

1. 서 론
흑연(Graphite)은 열전도도가 높고 전기 전도성이 매우 양호하며, 불화수소산 등 산성용액에 용해되지 않고, 용융온도가 3650 ℃로서 내열성과 내화성이 강하다고 알려져 있다1). 이와 같은 특성을 이용해 현재까지 주형재료, 탄소강원료, 내화재료, 탄소봉 제조원료, 원자로용 재료, 윤활재 및 포장재 등다양한 산업에서 매우 광범위하게 활용되어 왔다1). 최근 흑연은 리튬이온전지의 음극재 재료로 사용되면서 에너지 전환시대 배터리용 핵심광물 4종 중 하나로 선정되었다2). 우리나라는 리튬이온전지 대표 생산국으로 성장해왔으나 흑연을 포함한 배터리용 핵심광물은 대부분 수입에 의존하고 있고, 주요 흑연자원 보유국은 튀르키에, 중국, 브라질이다1).
흑연은 천연흑연(natural graphite)과 인조흑연(synthetic graphite)으로 대별된다2). 흑연의 내부구조는 천연흑연보다 인조흑연에서 균질한 것으로 알려져 있어 재료 성능을 향상시킬 수 있으나 인조흑연을 3,000 °C 이상에서 합성해야하기 때문에 에너지 소비가 크다는 단점이 있다3). 따라서 리튬이온전지용 소재를 생산할 때는 천연흑연이 에너지 측면에서 매우 유리하며, 가격이 낮고 높은 에너지 저장용량을 가진다는 장점이 있다4). 천연흑연은 인상흑연(flake type), 토상흑연(amorphous type), 맥상흑연(vein type)으로 분류되며, 일반적으로 인상흑연이 고정탄소 함량이 높아 많은 산업에서 활용된다2).
흑연으로 대표되는 탄소계 음극재료는 리튬 금속의 전극 전위에 근접한 전위를 가지며, 리튬이온의 삽입·탈리 과정 동안 결정구조의 변화가 작아 전극에서의 지속적이고 반복적인 산화·환원 반응을 가능하게 함으로써 리튬 이차전지가 높은 용량 및 우수한 수명을 나타낼 수 있는 기반을 제공한다3). 리튬이차전지의 성능 극대화를 위해 음극활물질이 일반적으로 갖추어야 할 요구조건은 높은 충·방전 용량, 낮은 초기 비가역 용량 손실, 우수한 충·방전 사이클 특성, 높은 활물질내 전기전도성 및 이온확산속도, 리튬이온의 삽입/탈리 진행시 적은 체적변화, 마지막으로 친환경, 제조용이성, 그리고 낮은 가격 등이다5).
흑연입자는 비등방성으로 인해 음극재 제조 시 용매나 바인더와 혼합 및 슬러리화 하는 과정에서 유동성 저하로 필터 폐색 등을 유발하여 공정효율을 저하하고 전지 내부전압 및 전류밀도의 편재화가 발생할 우려가 있다. 따라서 천연흑연을 리튬이온전지 음극재용으로 제조하기 위해서는 입자의 구형화 공정이 필수이다. 그러나 현재까지 국내산 흑연을 이용한 구형화에 대한 연구 보고가 매우 적은 실정이다. 이 연구에서는 국내산 흑연을 이용하여 구형화를 진행하는 과정에서 고강도 혼합기 로터의 속도가 미치는 영향을 중심으로 조사하였다.
2. 실험 방법
본 연구에 사용된 시료는 국내산 천연 인상흑연 정광을 사용하였으며, 구형화 실험에 사용하기 전, 건조기를 사용하여 60 ℃에서 24시간 이상 건조한 후 실험에 사용하였다. 본 연구에서 사용된 흑연정광의 특성과 회분의 주요 성분을 Table 1과 Table 2에 각각 나타내었다. 고정탄소 성분은 90.87 %이며, XRF로 분석된 회분의 분석치를 보면 주요 불순물은 점토광물인 것을 알 수 있다.
Table 1.
Properties of graphite concentrate used in this study (unit: %)
| Moisture | Volatile Matter | Ash | Fixed Carbon | |
| Graphite | 0.52 | 2.65 | 6.53 | 90.87 |
Table 2.
