 처리가 이루어지고 있으며, 이는 매립 비용 및 인간, 동·식물에 유해한 환경오염은 전세계적으로 큰 문제를 지니고 있다8,9). 그래서 알루미늄 용해시 고효율 알루미늄 용해 공정 및 드로스 발생 저감에 대한 재자원화 기술은 필수적이다.
따라서 본 연구에서는 알루미늄 캔 스크랩의 재자원화를 위한 용해 공정 중 드로스 발생 최소화 및 알루미늄 회수 최적화를 위한 플럭스 및 용해 공정 변수에 대한 영향을 조사하였다.
2. 실험 소재 분석 및 실험 방법
2.1. 실험 소재 분석
본 연구에 사용된 소재는 국내 D 社에서 회수한 알루미늄 캔 스크랩으로 음료 및 식음 등에 사용되는 알루미늄 캔 제조 과정 중 발생한 공정 스크랩을 이용하였다. 알루미늄 캔은 내용물의 보존의 특성을 위해 내·외부에 폴리머계 수지(Resin)를 이용하여 코팅되어 있다.
Fig. 1(a)는 본 연구에서 사용된 알루미늄 캔 스크랩의 거시적인 형상을 나타냈으며, 알루미늄 합금 판재를 프레스(Press)를 이용하여 캔 손잡이(Tap)를 절단 후 남은 스크랩이다. 전계방사형–주사전자현미경 / 에너지분산형 X- 선 분광기(Field Emission-Scanning Electron Microscope / Energy Dispersive Spectroscopy, FE-SEM/EDS: QUANTA 200F, FEI)를 이용하여 스크랩 내부의 미세조직 관찰 및 거시적인 성분분석 결과를 Fig. 1(b)에 나타냈고, 기공을 제외한 기지상과 공정상 2종류의 상으로 구분된다. Table 1의 EDS 성분분석 결과를 통해 기지상은 알루미늄 캔 스크랩의 성분 중 가장 많이 함유된 Al-Mg 합금으로 이루어져 있는 것을 알 수 있으며, 밝은 각진 형상의 공정상은 Al-Mg-Fe-Mn계 합금으로 확인되었다.
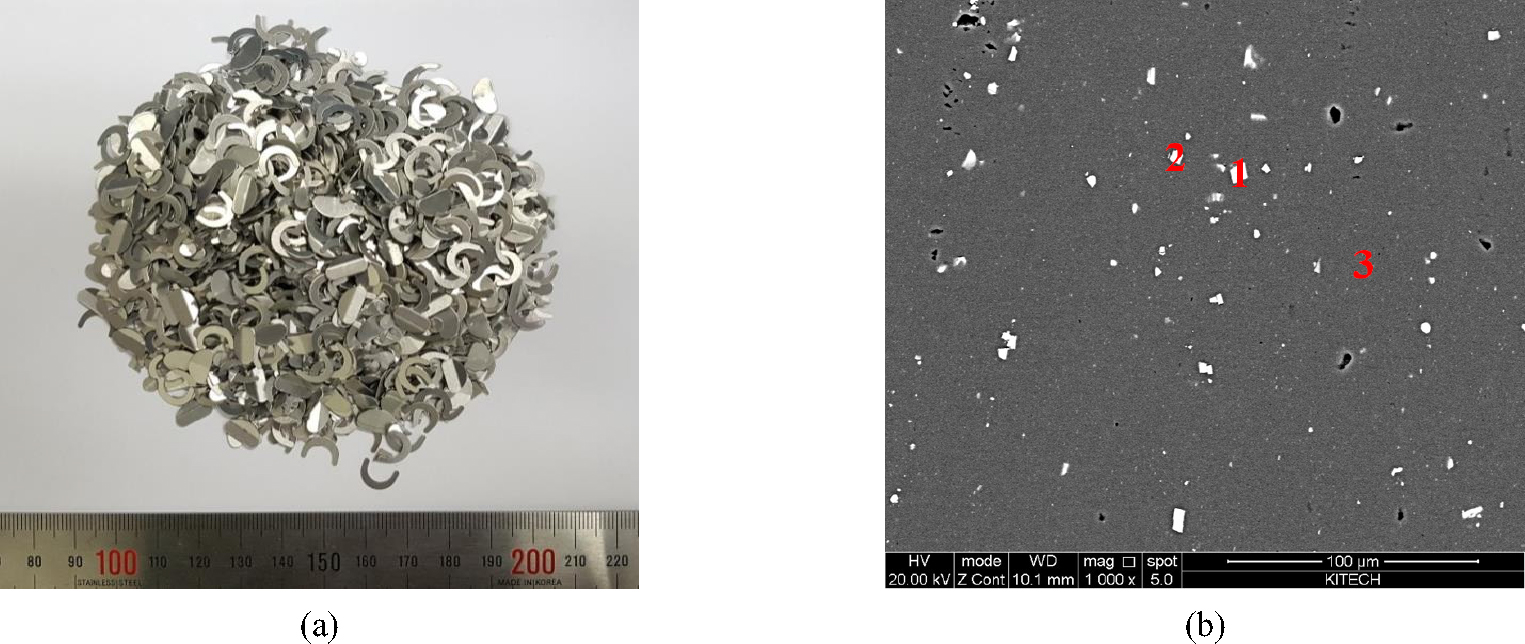
Table 1.
Results of chemical composition of Aluminum can scrap by FE-SEM EDS analysis (wt.%)
| Al | Mg | Mn | Fe | ||
| Area | 95.28 | 4.72 | - | - | |
| Point | 1 | 71.33 | 2.7 | 7.21 | 18.77 |
| 2 | 75.7 | 1.99 | 6.42 | 15.89 | |
| 3 | 95.11 | 4.89 | - | - | |
Fig. 2(a)는 알루미늄 캔 스크랩을 X-선회절분석기(X-ray Diffractometer, XRD: X-ray Diffraction D8 Discover, BRUKER AXS)의 분석 결과를 나타냈다. 스크랩 내 다량으로 함유되어 있는 Al0.95Mg0.05(10-7844)가 메인 상이며, 복합 산화물로 분석된 H2Mg1O2(08-9827) 상은 알루미늄 캔 스크랩 표면의 폴리머계 코팅층에 의해 소량 검출된 것으로 판단된다.
