

1. 서 론
국내 시멘트 산업은 철강산업(1억1,700만 톤/19년) 및 석유화학산업(7,100만 톤/19년)에 이어 3번째로 많은 온실가스를 배출(3,900만 톤/년)하고 있다. 따라서 향후 시멘트산업 생존을 위해서는 온실가스 감축이 필수적으로 수행되어야 한다1,2). 국내 시멘트 산업의 온실가스 배출량은 2019년 기준 약 3천9백만 톤으로, 클링커 1톤당 약 850kg의 온실가스가 발생한 것으로 추정되고 있다. 이때 클링커 주원료인 석회석(주성분 CaCO3) 기인 온실가스 발생량은 시멘트 산업 총 발생량의 약 65%(2,340만 톤)를 차지하고 있다3,4). 따라서 시멘트 산업의 온실가스 감축을 위해서는 석회석 대체용 비탄산 CaO 원료들이 검토되어야 한다.
국내 제철·제강 부산물인 슬래그류는 비탄산 CaO 성분을 함유하여 석회석 대체가 가능하며, 온실가스 발생량 감축에도 기여할 수 있다. 특히 슬래그류 중에서 고로 슬래그, 제강 슬래그 등은 CaO 함량이 높아 석회석 대체 원료로 충분히 활용할 수 있다. 하지만 고로 수재 슬래그는 이미 콘크리트 혼합재로 사용되고 있어, 클링커 원료로의 활용 가능성이 낮다. 반면 저가의 로반재 등으로 사용되는 고로 괴재 슬래그 및 제강 슬래그 등은 석회석 대체재로 활용 가능성이 높은 상황이다5,6). 그러나 국내에서는 아직까지 고로 괴재 슬래그 및 제강 슬래그 등을 석회석 대체 원료로 사용하지 못하고 있으며, 이는 클링커 광물 생성 여부, 클링커 물성에 미치는 미량성분(중금속 등)의 영향 및 킬른 코팅 등의 문제점들이 체계적으로 연구되지 않았기 때문이다. 예를 들어 클링커 주요성분(CaO, SiO2, Al2O3, Fe2O3) 이외의 성분들이 존재할 경우, 클링커 광물 생성과 클링커/시멘트 품질 등에 영향을 줄 수 있다. 더불어 시멘트 제조공정에서는 소성로 전 부위, 예열기 하단부 및 냉각기 상단부에 코팅 등이 발생하여 제조설비 운전에 치명적인 문제가 발생할 수도 있다7,8).
그러므로 본 연구에서는 비탄산 CaO 원료들이 혼합원료 및 클링커 특성에 미치는 영향을 검토하고자 하였다. 이를 위해 시약을 사용하여 클링커를 제조하였으며, CaCO3 시약 대체를 위한 비탄산염 원료로는 고로 괴재 슬래그 등을 사용하였다. 비탄산염 원료 사용 클링커의 소성성(소성의 용이성)을 상대 비교하였으며, C3S 등의 광물 생성 여부도 확인하였다. 특히 비탄산염 원료의 주요 화학성분 함량에 따른 이론적 4대 광물 생성량을 계산하여, 이론적 광물 생성량과 실험실 제조 클링커의 XRD 피크 강도를 연계·검토하였다.
2. 실험 방법
시멘트 클링커 제조를 위한 주요 원료로 순수 시약(CaCO3, SiO2, Al2O3, Fe2O3, SAMCHUN社)을 사용하였으며, 비탄산염 원료는 국내 P社의 고로 괴재 슬래그와 전로 슬래그, H社의 KR 슬래그를 사용하였다. 비탄산염 원료로 사용한 고로 괴재 슬래그, 전로 슬래그 및 KR 슬래그의 외관 사진을 Fig. 1에 나타내었다. 이들 비탄산염 원료는 1차 조크러셔, 2차 디스크 밀 및 3차 진동밀을 사용하여 평균 입경 약 90μm 수준으로 분쇄한 후 사용하였다.