The chemical components of ash (unit: %)
| Components | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | Na2O | K2O | TiO2 | MnO | P2O5 |
| Content | 44.1 | 27.7 | 19.1 | 0.75 | 2.75 | 0.67 | 1.58 | 0.895 | 0.225 | 0.19 |
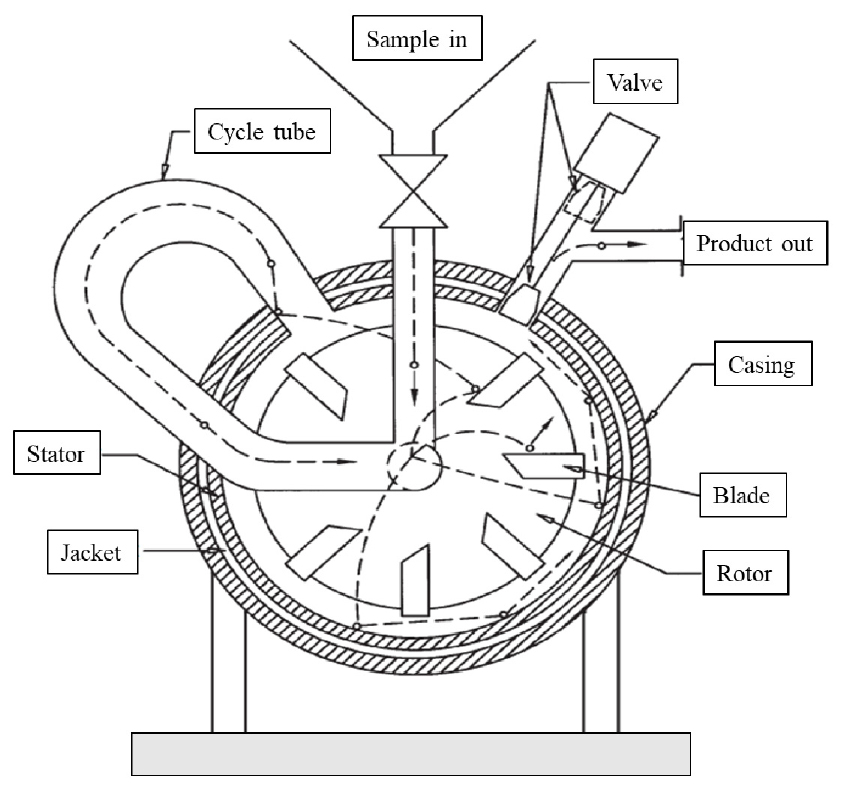
흑연 입자의 구형화를 위해서는 물리적 충돌뿐만 아니라 분체입자 표면개질 및 고속회전 방식의 분쇄가 필요하며, 본 연구에서는 6~8개의 날(Blade)이 고속으로 회전하는 로터(Rotor)와 스테이터(Stator)가 설치된 고강도 혼합기(high intensity mixer)를 사용하였으며, 본 연구에서는 일본의 Hosokawa Micron사 모델 Nobilta-130과 NHS-0의 두 종류를 사용하였고, 고강도 혼합기 모식도를 Fig. 1에 나타내었다. 구형화 실험 후 구형화 효율을 평가하기 위해서 본 연구에서는 평가한 입자와 동일면적인 원의 원주와 입자 둘레길이의 비로 구형도를 나타내었으며, 다음의 식 (1)과 같이 나타낼 수 있다.
입자면적과 둘레는 구형화 전후의 흑연정광 시료를 대상으로 입자분석장비 Morphologi 3 또는 Morphologi 4(Malvern Panalytical Ltd.)를 이용해 2D 화면으로 스캔하고 이 결과를 이용해 원형도를 산출한다.
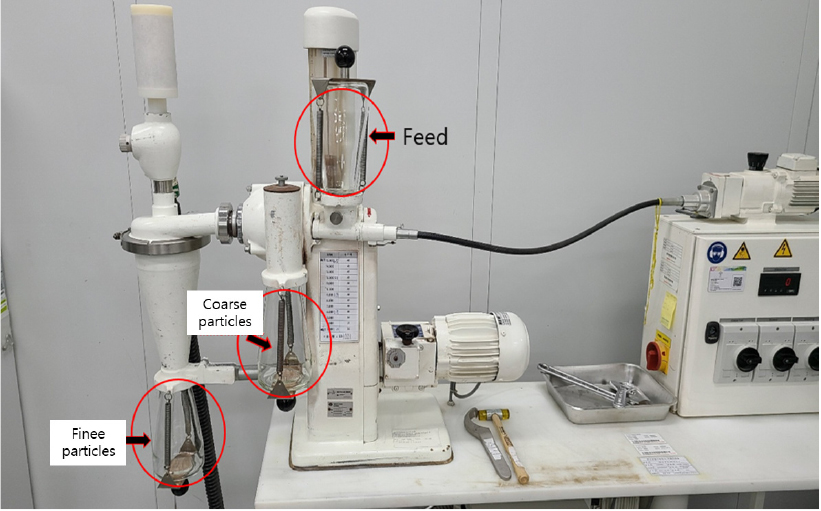
구형화 산물을 대상으로 건식분급기(ALPINE 100MZR, Hosokawa Micron, Ltd.)를 이용하여, 정제-구형화 결과물에 대한 분급을 시행하였다(Fig. 2). 5 μm를 기준으로 미립과 조립을 분리하기 위해 내부 회전속도 13,000 rpm, 풍속 42 m3/h 의 조건을 적용하였다.
