

1. 서 론
2. 침출기술 및 평가방안 소개
3. 결과 및 논의
3.1. 시료입도 및 교반속도의 영향
3.2. 침출제 농도의 영향
3.3. 침출 시간 및 온도의 영향
3.4. 액/고 비율의 영향
4. 회귀분석
5. 결 론
1. 서 론
선택적 촉매 환원(SCR: Selective Catalytic Reduction)은 배기 가스 내 NOx를 제거하는 데 가장 적합한 기술 중 하나이며, V2O5-WO3/TiO2 기반 촉매는 높은 NOx 전환율, 적용성 및 안정성으로 인해 SCR 시스템에서 널리 사용되고 있다. 다만, 수명이 다한 촉매는 폐기가 불가피한데 폐기된 촉매는 매립 또는 회수 등의 과정을 거치게 된다. 특히, 해당 촉매 내 함유된 바나듐과 텅스텐은 독성을 띄는 동시에 유가금속으로 알려져 있어 회수의 중요성이 부각되고 있다. SCR 촉매에서의 침출은 일반적으로 고온 또는 고압 등의 반응조건을 수반하며, 이러한 기술은 효과적이나 불순물의 고농도화나 고온 유지에 따른 비용 투입 등의 문제가 여전히 존재한다. 특히 침출제의 경우 다양한 종류가 적용될 수 있으나 NaOH 같은 염기성 물질이 유용한 것으로 알려져 있다1,2,3,4,5). 참고로 기존 연구에 따르면 SCR 폐촉매 내 바나듐 및 텅스텐 화합물과 침출제인 NaOH 사이에는 아래 식 1(a-b)와 같은 반응이 발생된다5).
상기 반응이 모두 0~200°C의 온도범위에서 정반응이 자발적이다. 즉, 상기 폐SCR 촉매 내 함유 바나듐 화합물 V2O5 및 텅스텐 화합물 WO3이 NaOH와의 반응에 의해 자발적으로 용해 또는 침출될 수 있음을 의미한다. 또한 WO3에 비해 V2O5과 NaOH와의 반응이 더 활발하여 바나듐의 침출율이 더 높게 나타난다. 그리고 상기 반응은 온도 상승에 따라 더 활발해지는 경향을 보인다. 그리고 이러한 반응 관련 인자는 온도나 침출제의 농도 뿐 아니라 침출 시간이나 침출 반응시 수반되는 교반의 속도 등 여러 종류가 있을 것이다2,3,4,5). 이러한 인자들의 영향은 개별적으로는 쉽게 파악할 수 있으나 여러 인자들이 복합적으로 작용할 때는 적당한 모델식을 구성하여 정량적 분석 및 평가를 수행하는 것이 효과적이다. 이에 본 연구에서는 주로 NaOH 기반 SCR 폐촉매 내 바나듐과 텅스텐의 침출 효율 관련 기존 연구 결과를 상호 비교 분석하여 침출 효율을 정량화하기 위한 모델을 제시하였다.
2. 침출기술 및 평가방안 소개
본 연구에서는 가급적 배소 등 복잡한 전처리 과정이 없이 침출 만으로 바나듐과 텅스텐을 분리시키는 기술에 중점을 두었으며 침출 중에 온도나 가압은 포함되어 있을 수 있다고 전제하였다. 이는 배소 등 전처리 과정이 포함될 경우 침출효과는 증대되나 전반적인 회수 측면에서 비용이나 기술적 복잡성이 가중된다는 단점을 고려한 것이다. 본 연구에서 검토한 기존 연구는 총 4개 이며 이중 2개는 가압 침출이며2,4) 다른 2개 연구는 대기압 이하에서의 침출이다3,5). 가온은 모든 연구에서 다 적용하였다. 각 연구에서 적용한 침출조건은 Table 1에 정리하였다. 대체적으로 폐촉매를 파분쇄하여 일정한 입도의 시료를 조제하고 일정한 온도 및 압력조건 하에서 시료와 침출제가 포함된 침출용액을 일정시간 교반하고 용액을 일정량 채취하여 침출효율(원시료 내 함량 당 침출된 분율)을 평가하는 형식이다. 물론 가온/가압이나 반응기 등의 구성이나 기기 등 상세한 내용은 연구마다 차이가 있을 수 있다.