LSF(Lime Saturation Factor), SM(Silica Modulus), IM(Iron Modulus)은 각각 92, 2.5, 1.6으로 고정하여 혼합원료를 제조하였으며, 이때 CaCO3 대체율은 3%, 6%, 9% 및 12%로 제어하였다. 이들 혼합원료는 볼밀(HT-1000, HAN TECH社)에서 30분 혼합한 후 증류수를 30% 첨가하여 성구로 제조하였다. 성구 무게는 약 25g으로 고정하였으며, 제조된 성구는 100℃에서 항량 건조하였다. 건조된 성구는 Polysius社에서 제시한 소성성 시험을 위해 전기로(HT-1630FL, HAN TECH社)에서 1,300℃, 1,400℃, 1,450℃ 및 1,500℃ 조건으로 소성하였다. 이와 같이 제조된 클링커는 KS L 5405에서 제시한 에틸렌글리콜법으로 free-CaO 함량을 측정하였다9).
1,450℃ 소성 클링커는 XRD(D8-ADVANCE Bruker社, 독일) 측정을 통해 클링커 광물(C3S-3CaO·SiO2, C2S-2CaO·SiO2, C3A-3CaO·Al2O3, C4AF-4CaO·Al2O3·Fe2O3) 생성 여부 및 XRD 피크 강도를 비교·분석하였다. 또한 광학현미경(DSX510, OLYMPUS社, 일본) 관찰을 위해 클링커를 마운팅하고, 연마 작업을 진행한 후 클링커 미세구조도 관찰하였다.

3. 결과 및 고찰
3.1. 원료 특성 분석
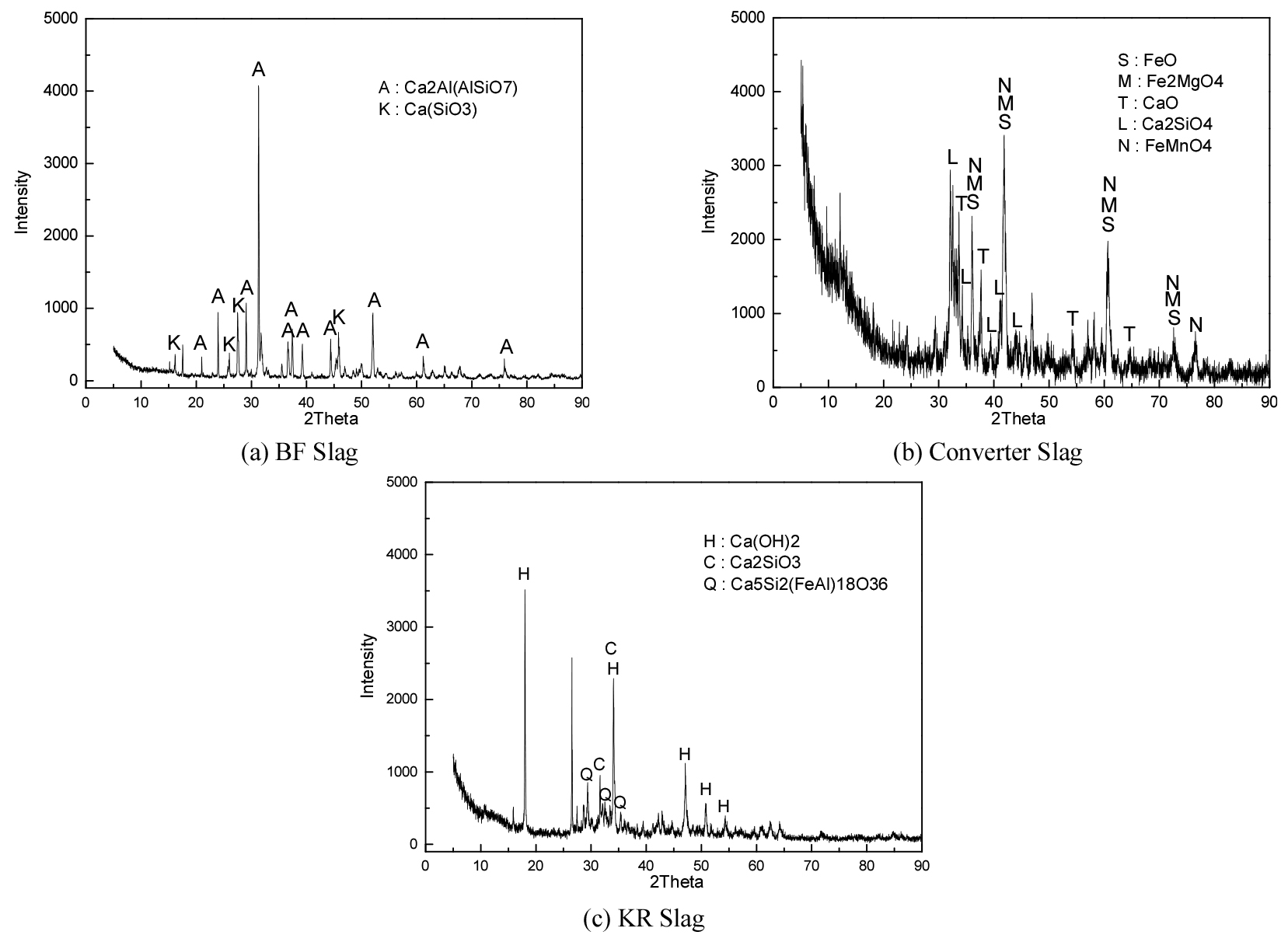
본 연구에서 사용한 순수 시약과 산업부산물인 비탄산염 원료들의 화학성분을 Table 1에 나타내었다. 순수 시약은 Fe2O3를 제외한 모든 원료가 99% 이상의 순도를 가지며, 각각의 평균 입경은 CaCO3 18.2μm, SiO2 8.3μm, Al2O3 6.4μm 및 Fe2O3 2.8μm이었다. 산업부산물인 비탄산염 원료의 CaO 함량은 고로 괴재 슬래그 43.0%, 전로 슬래그 37.1% 및 KR 슬래그 55.3%이었다. 