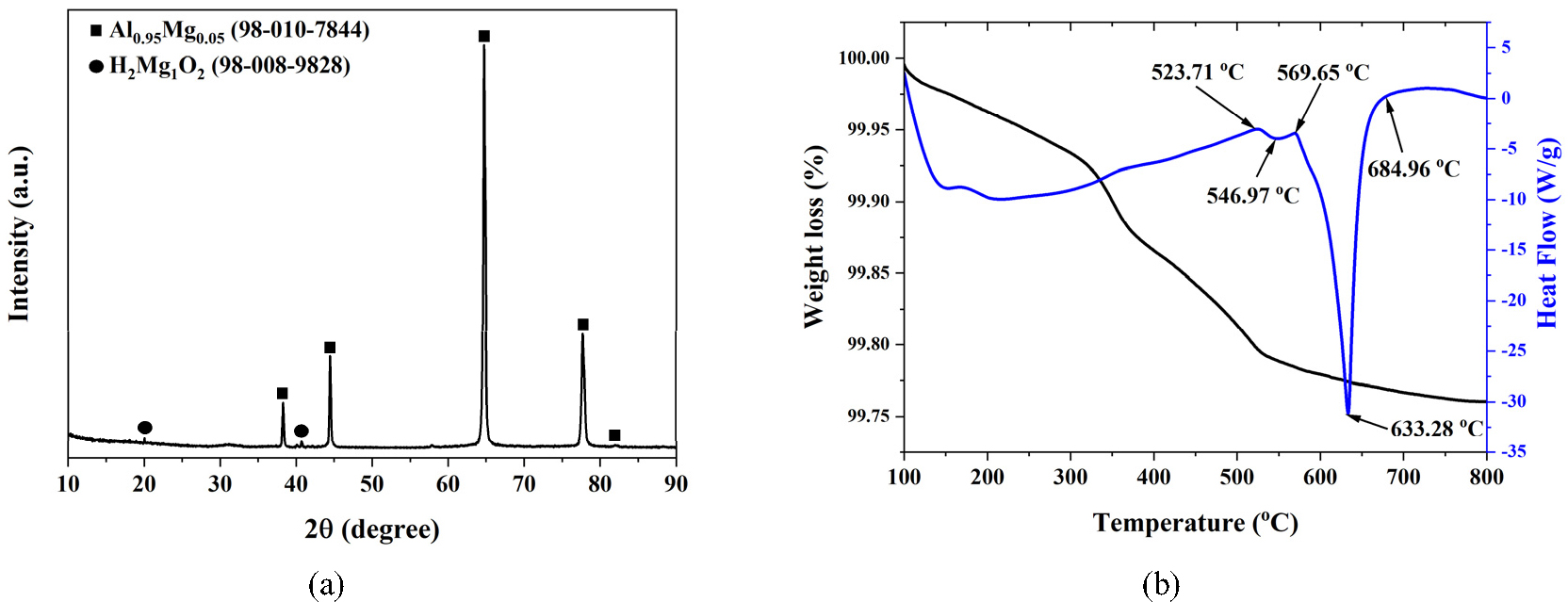
알루미늄 캔 스크랩의 코팅층 제거 및 용해 온도 설계를 위해 열 중량 시차분석 장치(Thermogravimetry-Differential Thermal Analysis, TG-DTA: SDT Q600, TA instruments)를 이용하여 열분석을 진행하였고, 그 결과를 Fig. 2(b)에 나타냈다. 열분석 조건은 아르곤(Ar) 분위기로 1 ml/min 유량 및 20 °C/min의 승온 속도를 고정으로 분석을 진행하였으며, 100~300 °C 부근에 질량 변화는 알루미늄 캔 스크랩 표면에 수분 및 코팅층 내 무기화합물의 휘발로 인해 발생한 것으로 판단된다. 350~400 °C 부근에 급격히 질량이 감소하는 것을 보아 저온의 유기화합물이 휘발되는 것으로 판단되며, 400~500 °C 고온의 유기화합물이 휘발되어 질량의 감소가 되는 것으로 보여진다. Mg은 알칼리토금속으로 Al보다 높은 산소친화성을 가지고 있어 520 °C부터 Al-Mg 합금의 표면에 MgO산화층이 형성되는 것을 예측할 수 있으며, Mg 함량에 따라 다른 경향은 발생하나 고온에서 Al-Mg 합금의 산화반응은 표면에 MgO가 생성된 후에 MgAl2O4 spinel의 연속적 생성이 된다. 알루미늄 캔 스크랩은 약 600 °C부터 용해가 시작하는 것을 알 수 있으며, 이러한 분석 결과를 통해 알루미늄 캔 스크랩 용해 공정 조건 선정이 가능한 것을 알 수 있다.
2.2. 실험 방법
2.2.1. 스크랩 코팅층 제거를 위한 열처리 조건
스크랩의 폴리머계 수지로 인해 용해 공정시 화염 및 유독 가스를 배출하게 되며, 용해 공정 중 위험한 요소로 안전사고가 발생 할 수 있어 열처리 공정을 통해 폴리머계 수지의 제거가 필요하다. 코팅층인 폴리머계 수지는 유기화합물과 무기화합물로 탄소, 산소, 수분, TiO2, 등이 포함되어 있으며, 이러한 폴리머계 수지 코팅층은 용해 공정시 회수율 저하와 드로스 발생량 증가 그리고 유독가스/화염이 발생하여 용해 공정에 용이하지 않다. 알루미늄 캔 스크랩 내 수분은 온도의 상승에 따라 수증기(기체)로 만들어 제거 가능하며, 유기 화합물은 플라스틱계로 이루어져 산화 반응을 통해 가스화로 제거가 가능하다. 열처리 공정을 통해 다양한 문제점을 보완이 가능하며, 열처리 공정의 조건은 열 중량 시차분석 결과를 바탕으로 선정하였다. 전처리 공정은 Fig. 2(b)의 열 중량 시차분석을 기반으로 공정 조건을 설계하였고, 흑연도가니에 1 kg의 알루미늄 캔 스크랩을 장입 후 전기로(spec: SCR heater, max-1,000 °C, 10 °C/min)에서 선정한 총 3가지의 조건인 400, 450, 500 °C에서 각 30 분 동안 유지하는 것으로 설계하였다.