Table 1.
Summary of the target reference studies
| Ref. |
V2O5 content |
WO3 content | Leaching agent | Particle size | Temperature |
LS ratio | Stirring speed |
Leaching time | Pressurizing |
| Su et al.5) | 0.60% | 5.43% |
NaOH (0.2-5 M) etc. | 75-150 um | 25-90°C | 10-50 | 100-900 rpm | < 250 min. |
1 atm (≈ 0.1 Mpa) |
| Huo et al.3) | 0.74% | 4.61% | NaOH (1-7 M) | < 200 um | 80-130°C | 1-10 |
Air stirring 10 mL/min | < 180 min. | 0.05 Mpa |
| Liu et al.4) |
0.4% (V) | 3.93% | NaOH (0.5-8 M) |
10 um (D50) | 110-230°C | 3-20 | 200-800 | < 60 min. | < 1.2 MPa |
| Choi et al.2) | 1.23% | 7.73% | NaOH (1-4 M) | 44-1000 um | 200-300°C | 2.5-10 | 450, 700 rpm | 120 min. |
< 100 bars (10 Mpa) |
한편 본 연구에서의 정량적 평가모델은 기존 연구에 제시된 통상적인 회귀식 모델을 확장한 것이다4). 이는 SCR 폐촉매에서의 바나듐과 텅스텐 침출에 큰 영향을 끼치는 인자를 선별하여 이들을 독립변수(X)로 하고 상기의 침출효율을 Y로 하는 2개의 다중회귀곡선을 이용하는 것이다. 모델 구성은 Microsoft Excel을 이용하였으며, 모델에 필요한 데이터는 Table 1에 정리한 기존 연구의 결과 자료로 하였다.
3. 결과 및 논의
기존 연구에서 제시된 주요 인자에 따른 바나듐과 텅스텐 침출효율을 비교하면 다음과 같다.
3.1. 시료입도 및 교반속도의 영향
Choi et al.에서의 가온/가압침출 결과에 따르면 시료 입도가 44 mm 미만일 때 바나듐과 텅스텐의 침출 효율은 각각 98%와 91.5%로 관측되었다. 그리고, 입도 증가에 따라 침출 효율이 감소하였는데, 일례로 입도가 75-150 mm일 때 바나듐과 텅스텐의 침출 효율은 각각 약 90% 및 80% 정도에 불과하였다. 이는 입도가 클 경우 비표면적이 적어 침출제가 포함된 용액과 침출성분과의 접촉이 저조하므로 침출효율이 낮을 것이라는 예상을 할 수 있다2).
교반속도 영향 관련 Choi et al.의 연구를 보면, 교반속도가 450 rpm에서와는 달리 700 rpm으로 증가되었을 때 바나듐 및 텅스텐 침출 효과은 온도에 따라 현저하게 증가하였다2). Liu et al.은 NaOH 농도가 1 M; L/S비가 10; 침출 온도가 섭씨 110도; 침출압이 약 0.1 MPa; 침출 시간이 30분일 때 교반 속도가 침출효율에 미치는 영향을 관찰하였다. 그 결과 600 rpm이하에서 바나듐과 텅스텐의 침출효율은 교반 속도의 증가에 따라 점차 증가했으며 600 rpm 이상에서는 거의 동일하였다. 해당 연구자들은 통상적으로 교반 속도가 증가하면 침출액의 혼합 및 시료 입자 주변의 물질 전달 저항이 감소하여 침출 속도가 증가한다고 언급하였다4).