특히 전로 슬래그와 KR 슬래그는 Fe2O3 함량이 높아, 각각 27.7% 및 18.1%이었다. Fig. 2는 고로 괴재 슬래그, 전로 슬래그 및 KR 슬래그의 XRD 패턴이며, 고로 괴재 슬래그의 주 결정은 2CaO·Al2O3·SiO2와 CaO·SiO2, 전로 슬래그는 FeO, Fe2O3·MgO, 2CaO·SiO2, KR 슬래그는 2CaO·SiO2, Ca(OH)2 등으로 구성되어 있었다. 즉 본 연구에서 사용한 슬래그류는 CaCO3가 검출되지 않아 탄산염 상태가 아닌 비탄산염 상태로 존재한다는 것을 확인할 수 있었다. 특히 KR 슬래그와 전로 슬래그에는 클링커의 대표적 광물인 C2S 결정이 존재하였다. 일반적으로 슬래그류 사용 시 클링커의 소성성은 양호해지며, 이는 슬래그류에 함유된 비탄산 CaO, 미량성분 및 C2S 등의 영향으로 알려져 있다10).
Table 1.
Chemical composition of reagents and by-products
3.2. 혼합원료 배합설계
일반적으로 시멘트 클링커 제조를 위해서는 아래 식 1~3의 LSF, SM, IM이 제어되어야 하며, 본 연구에서는 국내 시멘트 공장에서 일반적으로 사용하는 LSF 92.0, SM 2.50, IM 1.60 조건을 적용하였다11).
순수 시약(CaCO3, SiO2, Al2O3, Fe2O3)과 비탄산염 원료(고로 괴재 슬래그, 전로 슬래그, KR 슬래그)를 사용한 혼합원료의 배합설계 비율을 Table 2에 나타내었다. Table 2와 같이, 비탄산염 원료 사용량 증가에 따라 시약 원료들의 사용량이 점차 감소하였다. CaCO3 대체를 위해 고로 괴재 슬래그를 사용할 경우, CaCO3 대체율은 12%까지 가능하였으나, 전로 슬래그는 3%, KR 슬래그는 9%까지 가능하였다. 이는 전로 슬래그 및 KR 슬래그의 Fe2O3 함량이 높아 마이너스 배합(IM 충족이 불가능, Table 2 (b), (c) 참조)이 도출되기 때문이다. 따라서 CaCO3 대체가 용이한 비탄산염 원료는 ① 고로 괴재 슬래그, ② KR 슬래그, ③ 전로 슬래그 순으로 판단되었다. 만약 본 연구에서 제시한 IM 1.6 조건을 상향시킨다면 전로 슬래그 및 KR 슬래그의 배합 비율은 좀 더 상향될 수 있으나, 클링커/시멘트의 품질 하락 및 시멘트 제조공정에서 코팅 등이 발생될 수 있다12).