2.2.2. 용탕처리를 위한 첨가제 선정
알루미늄 잉곳 및 스크랩 등의 용해 공정 중 용탕에는 다량의 수소·산화물 등의 비금속 개재물 외 Na 등의 알카리 금속이 함유 되어있다. 이들 불순물의 존재는 알루미늄 소재에 중대한 악영향을 미치므로 주조 전 용탕에서 수소 및 개재물 등을 제거하기 위한 목적으로 용탕처리가 필수적이다. 일반적으로는 흑연 랭스 파이프를 사용하여 Ar/N2의 불활성 가스와 Cl2가스를 혼합하여 용탕 중에 불어넣는 방법이 널리 사용되고 있다. 그러나 이 방법에서는 가스 기포 사이즈가 크기 때문에 처리 효율이 낮고 흡입한 Cl2가스가 빠른 속도로 용탕으로부터 방출되어 일부가 수증기와 반응하여 염산가스가 발생하게 된다. 이들 염소계 가스는 주변 환경을 현저하게 약화시키는 요인이 되고 특히 다이옥신류 발생의 원인이 되어 환경 및 인간에게 악영향을 미치므로 현재는 사용을 줄이고 있는 추세이다.
장입소재인 알루미늄 캔 스크랩은 최적의 열처리 공정 후 회수된 스크랩을 이용하여 용해 공정에 적용하였으며, 용해 공정은 스크랩만 용해하는 공정, Salt flux 용탕 처리 공정 그리고 G.B.F 공정에 플럭스 종류에 따라 장입한 복합 공정으로 변수를 선정하였다. ㈜디에스리퀴드에서 제조된 Salt flux(NaCl/KCl), 염화물인 MgCl2(CAS No. 7786-30-3_대정화금(주))는 순도 95.21 % (assay: insoluble matter in water, Fe, SO4)의 분말형태이며, NaF(CAS No. 7681-49-4_일본 JUNSEI社)는 순도 98 %의 분말 형태인 불화물을 사용하였다. 복합 공정에 사용된 혼합 플럭스는 Salt flux와 MgCl2와 Salt flux와 NaF를 90:10와 80:20 그리고 70:30의 비율로 혼합하여 용해 공정 중 G.B.F 공정과 함께 첨가제로 사용하였다. G.B.F 공정 조건은 Ar 가스-10 l/min, 교반 속도-500 RPM으로 선정하였다.
2.2.3. 회수 금속 특성 평가
알루미늄 캔 스크랩 용탕처리 후 회수된 알루미늄 합금의 정량적 화학조성 분석을 위해 스파크 방전 원자 방출 분광기(Optical Emission Spectrometer: QBL 750, OBLF spektrometrie)를 이용하였고, 각 공정별 회수된 알루미늄 합금의 화학조성을 비교하였다. 용탕처리 조건에 따라 기공률을 측정하고자 아르키메데스의 원리를 이용하였고, 각 공정에서 회수된 응고 시료를 일정한 크기(10x10x10 mm3)로 절단하여 표면 연마 및 세척 그리고 건조 후 상온(약 23 °C)에서 비중을 산출하여 각 시료별 비교하였다. 회수된 시료와 기존의 Al 5083 합금 소재와의 기계적 특성을 비교하고자 각 시험편 9종을 ASTM E8E8M 규격의 비례시편을 제작하여 시험 평가를 진행하였다. 그리고 제작된 시험편을 ASTM B557-15 규격으로 인장시험을 진행하였고, 인장강도와 항복강도 그리고 연신율의 결과값을 산출하여 Al 5083합금과의 비교 분석하였다.
3. 결과 및 고찰
3.1. 알루미늄 캔 스크랩 열처리 공정 효과
Fig. 3은 열처리 공정 온도에 따른 알루미늄 캔 스크랩의 형상 변화를 거시적으로 나타낸 결과이며, 열처리 온도의 상승에 따라 스크랩의 표면이 어두워지는 경향을 보이다가 500 °C에서 열처리한 스크랩은 다시 밝아진다. 이것은 스크랩 표면에 코팅되어 있는 폴리머계 수지가 열의 의해 휘발되는 과정에서 발생한 현상 및 Al보다 높은 산소친화성을 가진 Mg가 산화반응으로 MgO로 산화되어 알루미늄 캔 스크랩의 표면이 밝아진 것으로 판단된다. 알루미늄 캔 스크랩 표면에 존재하는 코팅층의 제거를 FE-SEM/EDS 화학조성 분석을 통해 확인하였으며, 온도가 상승함에 따라 스크랩 표면에 존재하는 폴리머계 성분인 탄소의 함량이 줄어드는 것을 Table 2에서 확인할 수 있다. 이러한 결과로 인해 용해 공정 전 알루미늄 캔 스크랩은 500 °C에서 30 분동안 유지하는 열처리 공정이 최적의 공정 조건이라고 판단된다.

Table 2.
Result of chemical composition of aluminum can scrap with heat-treatment condition by FE-SEM EDS analysis (wt.%)
| Al | Mg | O | C | |
| Scrap | 43.06 | 2.07 | 4.72 | 50.16 |
| 400 ℃ | 57.75 | 3.94 | 6.19 | 32.12 |
| 450 ℃ | 72.77 | 5.67 | 5.47 | 16.09 |
| 500 ℃ | 88.23 | 6.84 | 2.98 | 1.95 |
3.2. 용탕처리 조건에 따른 미세조직 비교
알루미늄 캔 스크랩을 이용하여 용해 공정시 용탕처리(플럭스 종류, 플럭스 함량, G.B.F 공정)에 따라 FE-SEM을 이용하여 각 공정 변수별 미세조직을 통해 효과적인 용탕처리를 확인하였다. Fig. 4(a)는 스크랩을 열처리 공정 후 용해 공정을 통해 회수된 시료의 미세조직 관찰 결과이며, Fig. 1(b)의 스크랩 미세조직과는 용해 과정 중 열에너지에 의해 공정상의 구조가 바뀐 것을 알 수 있다. Fig. 4(b)~(d)는 용해 공정시 알루미늄 캔 스크랩 1 kg 용탕에 Salt flux의 함량은 1, 3, 5 wt.%로 첨가하여 회수된 시료의 미세조직 관찰 결과 나타냈다. Fig. 4(a)의 Al-Mg-Si- Mn-Fe계 공정상보다 작아진 것을 알 수 있으며, 이러한 현상은 Table 3 스파크 방전 원자 방출 분광기를 이용한 성분분석 결과에서 확인할 수 있다. 이것은 기존의 알루미늄 캔 스크랩을 용탕처리 시 사용된 용탕처리 첨가제에 의해 화학조성의 불균일 분포 및 Fe와 Mn이 먼저 확산하여 부피 분율을 증가시켜 공정상의 형태가 바뀐 것으로 판단된다. Fig. 4(e)~(j)의 미세조직은 용해 공정시 용탕에 Salt flux와 MgCl2와 Salt flux와 NaF를 90:10와 80:20 그리고 70:30의 비율로 혼합하여 알루미늄 캔 스크랩 1 kg당 3 wt.%로 첨가한 결과를 나타낸 사진이다. 미세조직에서 Salt flux를 첨가한 시료와 동일한 경향이 보이며, 기지상의 Al-Mg계 합금의 조성 비율은 큰 변화는 보이지 않는다. 이것은 초기 스크랩의 화학조성에 비해 성분의 불균일로 인해 원소의 확산계수가 변하여 공정상의 형태가 변하는 것으로 판단된다.