3.2. 침출제 농도의 영향
Choi et al.의 연구에서는 텅스텐의 침출효율은 NaOH 농도 변화에 영향을 받았으며, 고농도인 4 M NaOH를 주입했을 때 텅스텐이 거의 완전히 침출되었다고 보고하였다(99%). 바나듐의 경우 NaOH 농도에 관계없이 거의 일정하고 높은 용해 효율(>90%)이 관측되었다. 해당 연구자들은 NaOH 농도 3 M 정도가 적당하다고 언급하였다2). Liu et al.의 경우에도 NaOH를 침출제로 하고 교반 속도 600 rpm; 액체-고체 비율 10; 침출온도 110C; 침출압력 약 0.1 MPa; 침출 시간은 30분을 적용하였을 때 NaOH 농도가 0.5 M 일 경우 바나듐의 침출율이 87%이었으며, 텅스텐의 침출율은 그보다는 낮았지만 침출제 농도 증가에 따라 침출율이 빠르게 증가하였다. 하지만 바나듐의 침출은 침출제 농도 증가에 따라 오히려 감소 추세를 보였다, NaOH 농도가 충분히 높아 4 M 이상일 때 두 성분의 침출율은 유사한 수준으로 유지되었다. 한편 과도한 NaOH는 불순물의 침전 촉진 등을 야기시킬 수 있기 때문에 4 M 정도의 NaOH를 최적 침출 농도로 선정하였다고 하였다4).
Huo et al.의 실험결과에서도 바나듐과 텅스텐의 침출 효율이 NaOH가 1M에서 5M로 증가함에 따라 각각 70%에서 91.50% 및 38.50%에서 69.70%로 크게 증가하였다. 5 M에서 7 M로 증가할 경우, 침출효율은 더 이상 증가되지 못하고 정체되었다3). Su et al.의 경우 온도 25°C, 액-고 비율 15, 교반 속도 900 rpm 조건에서 NaOH 농도 1.5 M와 3 M를 적용한 결과, 바나듐의 침출 효율이 각각 53.1%과 53.0%, 텅스텐의 경우 각각 25.2%와 27.3%을 얻어 NaOH 증가로 인한 침출효율을 증가가 크지 않았다. 해당 연구자들은 이렇게 저조한 침출은 낮은 침출 온도(25°C)때문이라고 하였다5).
3.3. 침출 시간 및 온도의 영향
Liu et al.의 연구에서는 약 0.3 MPa의 침출압력; NaOH 농도 4 M; 액/고 비율=10 ; 온도 50℃; 교반속도 600 rpm 조건에서 바나듐과 텅스텐의 침출효율이 침출시간의 경과에 따라 빠르게 증가하였으며, 침출 시간이 길어짐에 따라 안정적으로 유지되었다. 침출시간이 2분일 때에도 바나듐과 텅스텐의 침출 효율이 모두 높았는데, 이는 가열이 침출초기에 시작되었기 때문이라고 하였다. 침출시간이 60분이었을 때, 바나듐과 텡스텐의 침출 효율은 각각 95.6%와 95.3%에 도달하였으며, 120분 경에는 바나듐의 침출율은 감소한 반면, 텅스텐의 침출율은 점진적인 증가를 지속하였다. 또한 침출온도에 따른 변화도 관측하였는데(이 때 압력은 약 0.1 MPa에서 1.2 Mpa; 침출 시간 30분), 반응 온도가 증가함에 따라 침출 속도 및 효율이 전반적으로 증가하였다. 다만 온도가 150℃를 초과하였을 때 특히 바나듐 침출 효율의 증가가 현저히 저조하였다. 따라서 해당 연구에서는 최적 온도를 150℃로 설정하였다4).
온도의 영향 관련 Choi et al.의 연구 결과에 따르면 텅스텐의 최대 침출 효율은 300°C에서 93%를 보였다. 바나듐의 침출효율도 반응 온도가 증가함에 따라 증가했다. 그러나 이러한 추세는 250°C까지만 관측되었다. 즉, 275°C(61bar)와 300°C(91bar) 조건에서의 바나듐 침출 효율은 오히려 감소하였다2). Huo et al.의 연구에서는 침출 시간이 30분에서 180분으로 증가하면서 침출 효율이 급격히 증가하였으나, 180분을 초과할 경우 침출시간이 침출효율 증감에 큰 영향을 주지 않았다. 침출 시간이 180분일 경우 30분대비 바나듐과 텅스텐의 침출효율이 각각 9.5%와 6.88% 증가하였다. 침출온도의 경우 80°C에서 120°C로 증가하면 바나듐과 텅스텐의 침출 효율이 모두 증가하여 바나듐(93.50%)과 텅스텐(70.30%)의 회수율이 120°C에서 최대치를 달성하였다. 반면, 이 온도에서 더 이상 증가하여도 침출 효율은 더 향상되지 않았다3).