입자특성을 분석하기 위해서 X선 회절분석법(X-ray diffraction, XRD), 주사전자현미경(Scanning Electron Microscope, SEM), 그리고 입도분석을 실시하였다. 사용된 XRD는 Rigaku사의 D/Max 2500, SEM은 Tescan사의 MIRA-3, 그리고 입도분석은 Microtrac사의 S3500 입도분석기를 사용하였다.
3. 실험결과 및 고찰
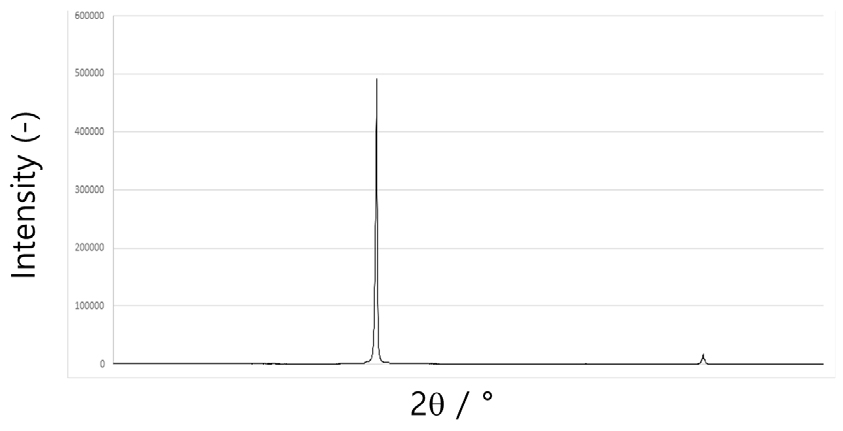
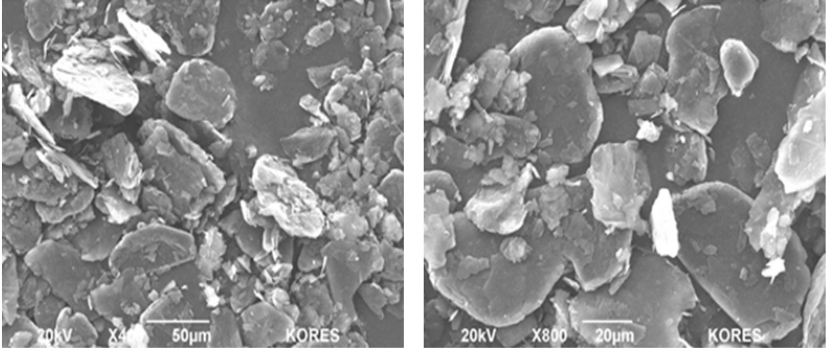
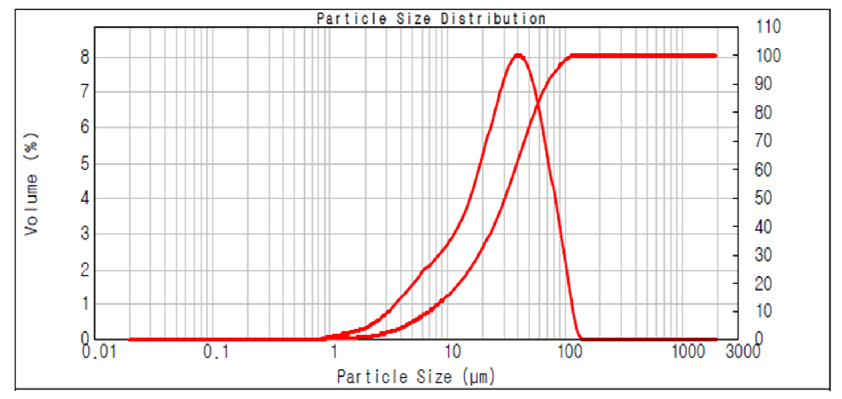
Fig. 3은 연구에 사용된 흑연정광 시료의 XRD 분석결과이다. 흑연의 피크만이 관찰되고 있으며, 결정성이 높은 것으로 판단된다. 또한 흑연 이외 회분에 함유된 불순물의 피크는 관찰되지 않았다. 흑연정광 시료를 SEM으로 분석하여 Fig. 4에 결과를 나타내었다. 시료의 형상 및 크기를 관찰한 결과 구형을 나타내고 있지 않고, 칩인상(비늘형태) 의 입자가 다수 보이는 것을 확인할 수 있다. 큰 입자의 경우 판상형 흑연이 층으로 겹쳐서 평행하게 배열되어있는 것을 확인할 수 있다. Fig. 5는 흑연정광 시료의 입도분포를 나타내며, 평균입도(median diameter)는 30.8 μm로 분석되었다.