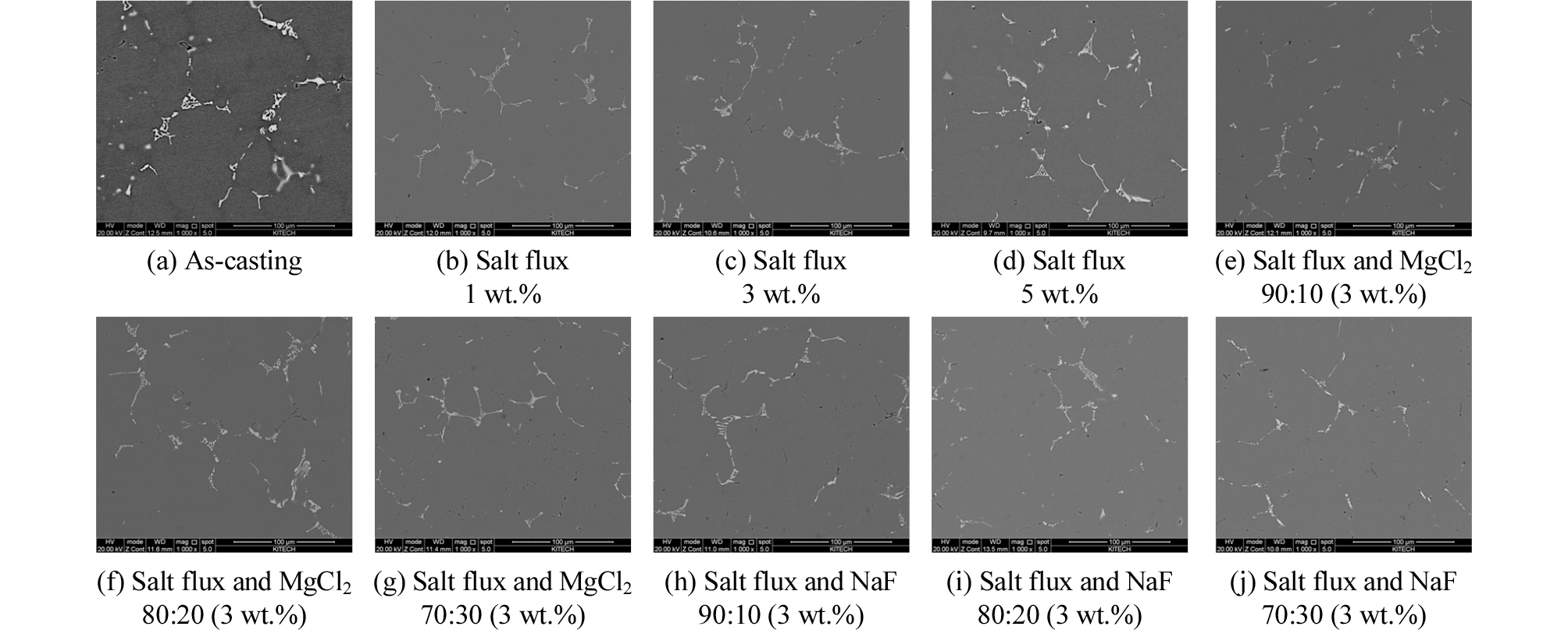
Table 3.
Result of composition of recovered metal with flux type and mixing ratio by optical Emission Spectrometer (wt.%)
3.3. 플럭스 종류 및 종류에 따른 드로스 발생 평가
알루미늄 캔 스크랩 용해 공정 중 용탕처리 후 용탕 표면에 부유된 드로스(비금속 개재물, 산화물 등의 불순물)를 제거해야하며, 이때 드로스 내부에는 일부 알루미늄 금속이 포함된다. Fig. 5(a)~(c)는 Salt flux 함량이 증가함에 따라 발생한 드로스(Dross)의 거시적인 형상을 나타낸 사진으로써, 용해 공정 중 Salt flux의 첨가량이 증가하면 드로스 내 알루미늄 합금 금속의 함량이 감소하고 블랙 드로스와 산화물이 많아지는 것으로 확인 할 수 있다. Fig. 6에서 나타낸 결과에서도 Salt flux의 함량이 증가하면 알루미늄 캔 스크랩이 용해 공정 중 알루미늄 합금의 산화를 방지하는 것을 알 수 있다. Salt flux 1 wt.% 대비 3 wt.%가 드로스 무게 약 45 % 감소하였고, 5 wt.%는 1 wt.% 대비 알루미늄 캔 스크랩 5 kg 장입 대비 약 55 % 감소하였으며, 첨가량 대비 효율은 Salt flux의 함량이 3 wt.% 첨가한 경우 우수하다는 것을 알 수 있다. Fig. 5(a)와 같이 드로스 내 금속 알루미늄 합금의 함량이 높으면 회수된 드로스의 파쇄 공정 및 재용해 공정을 통해 금속만 회수가 가능하다고 보여 진다10).