Table 2.
Raw mix ratios of non-carbonated materials
출발원료(Table 1)와 배합설계 비율(Table 2)에 의한 최종 혼합원료의 화학성분을 기초하여 계산된 클링커 4대 광물 함량을 Table 3에 나타내었다. 이때 클링커 4대 광물 함량 계산을 위해 R. H. Bogue가 제시한 계산식 식 (4), (5), (6), (7)을 적용하였다13). R. H. Bogue 계산식에 따라 도출된 4대 광물 함량은 비탄산염 원료를 사용하지 않은 Ref. 클링커에서 C3S 57.12%, C2S 23.04%, C3A 9.02%, C4AF 10.82%이었다. 하지만 비탄산염 원료 사용량 증가에 따라 클링커 4대 광물 함량이 모두 감소하였다.
이에 따라 클링커 내에 존재하는 4대 광물 함량은 Ref. 클링커에서 100%이나, 고로 괴재 슬래그를 사용하여 CaCO3 3% 대체 시 99.39%, 6% 대체 시 98.82%, 9% 대체 시 98.28% 및 12% 대체 시 97.71%로 점차 감소하였다. 이는 고로 괴재 슬래그의 주요성분인 CaO, SiO2, Al2O3, Fe2O3 이외의 성분들은 클링커 4대 광물 생성에 참여하지 못하기 때문이다. 그러므로 비탄산염 원료 사용 시 클링커 4대 광물량 감소에 따라 시멘트 물성(압축강도 하락, 응결지연 등) 하락이 발생될 것으로 추정되어14), 이에 대한 체계적 연구가 선행되어야 할 것으로 사료된다. 더불어 상기 결과는 시약 원료 사용 조건에서 도출된 것으로, 향후 시멘트 공정 적용 원료에 대한 체계적 검토가 필요할 것으로 판단된다.
Table 3.
Contents of clinker minerals
3.3. 클링커 특성 분석
비탄산염 원료 사용 클링커의 소성성을 분석하기 위해, Polysius社에서 제시한 소성성 지수(B.I, Burnability Index) 계산식(식 8)을 사용하였다11). 여기서 a는 1,350℃, b는 1400℃, c는 1,450℃, d는 1,500℃ 소성 클링커의 free-CaO 함량이다.
비탄산염 원료의 종류, 최대 치환율, 소성온도에 따라 제조된 클링커의 free-CaO 측정량을 식 8에 대입하여 소성성 지수를 계산하였으며, 이를 Table 4에 나타내었다. 일반적으로 소성성 지수가 낮을수록 혼합원료의 소성성이 우수한 것으로, 소성성 지수가 높을수록 소성성이 불량하다고 판단하고 있다. Ref. 클링커의 소성성 지수는 16.13이었으며, 고로 괴재 슬래그 9.95, KR 슬래그 9.10 및 전로 슬래그 21.07이었다. 즉 소성성 지수에 따른 이소성성(易燒成性)은 KR 슬래그와 고로 괴재 슬래그 사용 클링커가 우수하여, 실공정 적용 시 소성에너지 저감에도 기여할 것으로 사료되었다. Li Jiang 등도 슬래그를 혼합원료로 사용 시 소성온도를 낮추고, 연료 투입량을 감소시킬 수 있다고 하였다15).
Table 4.