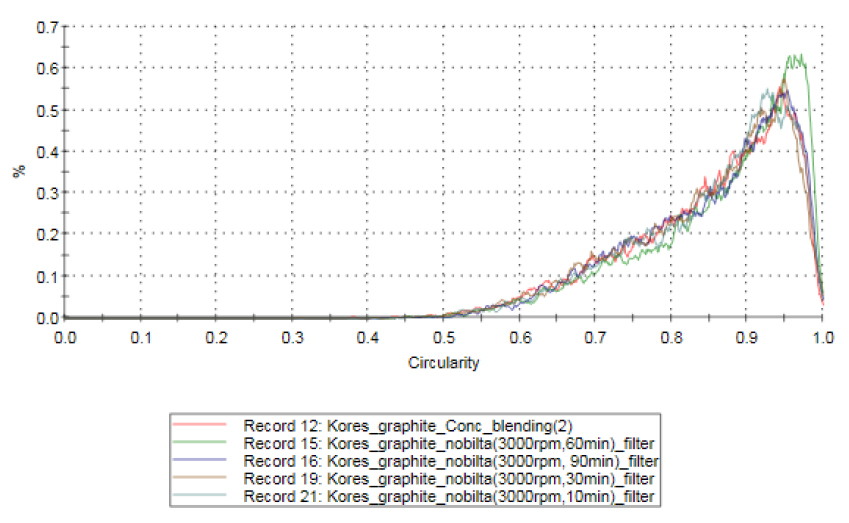
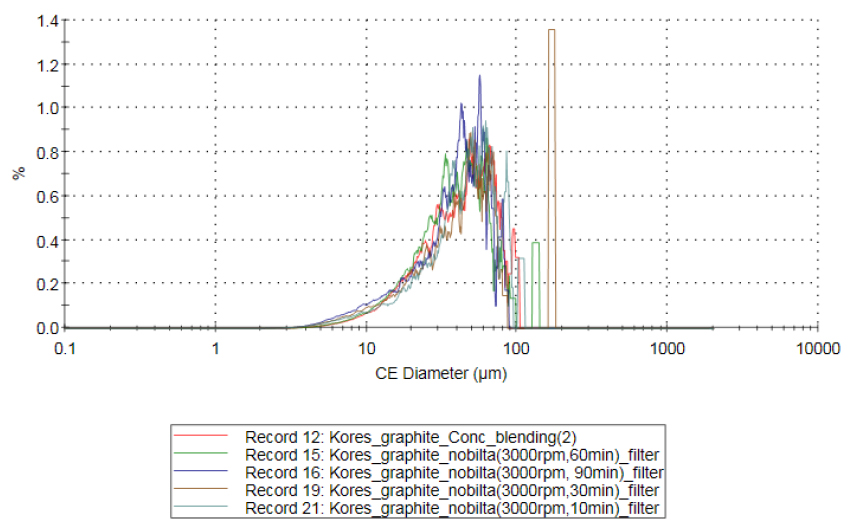
먼저 Nobilta-130 장비로 회전속도를 3,000 rpm으로 조절하여 구형화실험을 진행하였다. 10분, 30분, 60분, 90분을 각각 구동한 후 채취한 샘플에 대해 Morphologi 3을 이용하여 분석을 진행하였다. Table 3에 구동시간별 평균 구형도 값을 나타내었는데, 모든 조건에서 정광의 원형도 값과 큰 차이가 나타나지 않았다. Fig. 6과 Fig. 7에 각각 입자들의 원형도와 입도분포를 나타내었다. Table 3에 나타낸 바와 같이 구동시간에 따른 변화는 크게 나타나지 않았다.
Table 3.