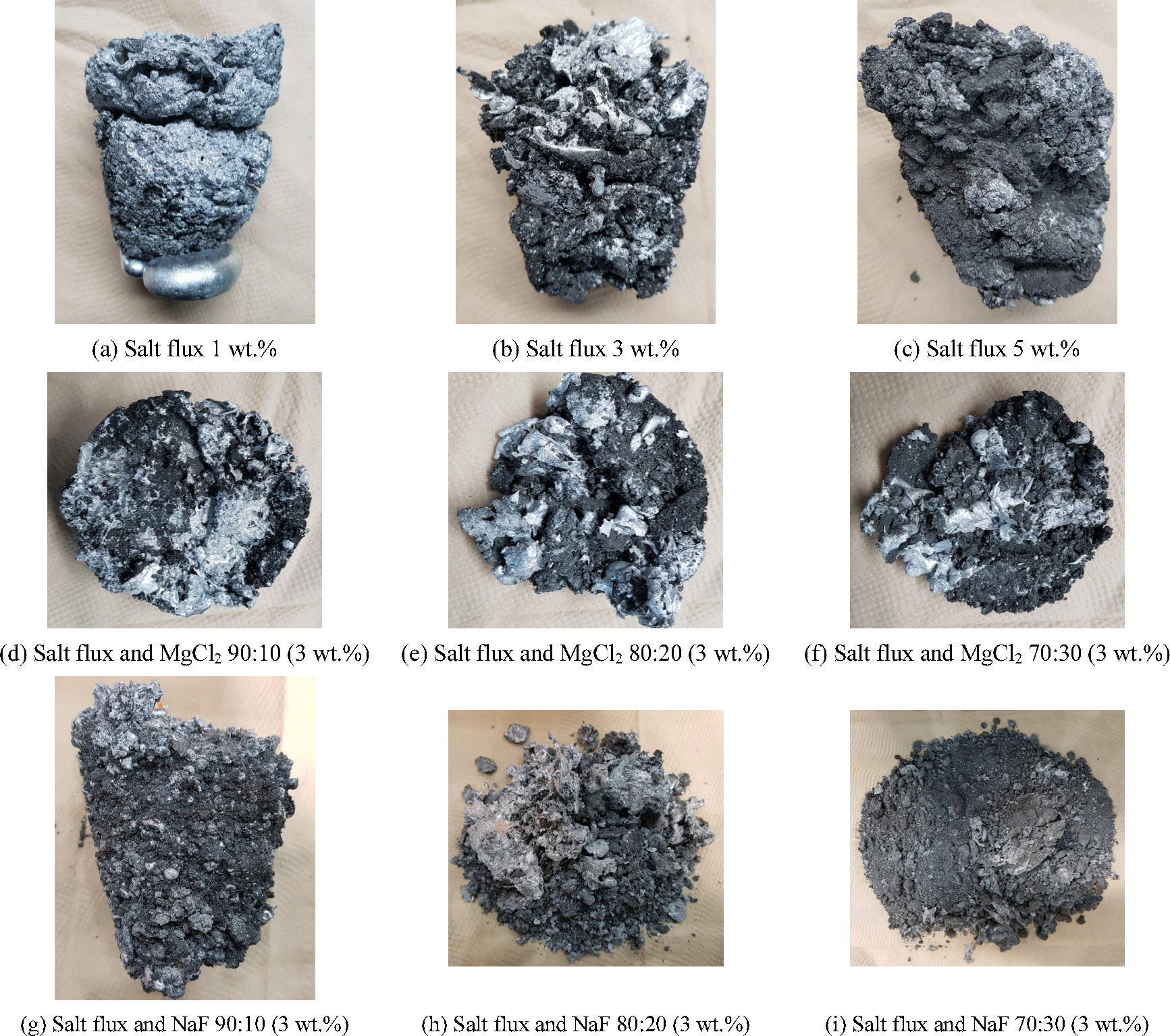
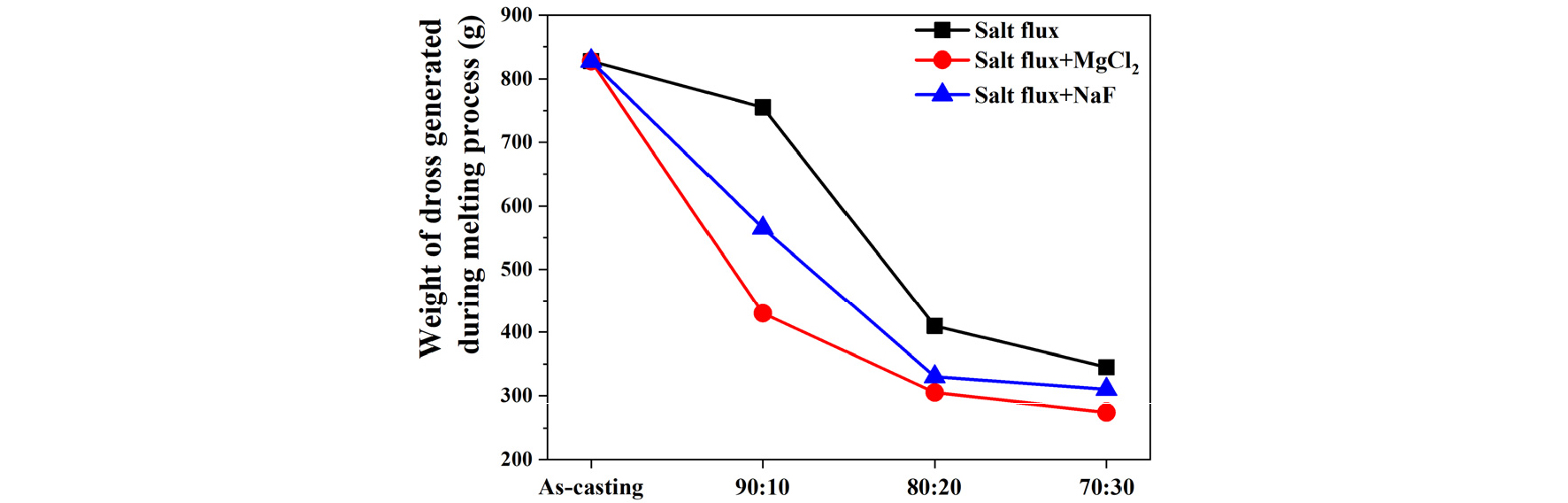
Fig. 5(d)~(f)에 보여지는 바와 같이 Salt flux와 MgCl2 복합 첨가제를 혼합 비율에 따라 드로스의 발생량이 감소하는 것을 보아 산화 방지가 우수하다는 것을 알 수 있으며, Salt flux만 사용했을 때보다 Salt flux와 MgCl2 복합 첨가제가 산화 방지에 우수하다는 것을 Fig. 6의 드로스 발생량 결과에서도 확인이 가능하다. 알루미늄 캔 스크랩 용해 공정 중 산화성이 높은 마그네슘과 알루미늄의 산화가 일어나며, 산화를 방지하기 위해 NaCl-KCl을 용탕처리제로 사용하게 된다. 이때 사용한 NaCl-KCl이 용탕 내 잔류하여 알루미늄 회수에 손실을 초래하며, 이러한 단점을 보완하기 위해 불화물을 첨가하여 손실을 줄일 수 있다. 용탕에 불화물인 MgCl2를 첨가하면 표준 생성 자유 에너지가 낮아져 용탕 내 금속과 드로스와의 표면 장력을 감소시켜 분리가 용이하다. 그리고 용탕 내 존재하는 Na나 Ca과 반응하여 에너지가 안정한 NaCl이나 CaCl2를 생성하여 드로스로 제거된다.