Free-CaO contents and burnability index of clinker used non-carbonated materials
| Temp. | Free-CaO content (%) | |||
| Ref. | BF Slag (12%) | KR Slag (9%) | Converter Slag (3%) | |
| 1,350℃ | 5.3 | 0.3 | 2.1 | 8.2 |
| 1,400℃ | 0.2 | 0.2 | 0.1 | 0.1 |
| 1,450℃ | 0.2 | 0.2 | 0.2 | 0.3 |
| 1,500℃ | 0.2 | 0.2 | 0.1 | 0.2 |
| B.I | 16.13 | 9.95 | 9.10 | 21.07 |
고로 괴재 슬래그를 사용하여 CaCO3를 0%(Ref.), 3%, 6% 및 12% 대체 제조한 클링커의 XRD 패턴을 Fig. 3에 나타내었다. Ref. 클링커는 클링커 4대 광물이 충분히 생성되었으며, 또한 고로 괴재 슬래그 사용 시에도 4대 광물이 생성되었다. 하지만 고로 괴재 슬래그 함량이 증가한 경우, 특히 9% 및 12% 사용 조건에서는 XRD 피크 강도가 Fig. 3의 (c), (d)와 같이 감소하였다. 또한 Table 5와 같이 C3S 주피크(약 32.1° 부근)의 강도 값도 감소하였다(Ref. 3,989 → BF Slag 6% 3,349 → BF Slag 12% 3,135). 이는 고로 괴재 슬래그가 클링커 광물 생성에 기여할 수 있는 성분 이외에도 MgO 등의 불순물들이 함유되어, 이들 불순물이 클링커 광물 생성에 기여하지 못하기 때문으로 추정되었다. 또는 고로 괴재 슬래그 사용 클링커에서 생성된 광물 결정성이 상대적으로 불량하기 때문일 수도 있다. 이와 같은 C3S 피크 강도 감소 결과는 ‘3.1 혼합원료 배합설계’ 중 Table 3의 이론적 클링커 광물 함량 계산값과도 유사한 결과이다.
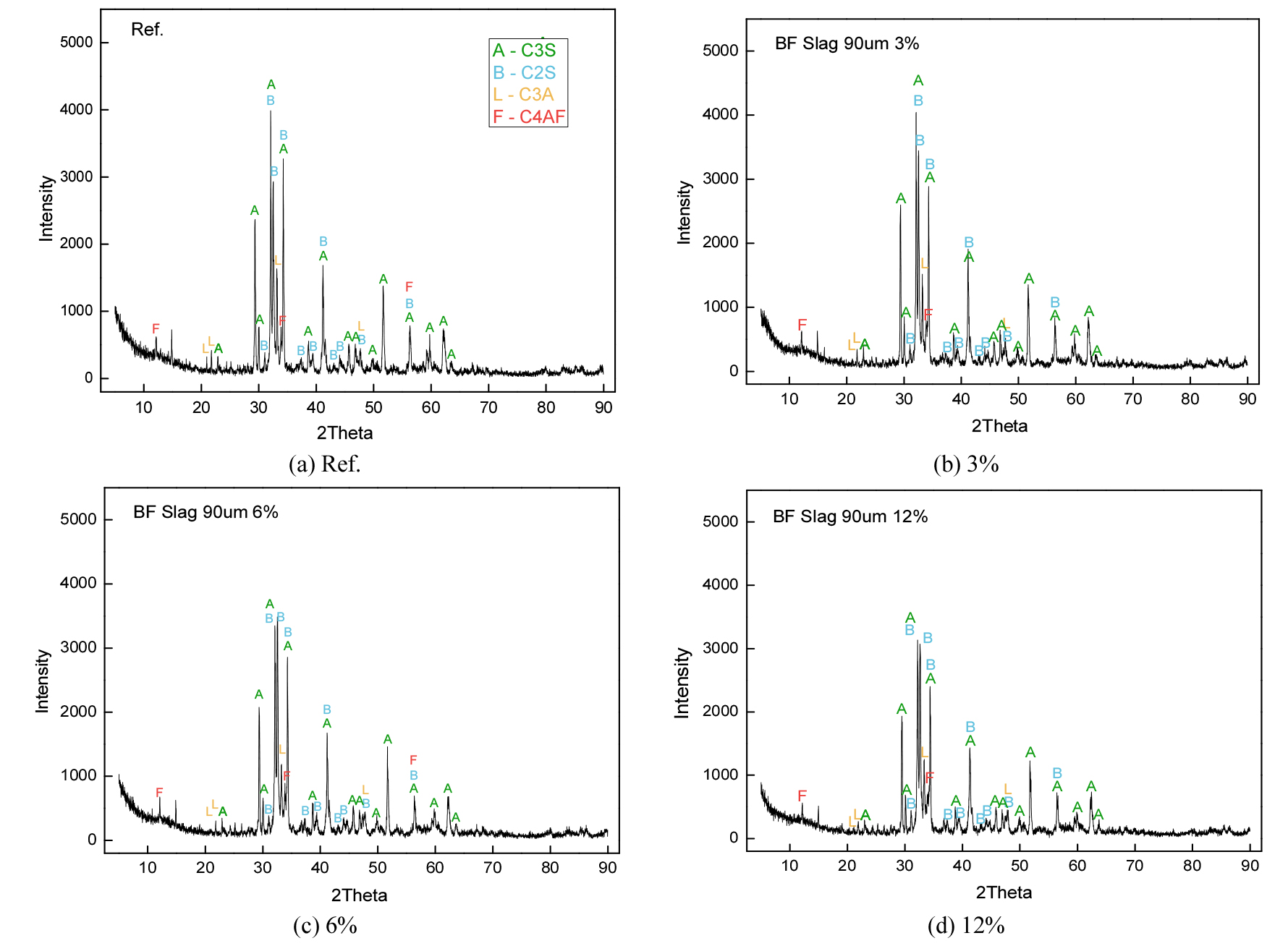
Table 5.