Su et al.의 연구에서 바나듐과 텅스텐의 침출 효율은 각각 60분과 90분 초반에 증가한 다음 일정한 수준으로 유지되었다. 따라서 60분과 90분이 주어진 반응조건에서 각각 바나듐과 텅스텐 관련 최적의 침출 시간으로 간주되었다. 또한 온도의 영향을 보기 위하여 반응온도를 25~100°C 범위 내에서 변화하였다. 이 때 NaOH 농도 1.5 M; 액/고 비율 15; 교반 속도 900 rpm이었다. 실험 결과 모든 온도 범위에서 바나듐이 텅스텐보다 신속히 용해되었으며 침출 온도가 높을수록 침출 효율도 다소 높았다. 90분 침출시간 경과 시 반응온도 25°C vs. 100°C 조건에서 바나듐과 텅스텐의 침출효율은 각각 48.5% 및 20.1%에서 66.3%, 48.5%로 증가하였다5).
3.4. 액/고 비율의 영향
Choi et al.은 온도 250°C, 침출시간 120분, 교반 속도 450 rpm의 조건을 적용하고 NaOH 농도가 2 M이고 액/고 비율이 10 일 때 바나듐과 텅스텐의 침출 효율이 각각 99%와 91%을 보인 반면, LSr=2.5일 때 침출 효율은 각각 89%와 69%로 감소하였다. 특히 텅스텐의 감소 추세가 더 현저하였다. 다만, 침출제 NaOH의 농도가 3 M일 때는 액/고 비율이 감소하여도 바나듐과 텅스텐의 침출효율이 크게 변하지 않았다. 예로, 액/고 비율이 2.5이고 NaOH 농도가 3 M일 때, 바나듐과 텅스텐의 침출효율은 각각 91.5%와 87%으로 여전히 높은 수준을 유지하였다2).
Liu et al.의 연구에서는 침출 압력 약 0.3 MPa; NaOH 농도 4 M; 침출 온도는 150℃; 교반 속도 600 rpm; 침출 시간 30분의 조건 하 액/고 비율 <10 범위에서는 해당 비의 증가에 따라 바나듐과 텅스텐의 침출효율이 모두 증가하였다. 한편, >10에서는 바나듐의 경우 침출 효율이 감소하는 반면, 텅스텐의 침출 효율은 일정하게 유지되었다. 낮은 액/고 비율에서는 용액의 점도가 높아 반응물의 확산이 지체되어 침출효율이 낮은 것으로 지적되었다4). Huo et al.의 경우에, 액고비율이 1에서 5로 변할 때 바나듐 및 텅스텐의 침출율은 81.5%에서 91.5%로, 62.3%에서 69.3%로 증가하다가, 5 이상에서는 침출 효율이 약간 감소하였다. 이에 해당 연구에서의 최적 액 고비율을 5로 선정하였다3).
4. 회귀분석
본 장에서는 이전 장에서 정리한 기존 연구의 V2O5 및 WO3 침출 실험 결과를 회귀분석 모델을 기반으로 정량화하였다. 이를 통해 침출 관련 주요 인자별 영향을 보다 합리적으로 분석할 수 있다. 회귀모델에 포함된 침출 관련 인자는 반응온도, 침출시간, 침출제(NaOH) 농도, 액/고 비율 또는 시료입도 등이 포함되었으며 각 연구에서의 인자 별 변동 및 침출효율에 미치는 영향을 주로 고려하였다. 또한 회귀식은 성분별 및 기존 연구별로 구분하여 총 8개식을 구성하였다(Table 2 참조). 즉, 침출성분은 2종류인 V2O5와 WO3 즉 바나듐과 텅스텐 화합물이고 기존 연구는 총 4건이기 때문에 회귀식은 총 8개가 도출된 것이다.
Table 2.