The circularity of the graphite concentrate with mixing time (Nobilta-130 3,000 rpm)
| Time (min) | 0 | 10 | 30 | 60 | 90 |
| Circularity | 0.852 | 0.852 | 0.864 | 0.847 | 0.852 |
Nobilta-130 혼합기는 로터의 속도를 3000 rpm 초과하여 설정하는 것이 불가하여 NHS-0을 이용해 3,000 rpm부터 12,000 rpm까지 변화시키며 구동시간별 구형화 실험을 진행하였고 Table 4에 실험결과를 정리하였다. 구형화 실험 전 흑연정광 시료의 구형화도는 0.870이었으며, 3,000 rpm으로 로터속도를 조절하여 30분과 60분으로 진행하였을 때 구형화도는 큰 차이가 나타나지 않았으며, 이는 Nobilta-130 장비를 이용하였을 때와 동일한 결과였다. Table 4에서 구동시간 5분과 10분에서 로터속도의 증가에 따른 구형화도는 각각 0.888부터 0.921까지, 그리고 0.879부터 0.936까지 증가하는 경향이 뚜렷하게 나타났다. 로터속도 10,000 rpm의 조건에서 구동시간을 1분에서 20분까지 증가시키면 0.894에서 0.924까지 증가하고, 12,000 rpm의 조건에서 구동시간을 1분에서 10분까지 증가시키면 0.901에서 0.936까지 증가하였다. 즉 혼합기의 로터속도와 구동시간을 증가시킬수록 구형화도 뚜렷이 증가하는 경향이 나타나며, 로터속도 12,000 rpm을 10분간 가동한 경우, 흑연정광 구형화 산물의 구형화도가 0.936으로 실험전 0.870에 비해 크게 증가한 것을 알 수 있다.
Table 4.
The circularity of the graphite concentrate with mixing time (NHS-0)
time (min) rotor speed (rpm) | 1 | 3 | 5 | 10 | 20 | 30 | 60 |
| 3,000 | - | - | - | - | - | 0.872 | 0.868 |
| 6,000 | - | - | 0.888 | 0.879 | 0.892 | 0.894 | - |
| 10,000 | 0.894 | 0.905 | 0.916 | 0.917 | 0.924 | - | - |
| 12,000 | 0.901 | 0.917 | 0.921 | 0.936 | - | - | - |
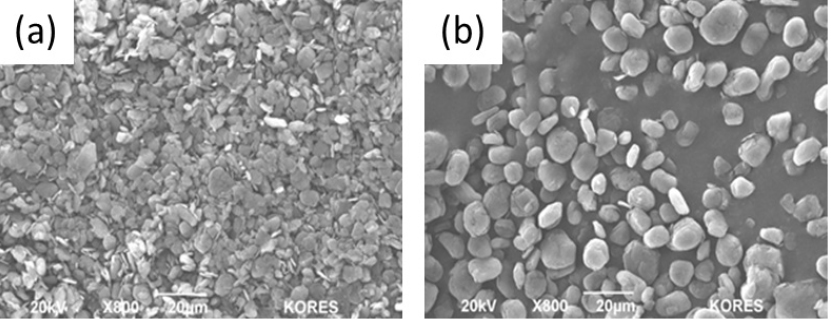
Fig. 8에 각 로터속도별 구동시간에 따른 구형화도 결과를 나타내었으며, Fig. 8(a)의 3,000 rpm 결과를 제외하면 6,000 rpm 이상의 로터속도에서는 구동시간에 따른 구형화도 증가가 뚜렷하게 나타났다. Fig. 9에 각 로터속도별 구동시간에 따른 입두분포 결과를 나타내었으며, 입자크기가 로터속도가 증가할수록, 구동시간을 증가시킬수록 입자크기가 감소하고 있어, 당초 비늘형태였던 입자가 깎여 나가며 구형화도가 향상된 것으로 판단된다. Fig. 10에 로터속도를 10,000 rpm과 12,000 rpm으로 조절한 상태에서 10분의 구동속도로 원형화실험을 진행한 산물의 SEM 결과를 나타내었다. Fig. 4의 정광시료 결과와 비교할 때 구형화도가 상당히 향상된 것을 알 수 있다.