XRD peak intensity of C3S mineral (≒32.1°)
| Contents | 0% | 3% | 6% | 9% | 12% |
| Ref. | 3,989 | - | - | - | - |
| BF Slag | - | 4,041 | 3,349 | - | 3,135 |
| KR Slag | - | 4328 | 5,000 | 4,656 | - |
Fig. 4는 CaCO3를 KR 슬래그로 0%(Ref.), 3%, 6% 및 9% 대체 제조한 클링커의 XRD 패턴이며, Table 5는 C3S 주피크(약 32.1° 부근)의 XRD 강도를 나타낸 것이다. KR 슬래그 사용 시에도 클링커 4대 광물은 충분히 생성되었으며, KR 슬래그 함량 6%까지는 XRD 피크 강도가 증가하였으나, 9%에서는 소폭 감소하였다(Ref. 3,989 → KR Slag 3% 4,328 → KR Slag 6% 5,000 → KR Slag 9% 4,656). 이는 고로 괴재 슬래그와는 다른 경향으로, KR 슬래그는 CaO(55.3%) 함량이 높고, 클링커 광물 중의 하나인 C2S 광물이 이미 함유되어 있기 때문으로 사료되었다. 즉 KR 슬래그 함유 C2S가 클링커 광물 중의 C2S와 C3S 생성에 일정 부분 기여하기 때문으로 추정되었다10). 이에 따라 R. H. Bogue 식에서 계산되는 광물 생성량과는 다른 결과가 도출된 것으로 판단되며, 향후 추가적인 연구를 통해 좀 더 자세한 원인이 규명되어야 한다. 