Regression equations of the referenced studies
| Refs | Regression models | Memo | |
| Su et al.5) |
Pred_Leff_v=6.23×10−3 XTemp−3×10−5 XTemp2+1.05×10−3 XLt−3×10−6 XLt2+0.2695 Pred_Leff_w= 1.99×10−3 XTemp+1.07×10−3 XLT−5×10−6 XLt2+9.8×10−6 XTempXLt+0.0963 |
(1A) (1B) | |
| Huo et al.3) |
Pred_Leff_v=5.13×10−2 XAg−2.28×10−2 XLSr+7.19×10−4 XLt+0.4175 Pred_Leff_w=0.2105 XAg−2.336×10−2 XAg2+1.79×10−2 XLSr+3.015×10−3 XLt−1.8 ×10−5 XLt2+0.1770 |
(2A) (2B) | |
| Liu et al.4) |
Pred_Leffv=2.578×10−2 XAg+9.96×10−4 XTemp+1.737×10−3 XLt−6.9×10−6 XTempXLt−2.91 ×10−3 XAg2−5.1×10−6 XLt2+0.7052 Pred_Leffw=0.1 XAg−7.5×10−3 XAg2+1.19×10−3 XTemp+1.8×10−4 XLt−10−4 XAgXTemp+0.5431 |
(3B) (3B) | Pressurizing |
| Choi et al.3) |
Pred_Leffv=−5.1×10−4 XPd−5.1×10−4 XTemp+5.0497×10−2 XAg+1.0116×10−2 XLSr+0.9029 Pred_Leffw= −6.9×10−4 XPd+3.693×10−3 XTemp+0.1385 XAg+1.889×10−2 XLSr−0.4930 |
(4B) (4B) | Pressurizing |
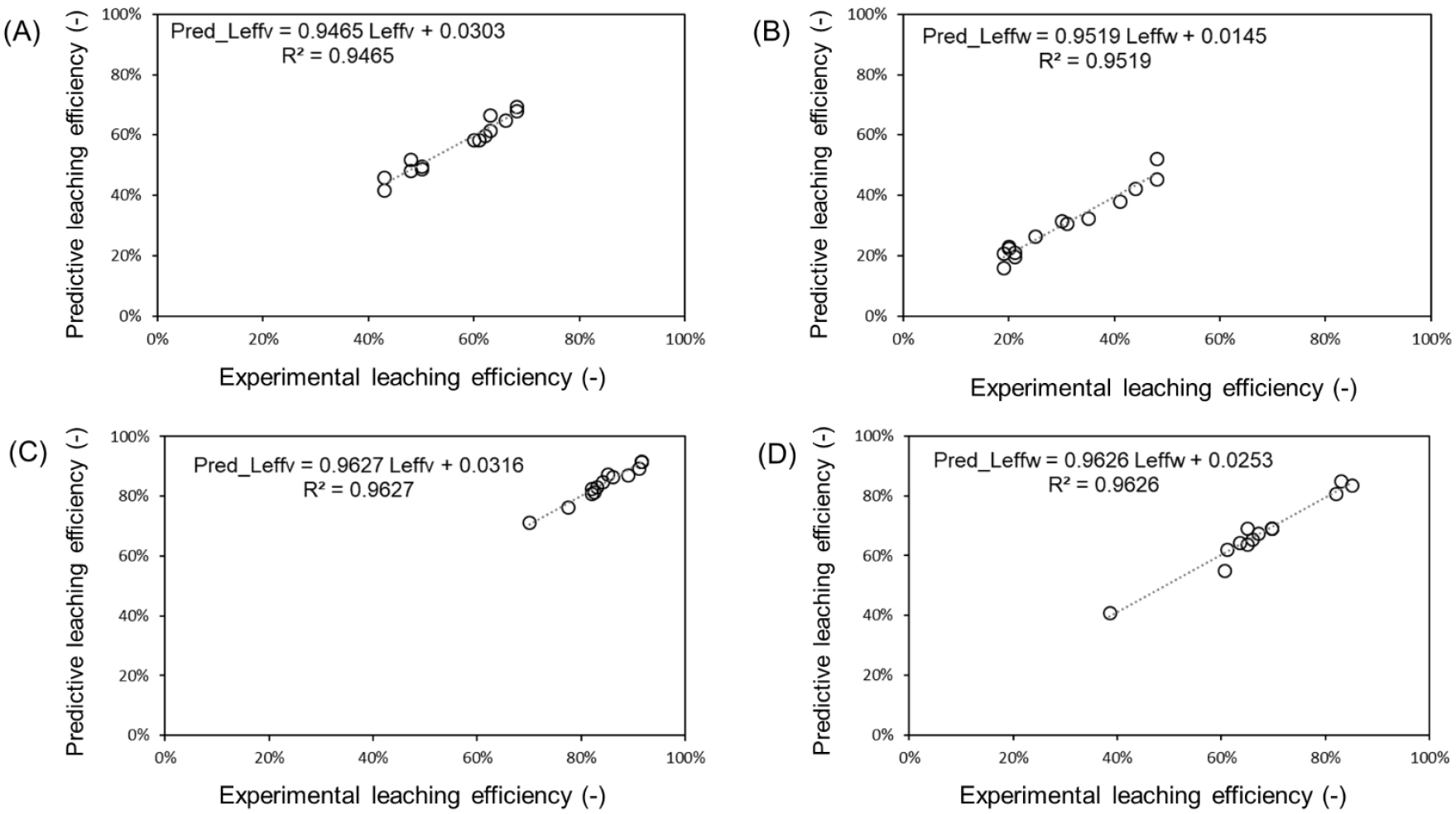
Su et al.의 실험결과를 기반으로 구성한 회귀식은 침출온도 및 침출시간의 2가지 독립변수로만 구성되어 있다. 참고로 이들 회귀식에서 도출된 침출효율 예측치는 Fig. 1(A-B)에 나타낸 바와 같이 실험치와 매우 높은 결정계수 및 선형적 상관관계를 보이고 있다. 