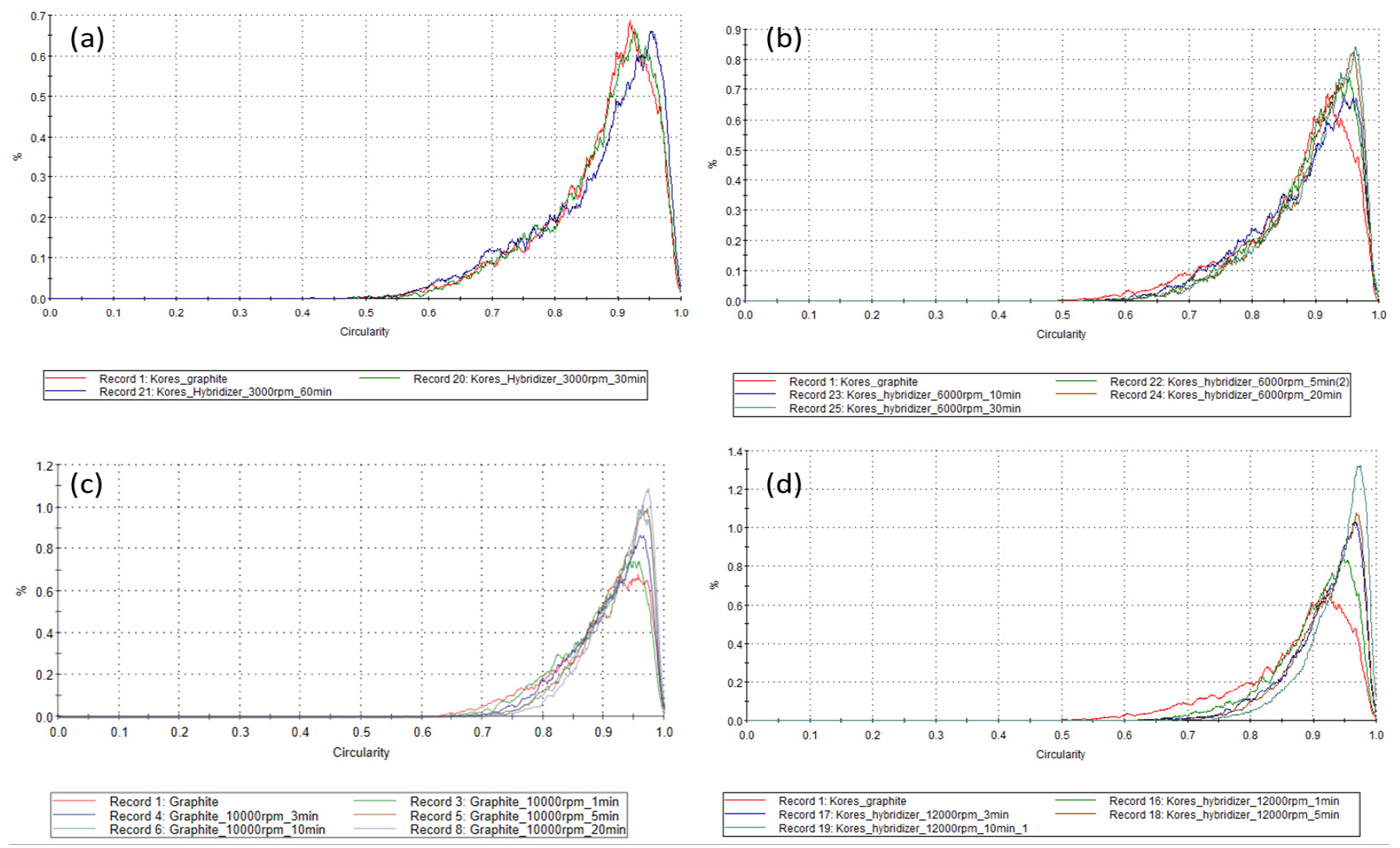
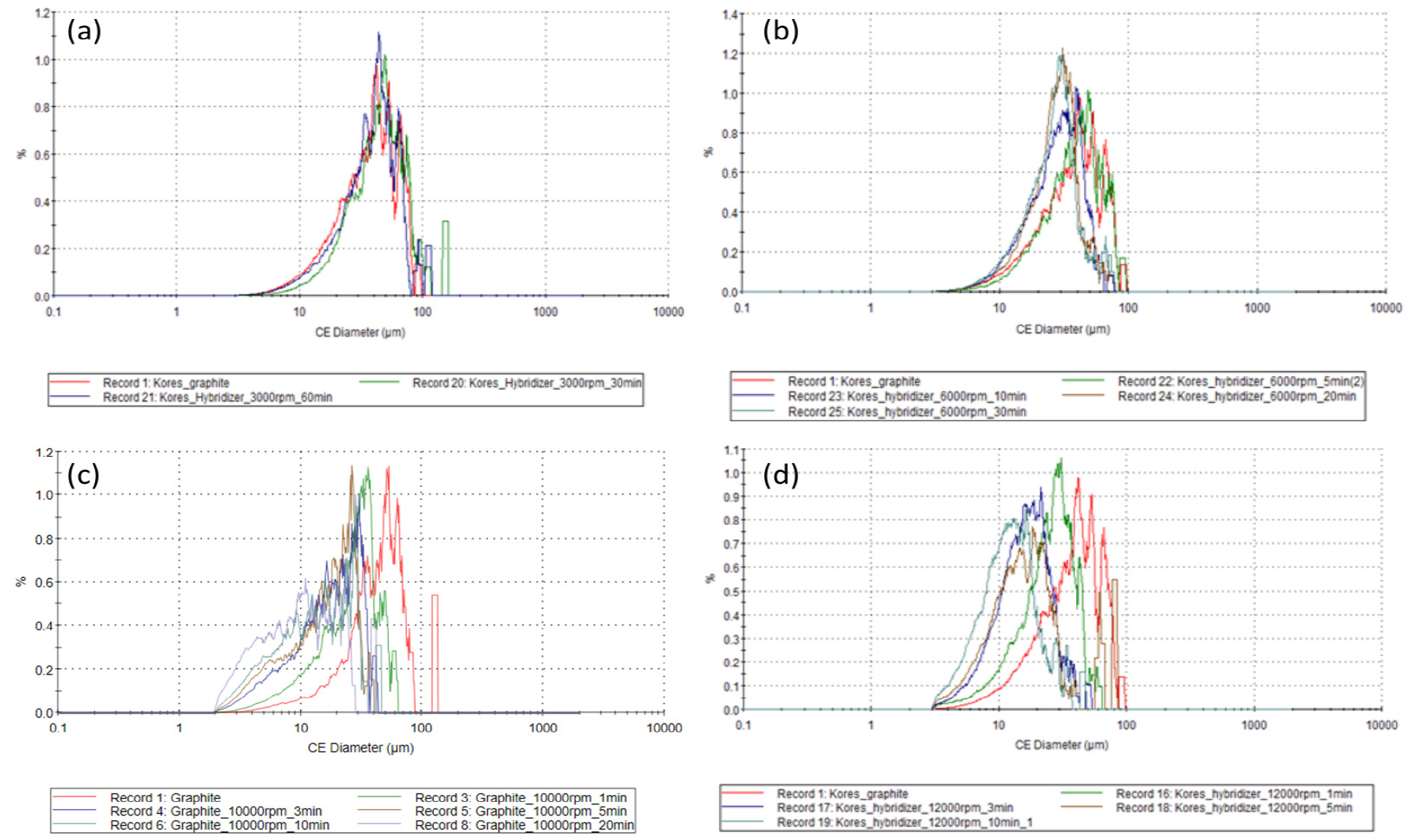
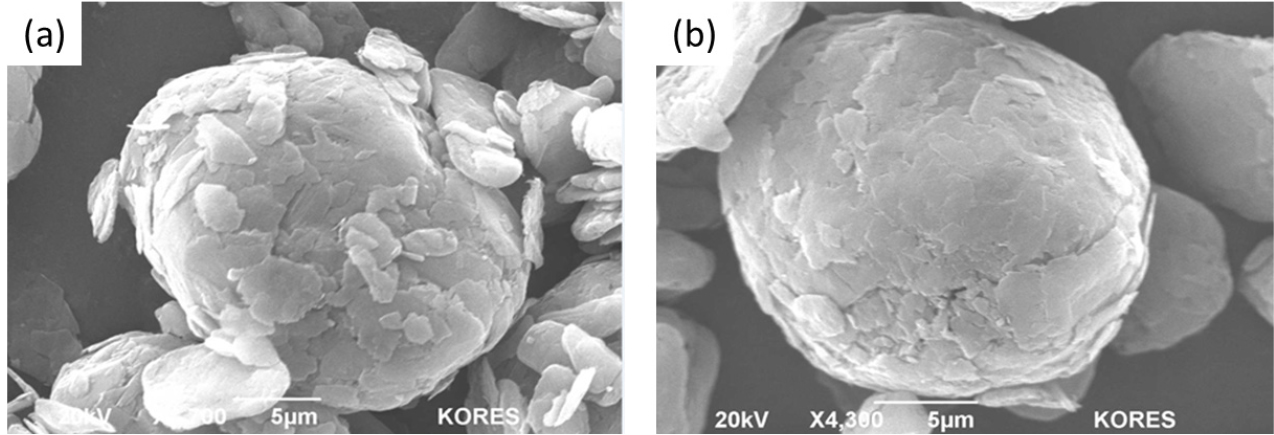
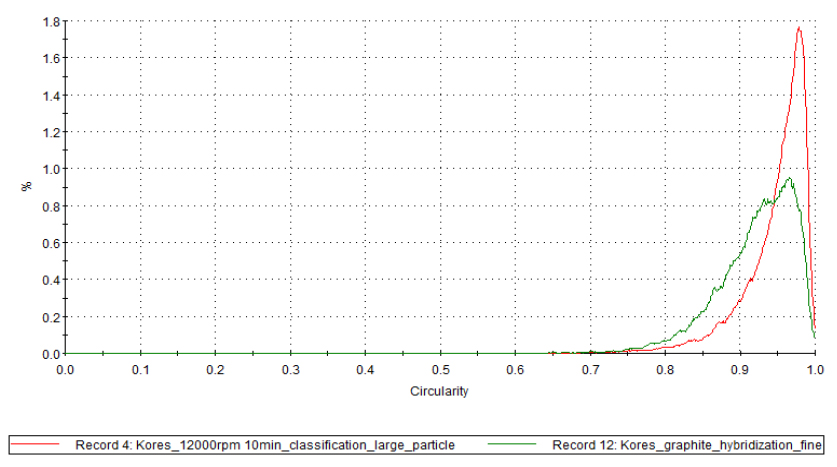
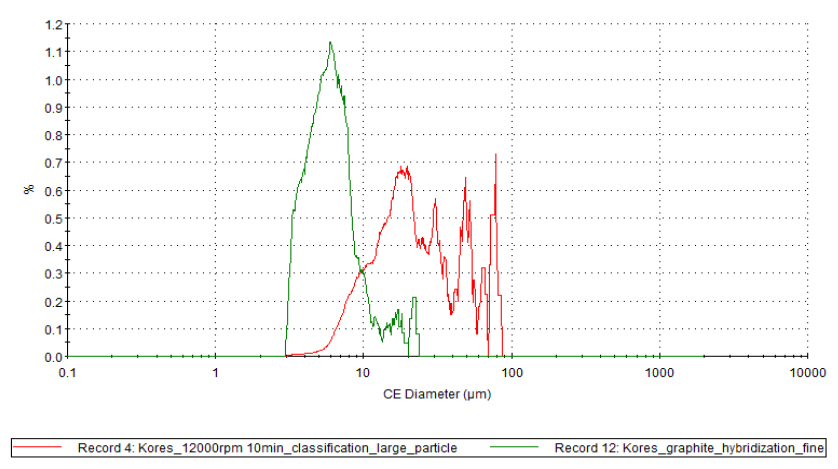
Fig. 9의 결과에서 알 수 있듯이 구형화실험 후 산물은 미립자를 많이 포함하고 있다. 로터속도 12,000 rpm으로 10분 진행한 산물에 대해 건식분급을 진행하여 미립자와 조립자산물을 확보하였다. Fig. 11과 Fig. 12에 건식분급 후 조립자와 미립자의 구형화도와 입도분포를 각각 나타내었다. 