더불어 슬래그류에 포함되어 있는 미량성분(MnO, MgO 등)이 클링커 광물생성에 긍정적 영향을 줄 수 있다는 결과도 발표되고 있어, 미량성분에 대한 영향도 충분히 검토되어야 할 것이다16).
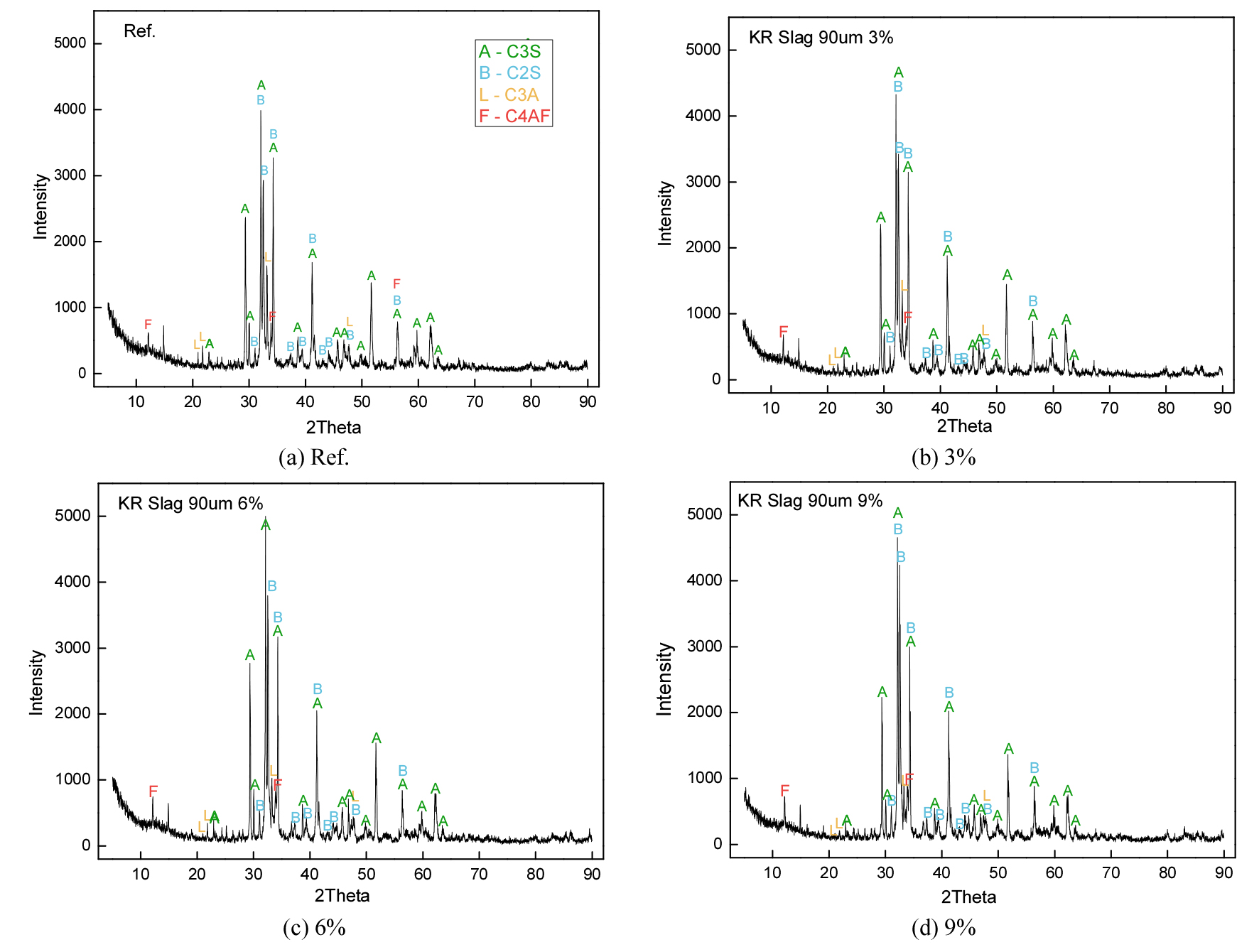
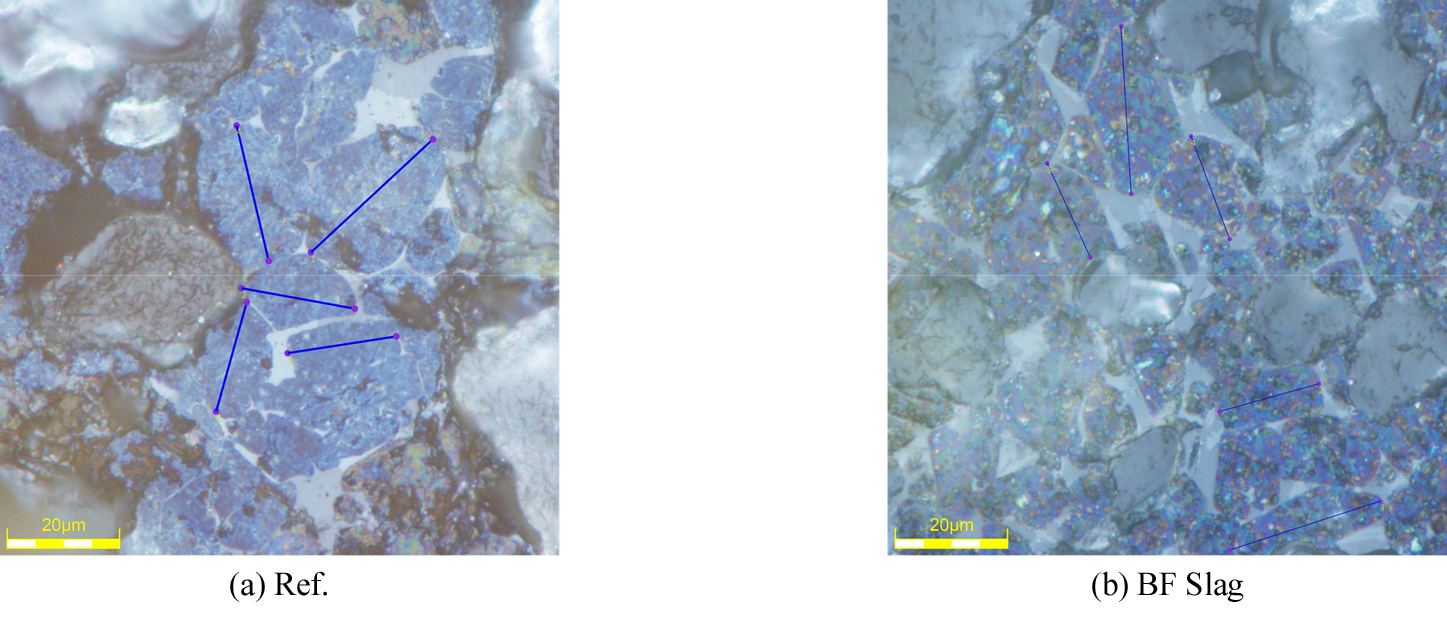
Fig. 5는 비탄산염 원료 사용 클링커의 광학현미경 사진 일례이며, 이들 광학현미경 사진을 기초하여 C3S 및 C2S 크기를 측정하였다. Table 6과 같이, 시약 원료만 사용한 Ref. 클링커의 C3S 및 C2S 크기는 각각 17.8μm 및 14.2μm이었다. 고로 괴재 슬래그 사용량에 따른 C3S 크기는 17.7~19.5μm, C2S 크기는 16.9~18.1μm 수준이었다. 즉 고로 괴재 슬래그 사용량 증가에 따라 C3S와 C2S 크기가 소폭 증가하였다. KR 슬래그 사용 시에는 Ref. 클링커와 비교하여 C3S 크기는 유사하였고, C2S 크기는 소폭 증가하였다. 즉 비탄산염 원료(고로 괴재 슬래그와 KR 슬래그) 사용 클링커는 Ref. 대비 C2S가 좀 더 성장한다는 결과가 도출되었다.
4. 결 론
본 연구에서는 산업부산물 중 비탄산염 원료인 고로 괴재 슬래그, 전로 슬래그 및 KR 슬래그를 사용하여 석회석을 대체하고자 하였으며, 이를 통해 다음과 같은 결론을 도출하였다.