해당 연구의 실험에서 침출제 종류, 침출제 농도, 액/고 비율 등 다른 인자도 포함되었지만 통계적(직교) 분석 결과 침출제 종류나 침출온도 등 몇가지를 제외하면 침출효율과의 연관성이 적은 것으로 보인다. 여기서 침출제의 경우 NaOH로만 국한한다면 해당 연구의 실험조건에서는 침출온도 및 침출시간이 주요 핵심 변수로 도출된다. V2O5 회귀식에서 침출효율은 침출온도 및 침출시간의 2차 곡선으로 기술되는데 이는, 통상적인 화학반응 거동에서 관측된 바와 같이, 낮은 온도 및 시간에서는 효율이 선형적으로 증가하다가 높은 온도 및 시간에서는 증가분의 감소로 인해 비선형적 증가로 전환되기 때문이다. 반면, WO3 회귀식에서는 침출온도×침출시간의 영향이 유의미한 것으로 나타났다. 이는 낮은 침출온도×짧은 침출시간 대비 높은 수준에서 침출효율이 현저하게 차이가 나는 반면, 높은 침출온도×짧은 침출시간 vs. 낮은 침출온도×긴 침출시간에서는 서로 비슷한 효율을 보이기 때문이다. 모든 인자에 걸쳐 V2O5의 침출이 WO3보다 높은데 이로 인해 전자의 회귀식 내 Y 절편 혹은 주요 계수 값이 후자의 경우보다 훨씬 높거나 적어도 유사하다.
Huo et al.의 실험결과를 반영한 회귀식을 보면 우선 실측치와 예측치 간의 높은 결정계수를 보여 해당 회귀식이 해당 실측결과를 잘 반영하는 것으로 보인다(Fig. 1(C-D) 참조). 유의미한 인자를 보면 전술한 Sue et al.의 경우와는 달리 침출제의 농도, 액/고 비율 및 침출시간이 도출되었다. 여기서 침출 온도가 미포함되어 있는 이유는 온도의 영향이 미약해서라기 보다는 해당 연구에서 적용한 온도가 주로 80°C로 일정한 수준이기 때문일 것이다. 또한, 대체로 비슷한 조건임에도 불구하고 해당 연구의 침출효율이 전술된 Su et al.의 것보다 높은데 이는 해당 연구의 침출온도가 후자보다 대체로 높기 때문인 것으로 보인다. 흥미롭게도, V2O5와 WO3 침출효율 회귀식 간의 Y 절편 값 비율을 보면 Sue et al.의 경우와 유사하게 2 이상의 비율값을 보이고 있다. 또한 WO3 침출효율은 V2O5 대비 침출제의 농도에 큰 영향을 받으며 V2O5 침출효율은 액고 비율이 클수록 작아지는 것으로 나타났다. 이는 해당 연구의 실험결과 특성을 어느 정도 반영한 것이다.