조립자와 미립자의 평균입도(median diameter, d50)는 각각 3.8 μm과 16.4 μm로 분석되었으며, 구형화도는 조립자의 경우 0.947, 미립자의 경우 0.921로서 분급 전 구형화도에 비해 조립자의 구형화도가 증가한 것을 알 수 있다. Fig. 13에 분급된 미립자와 조립자의 SEM 결과를 나타내었으며, 조립자의 SEM 결과에서 입자의 구형화가 뚜렷이 관찰되었다.
4. 결 론
이 연구에서는 국내산 인상흑연정광을 이용하여 구형화 실험 후 건식분급을 진행하여 확보한 산물의 구형화도와 입도를 분석하였다.
로터가 장착된 혼합기를 이용하여 로터속도와 구동시간을 변화시켜 구형화도와 입도를 관찰한 결과, 로터속도가 3,000 rpm인 경우 정광시료의 입도나 구형화도와 큰 차이가 나타나지 않았으나, 6,000 rpm부터 12,000 rpm까지 로터속도를 변화시켜 진행한 결과, 로터속도와 구동시간을 증가시킬수록 구형화도가 증가하는 것을 알 수 있었으며, 입도는 감소하는 것으로 나타났다. 로터속도와 구동시간이 각각 12,000 rpm과 10분인 경우, 입자의 구형화도는 0.936으로 분석되어, 구형화 실험 전 흑연정광시료의 구형화도 0.870으로부터 크게 향상된 것을 알 수 있었다. 구형화실험 산물의 미립자를 제거하기 위해 건식분급을 진행하였으며, 조립자의 구형화도는 0.947까지 증가한 것으로 확인되었다.