1) 고로 괴재, 전로 및 KR 슬래그의 CaO 함량은 35% 이상이었으며, KR 슬래그와 전로 슬래그는 C2S 광물을 함유하고 있었다. 특히 이들 슬래그에서 CaCO3 피크가 검출되지 않아, 슬래그 함유 CaO는 비탄산 CaO로 구성되어 있다는 것을 확인할 수 있었다.
2) 클링커 제조를 위한 혼합원료 배합설계 비율을 통해 고로 괴재 슬래그 사용 시, CaCO3 대체율은 12%까지, 전로 슬래그는 3%, KR 슬래그는 9%까지 가능하다는 것을 확인하였다. 이는 전로 및 KR 슬래그에 Fe2O3 함량이 많아 일정 대체율 이상에서는 IM 조건을 충족시키지 못하기 때문이다.
3) 클링커 소성성은 고로 괴재 및 KR 슬래그 사용 시 좀 더 양호했으며, 이는 슬래그의 CaO가 비탄산염으로 구성되어 CO2 분해열이 필요치 않고, KR 슬래그는 이미 클링커 주요 광물인 C2S를 함유하고 있기 때문이다.
4) 슬래그류 사용량이 증가할수록 Bogue 식에 따른 4대 광물 계산량은 점차 감소하였으며, 또한 고로 괴재 슬래그 사용 클링커에서도 XRD 피크 강도가 감소하는 유사 결과가 도출되었다.
5) KR 슬래그 사용 클링커의 XRD 피크 강도는 슬래그 사용량 증가에 따라 점차 증가하였으며, 이는 KR 슬래그의 CaO 함량이 많고, 이미 C2S를 함유하여 클링커 광물 생성이 좀 더 용이해지기 때문으로 추정되었다.