Fig. 5(g)~(i)는 Salt flux와 NaF를 혼합하여 용해 공정을 진행 중 발생한 드로스의 거시적인 형상을 나타냈으며, Salt flux와 NaF를 첨가시 Salt flux와 MgCl2 첨가한 용해 공정보다 알루미늄 합금 산화물보다 블랙 드로스가 과량 발생한 것을 알 수 있다. 이러한 현상은 NaF 불화물의 분해 시 발열반응으로 혼합한 Salt flux를 신속히 용융시키는 작용과 드로스 중에 포집된 알루미늄 분해과정 중 재용해하여 용탕으로 다시 되돌려 보내는 작용으로 인한 것이다.
3.4. 최적의 플럭스 종류 및 함량에 따른 G.B.F 공정 효과 및 합금화 공정
알루미늄 캔 스크랩 용탕 내 첨가된 플럭스 중 NaF는 용탕과 혼합으로 발열 반응이 일어나게 되며, 용탕 열과 NaF로 인해 발생한 열로 Salt flux를 용융시켜 유동성이 증가하게 된다. 용융된 Salt flux가 산화물 표면에 접착하여 용탕과의 분리를 촉진시키는 역할을 하며, 산화물 상호 간의 흡착 및 응집 그리고 조대화를 촉진시키게 된다. 조대화된 산화물은 수소 개재물 등도 포함되어 있으므로 비중이 낮아 용탕 표면으로 부상되어 분리가 쉽다. 이와 같은 특징을 포함한 플럭스는 저온 영역에서도 활성도가 높아 강한 반응성을 지닌 MgCl2과 NaF를 사용하였다.
Fig. 7은 플럭스만 사용한 공정, 플럭스에 G.B.F 공정을 포함한 복합공정 그리고 Salt flux와 MgCl2 혼합비율 70:30 조건에서 합금화 공정으로 구분하여 용해 공정을 진행하였다. 이때 합금화 공정은 Al 5083 합금 화학조성과 동일하게 용해 공정 후 회수된 알루미늄 합금에 부족한 금속을 첨가하는 공정을 진행하여 특성을 비교하였다. Fig. 7(b)와 (c)는 알루미늄 캔 스크랩의 용해 공정 중 G.B.F 공정의 효과를 비교하고자 공정을 진행하였고, 미세조직 결과에서는 두 시료의 차이가 보이지 않았다. Fig. 7(d)에서 (i)는 알루미늄 캔 스크랩의 용해 공정 중 G.B.F 공정과 용탕처리 첨가제의 효과를 비교하고자 공정을 진행하였고, 미세조직 관찰 결과, 추가적으로 G.B.F 공정을 진행한 시료는 공정상인 Al-Mg-Si-Mn-Fe계 합금균일 분포 및 공정상의 양이 많은 것을 알 수 있다. Table 4는 8종의 시료의 스파크 방전 원자 방출 분광기 화학조성 분석을 진행하여 Al 5083의 조성과 비교한 결과를 나타냈다. Salt flux와 MgCl2 혼합비율 70:30 복합 첨가제 첨가와 G.B.F 공정을 적용한 시료를 이용하여 합금화 공정을 진행한 소재가 Al 5083 합금 소재와 유사한 화학조성 결과를 도출하였다.
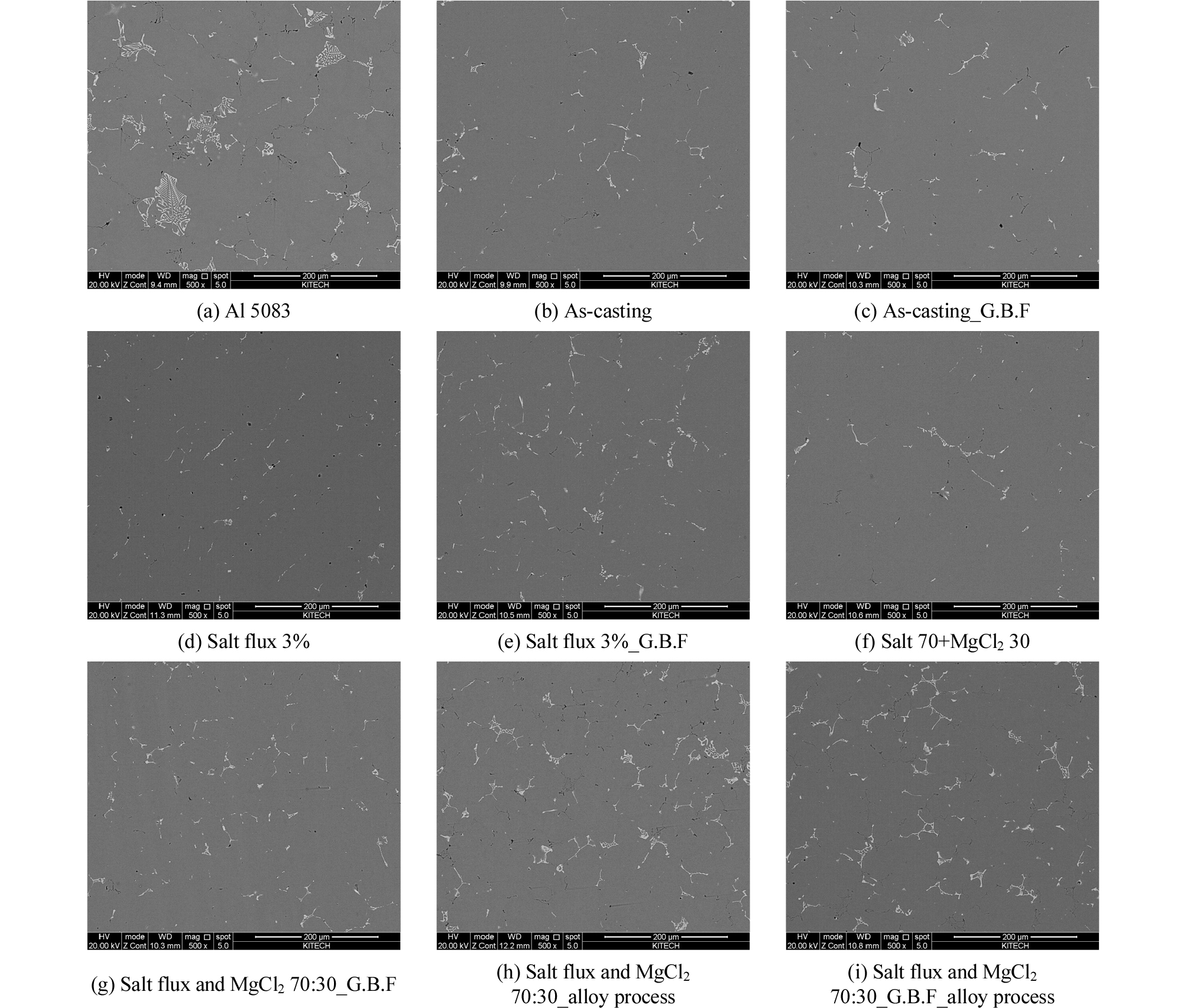
Table 4.