다음, Liu et al.과 Choi et al.회귀식의 Y 절편은 모두 상기 Sue et al. 이나 Huo et al.의 경우보다 훨씬 높았다(Fig. 2(A-D) 참조). 이는 침출 시 가압으로 인한 효율 제고 효과가 반영된 것이다. 이러한 효율제고로 인해 Fig. 2에 도시된 데이터가 Fig. 1에 비해 100% 영역에 가까이 위치해 있다. 또한, Choi et al.의 회귀식에서는 시료 입도의 인자가 포함되었는데 이는 해당 연구에서만 시료 입도 변화의 영향을 실험하였기 때문이다. 그리고 Choi et al.의 회귀식에 침출시간 인자가 포함 안된 이유는 해당 연구에서 대부분 일정한 침출시간(120 분)을 적용하여 해당 인자 독립변수값의 변동에 따른 침출효율을 변화를 관측하기가 힘들었기 때문이다. Choi et al. 의 V2O5 회귀식은 낮은 결정계수를 보여 회귀식에 의한 침출 효율 예측치가 실험치를 잘 반영하지 못하였는데(Fig. 2(C) 참조), 이는 인자의 변동폭에 비해 V2O5의 침출율이 전반적으로 높게 나왔기 때문일 수도 있다. 나머지 회귀식의 결정계수는 89%-99% 수준이어서 침출효율의 예측치와 실험치 간 비교적 높은 상관관계를 보였다. 흥미로운 점은 회귀식 전반적으로 침출온도 관련 1차 독립변수의 계수는―상관계수가 낮은 Choi et al.의 V2O5 침출 회귀식을 제외하고 전반적으로―10-3에서 6.23×10-3 사이의 유의미한 계수값을 보였다. 이는 기존 연구에도 자주 언급되었다시피 침출온도의 증가가 침출효율 개선으로 이어질 수 있음을 의미한다.

또 다른 핵심 인자인 침출제 농도의 1차 독립변수의 계수는 V2O5 침출의 경우 2.6×10-2에서 5.1×10-2의 값을 보였으며, 특히 WO3의 경우 침출제 농도 1차 독립변수의 계수는 0.1-0.21 범위의 비교적 큰 값을 나타내었다. 이는 WO3 침출효율의 선택적 증진을 위해서 침출제의 농도를 높이는 것이 효과적일 수 있다는 점을 암시한다. 한편, 침출시간의 경우 1차 계수는 1.8×10-4−3×10-3의 범위를 보였으며 2차 계수가 있는 경우 그 보다 훨씬 낮은 값을 보여 침출시간을 증가시킬 경우 대체로 침출효율의 증가를 기대할 수 있다. 마지막으로, 액고비율의 경우 관련 실험치가 특이하게 관측되었던 Huo et al. 연구의 액고비율 vs. V2O5 침출효율을 제외하고 1차 계수가 10-2‒1.9×10-2 범위의 비교적 큰 값을 보여 액/고 비율의 증가가 대체로 침출효율 제고에 이바지할 수 있음을 암시하였다.