Result of chemical composition of recovered metal with melting conditions by optical Emission Spectrometer (wt.%)
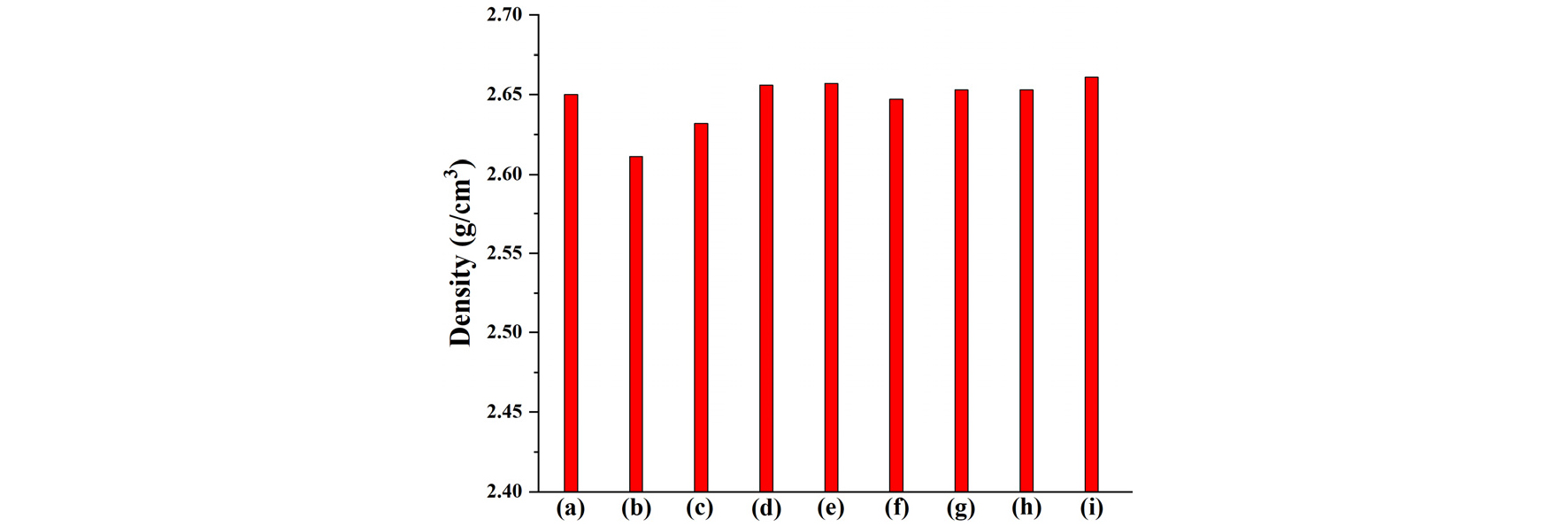
Fig. 8은 8종의 시료의 비중 측정 결과를 나타냈으며, Fig. 8(a)의 Al 5083 합금 비중과 용해 공정을 진행한 시료를 비교한 결과를 나타냈다. Fig. 8(b)와 (c)는 알루미늄 캔 스크랩을 이용하여 용해 공정 후 회수된 시료의 비중 측정 결과이며, Fig. 8(c)의 시료가 Fig. 8(b)보다 상대적으로 높은 비중을 가지는 것을 알 수 있었다. Fig. 8(d)에서 (e) 시료는 Al 5083 합금의 진밀도에 가까운 비중이 측정되었으며, Fig. 8(h)에서 (i)는 복합 첨가제와 G.B.F 공정을 적용한 시료에 합금화 공정을 진행한 시료는 Fig. 8(i)의 시료가 Al 5083 합금의 진밀도에 가까운 비중값이 측정되었다. 비중 측정 결과에서 플럭스를 사용하고 용해 공정인 G.B.F 공정을 복합으로 적용시 용탕 내 탈가스가 원활하게 이루어져 시료의 비중이 높은 것을 알 수 있었다.
3.5. 최적의 플럭스 종류 및 함량에 따른 특성평가
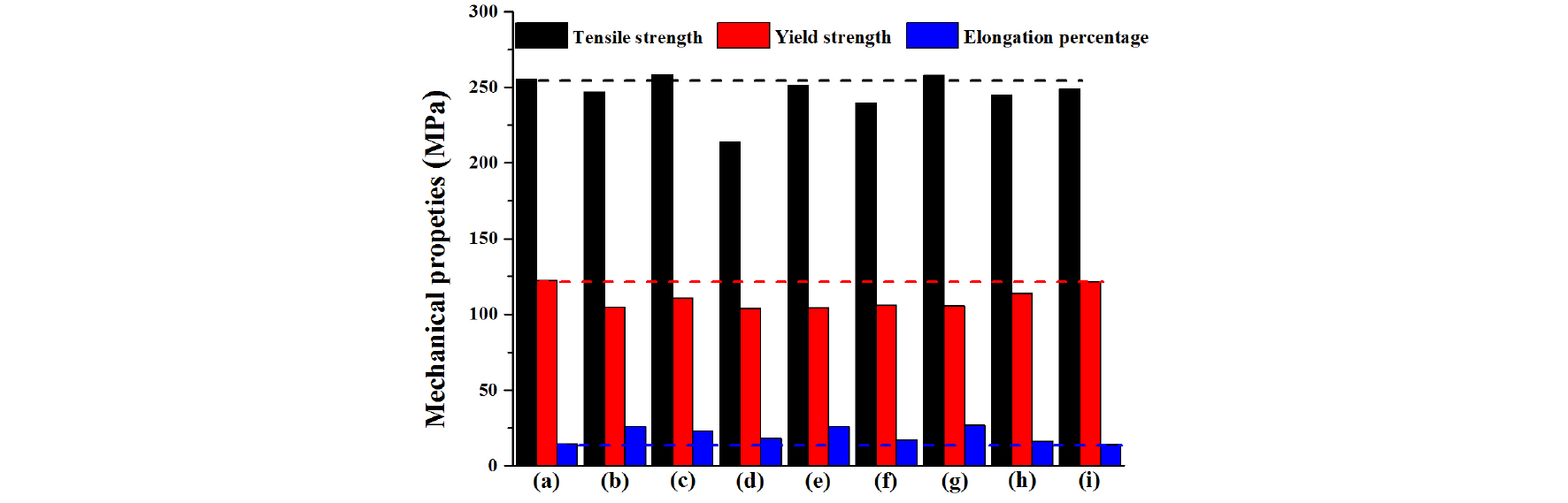
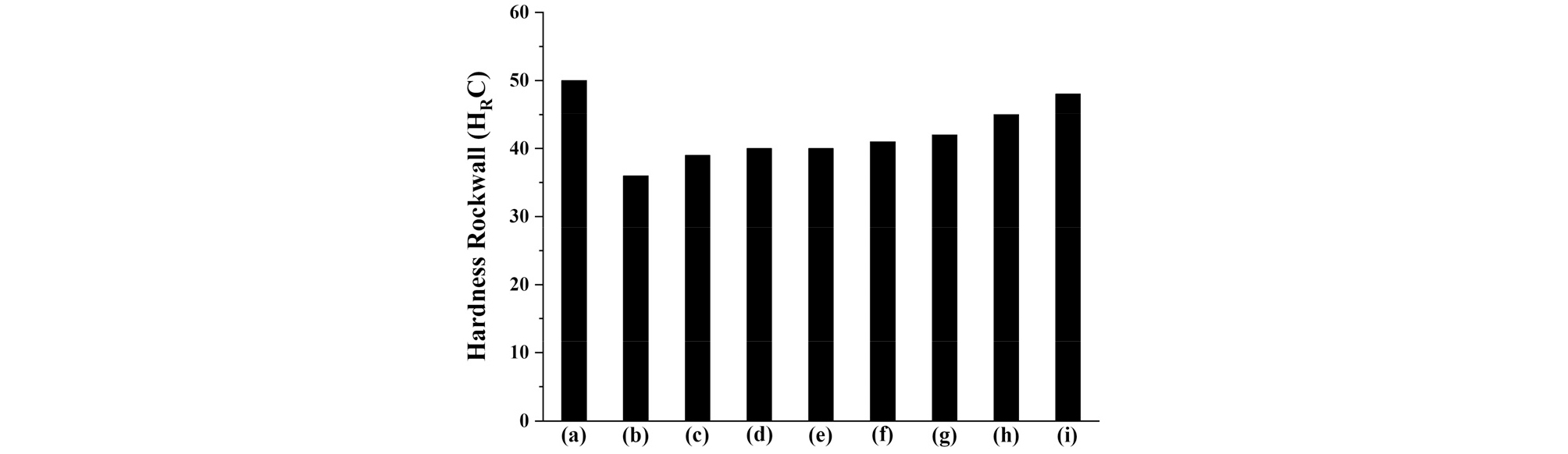
각 용해 공정을 통해 제작된 시험편 9 종을 인장 시험 및 강도 시험을 진행했다. 9종의 시험편은 ASTM E8E8M 규격의 비례시편으로 제작하였고, Fig. 9는 Al 5083 합금 소재와 용해 공정으로 제작된 시료와의 인장 시험 비교 결과를 나타냈다. 이때 인장 강도와 항복 강도 그리고 연신율에 대해 평가를 위해 ASTM B557-15 규격으로 인장시험을 진행하였다. Fig. 9(i) Salt flux와 MgCl2 혼합비율 70:30 복합 첨가제 공정과 G.B.F 공정 후 합금화된 시료가 Al 5083 합금과 비슷한 특성을 가진 것으로 확인 되었다. Fig. 10는 Rockwell hardness test C scale(HRC)로 9종의 시료를 측정 하였고, Fig. 10(a)는 Al 5083 합금 소재로써 HRC 50으로 측정되었다. 용해 공정으로 제작된 시료 중 Salt flux와 MgCl2 혼합비율 70:30 복합 첨가제 공정과 G.B.F 공정 후 합금화된 시료가 가장 근사치로 측정이 되었다. Al 5083 합금 소재와 Salt flux와 MgCl2 혼합비율 70:30 복합 첨가제 공정과 G.B.F 공정 후 합금화된 시료는 인장강도와 항복강도, 연신율 그리고 경도의 측정 수치가 비슷한 양상을 보이며, 이는 스크랩으로부터 재자원화 후 소재화를 통해 부품 소재로 활용이 가능한 것으로 판단된다.
4. 결 론
본 연구에서는 알루미늄 캔 제조시 발생한 스크랩을 이용하여 용해 공정 중 용탕처리제에 따라 알루미늄 합금 회수 및 합금화에 대한 기계적 특성 비교에 관한 연구를 진행하여 다음과 같은 결론을 얻었다.
1. 알루미늄 캔 스크랩의 미세조직은 기공을 제외한 2종류의 상으로 구분되어지고 기지상은 Al-Mg 합금이며, 밝은 각진 형상은 Al-Mg-Si-Mn-Fe계 합금의 공정상으로 확인하였다. 상분석 결과 Al0.95Mg0.05(10-7844)상과 코팅층의 성분인 H2와 O2가 소량 혼합되어 있어 H2Mg1O2(08-9827) 상으로 존재하는 것으로 확인하였다.
2. 알루미늄 캔 스크랩의 표면 코팅층 제거를 위한 열처리 공정 조건은 약 500 °C에서 30 분간 공정을 진행 시 표면의 탄소 함량 감소를 통해 스크랩 표면 코팅층 제거가 가능하다.
3. Salt flux와 MgCl2의 혼합비율 혼합비율 70:30로 용탕처리 후 합금화 공정을 진행한 시료가 Al 5083 합금의 진밀도에 가까운 밀도값이 측정되었으며, 용해 공정 중 Salt flux와 MgCl2와 G.B.F 공정을 복합으로 적용시 용탕 내 탈가스가 원활하게 이루어지는 것을 확인하였다.
4. 플럭스의 혼합 비율 및 용탕처리 공정 조건에 따른 알루미늄 합금의 기계적 성질 측정 결과, Salt flux와 MgCl2의 혼합비율 혼합비율 70:30과 G.B.F 공정을 진행한 시료의 인장강도 249 MPa, 항복강도 122 MPa 및 14 %의 연신율로 가장 우수한 특성을 나타냈으며, Al 5083 합금 소재와 유사한 특성을 나타냈다.