참고로, 상기 회귀분석에서 거론된 바 외에도(데이터 개수의 불충분이나 복잡성 등으로 회귀분석에서는 제외하였지만) 고려할 만한 인자들이 존재한다. 우선, 본 연구는 NaOH를 침출제로 하는 직접침출을 대상으로 하고 있는데, 이는 NaOH로 조성된 알칼리 용액(pH > 12)에 SCR 내 바나듐과 텅스텐 화합물이 잘 침출되기 때문이다. Su et al.은 NaOH 대신 다른 침출제(황산, 염산, 구연산)를 적용해 보았으며, 그 결과 NaOH 보다 산 침출률이 매우 저조한 것으로 나타났다5). 예로, 산 침출을 통한 SCR 촉매 내 텅스텐의 침출률은 5.1% 이하에 불과하였는데, 이는 산화텅스텐이 산성 조건에서 안정적이기 때문이다. SCR 촉매 내 바나듐의 경우 산성 용액(pH < 2)에서 VO2+로 용해되어 그나마 조금 양호하지만6,7,8), Su et al.의 비교 연구에서의 바나듐의 산 침출률도 45% 이하에 불과하였다5). 따라서 산 침출은 NaOH 기반 대비 직접 침출에 적용하기에는 부적합한 것으로 보인다.
NaOH를 이용한 직접침출에는 NaCO3의 동시 주입도 거론되고 있는데, 이는 NaCO3는 알칼리 침출에서 난침출성 성분의 침출효율을 높이는데 효과적이기 때문이라고 언급된다7). 그 이유 중 하나로 NaCO3의 탄산염 성분이 침출액의 알칼리도를 높여 pH를 저하를 방지함으로써 알칼리 침출의 안정성을 강화시키기 때문인 것으로 보인다. 마지막으로, 알칼리 침출의 경우 SCR 촉매 내 Si 성분이 용해될 수 있다. 이 경우 추가 정제 등에 비용이 추가될 수 있어 V와 W의 침출을 높게 유지하면서도 Si의 침출을 가급적 억제하는 것이 중요하다. Su et al.의 연구에서는 촉매의 NaOH의 적절한 pre-mix를 통해 이를 달성하였다고 언급하였다5).
5. 결 론
본 연구에서는 기존 연구에서 SCR에서의 바나듐과 텅스텐의 침출 결과를 비교분석하였다. 참고로. 해당 연구는 모두 NaOH 기반 직접침출방식이었으며 이 중 2건은 침출 효과 제고를 위해 가압침출을 적용하였다. 정량적 비교분석 및 평가를 위해 회귀분석을 수행하였다. 선정된 회귀식은 유의미한 인자를 1차 혹은 2차 독립변수로 하는 다중비선형 형태였으며, 각 독립변수의 유의수준 및 신뢰도 구간을 평가하여 유의미한 독립변수를 선별하였다. 회귀식 도출 결과 1개 식을 제외하고 대부분 예측치 vs. 실험치간의 높은 선형적 상관관계를 보였으며(결정계수 89%-99% 수준), 유의미한 인자는 침출온도, 침출제 농도, 침출시간, 액고/비율 등이 선정되었다. 성분 및 가압여부에 따른 전반적인 침출효율은 회귀식의 Y 절편을 통해 대략적으로 파악 가능하였다. 또한 주요 인자에 관련된 1차 독립변수의 계수를 통해 각 핵심인자의 영향을 평가할 수 있었다. 그 결과, 유의미한 인자 중 침출온도 관련 1차 독립변수의 계수는 전반적으로 10-3‒6.23×10-3 사이의 유의미한 계수값을 보여 침출온도의 증가가 침출효율 개선으로 이어질 수 있음을 파악하였다. 또 다른 핵심 인자인 침출제 농도의 1차 독립변수의 계수는 V2O5 침출의 경우 2.6×10-2‒5.1×10-2, WO3의 경우 0.1-0.21 범위의 비교적 큰 값을 나타내었다. 이는 WO3 침출효율의 선택적 증진을 위해서 침출제의 농도를 높이는 것이 효과적일 수 있다는 점을 암시한다. 한편, 침출시간의 경우 1차 계수는 1.8×10-4‒3×10-3의 범위를 보여 침출시간을 증가시킬 경우 대체로 침출효율의 증가를 기대할 수 있었으며, 액고비율의 경우 대체로 1차 계수가 10-2‒1.9×10-2 범위의 비교적 큰 값을 보여 액/고 비율 증가가 침출효율을 제고로 이어질 수 있음을 암시하였다.
