

1. 서 론
2. 실험 방법
2.1. 반탄화 실험
2.2. 용해 실험
3. 결과 및 고찰
3.1. 반탄화 온도에 따른 변화
3.2. 커피박 투입 시 Metal 내 탄소의 용해 농도 및 용해 효율
4. 결 론
1. 서 론
지구온난화의 주된 원인인 화석 연료는 전세계적으로 사용량의 증가와 함께 CO2 배출량이 급증하고 있다. 1880년대 이후부터 지구의 표면 평균 온도가 계속하여 상승하고 있으며, 19세기 후반보다 약 1℃ 상승하였다1). 지구온난화의 주된 원인은 CO2 가스이며, 1965년 이후로 계속하여 CO2의 발생량은 증가하고 있다. 또한, 교토의정서부터 파리 협약에 이르기까지 CO2의 발생 저감을 위한 연구가 지속적으로 이루어지고 있다. CO2 배출량을 줄이기 위해서는 궁극적으로 화석 연료의 사용량을 줄이고 새로운 대체 연료를 개발해야 한다2). 한편, 생산부문별 CO2 배출량의 연구결과에 따르면 전체 산업군에서 철강 산업이 차지하는 CO2 배출량은 약 23% 정도이다3). 그리고, 세계 철강 산업에서 고로 및 전로를 활용한 철강 생산 공정은 약 65%를 차지하고 있으며, CO2 배출량의 70%가 고로에서 배출된다. CO2 배출량을 줄이기 위해 새로운 공정들이 제시되고 있으며, 대표적으로 수소환원제철, 직접환원철을 활용한 공정들이 연구되고 있다4). 특히, 직접환원철을 사용하며 고급강을 제조하기 위해서는 전기로(Electric Arc Furnace, 이하 EAF) 공정이 필요하며, EAF 공정 내 전기에너지 사용을 줄이고 화학에너지 사용의 효율을 향상하여 CO2 배출 저감을 달성할 수 있다.
일반적으로 EAF 공정에서 스크랩을 용해하기 위해 전기에너지를 주원료로 사용하며, 순산소버너에 의한 가열 이외에도 스크랩 속 발열 성분, 탄재 투입 등으로 인한 산화 반응열 및 연소열 등을 화학에너지로써 활용한다. 특히, EAF 공정 내 투입되는 고체 탄재는 주로 석탄 및 코크스 등을 사용하고 있으며, 고체 탄재 장입 및 투입을 통하여 용해에 의한 열적 보상, 전기아크 실딩을 위한 슬래그 포밍재 등으로 활용된다5). 코크스는 철강 제련 공정 중 가장 많이 투입되는 연료이며, 탄소를 약 80% 함유하고 있다. 탄화실에 여러 종류의 석탄을 혼합한 배합탄을 넣고 연소실에서 연료가스를 연소시켜 벽을 통해 석탄으로 전달된 열에 의해 약 19시간 정도 공기를 차단시켜 건류시키면 코크스가 생성된다6).
철강 공정 내 코크스를 활용한 연구는 많은 진행이 이루어지고 있으며, 발열제 및 환원제로서 활용하기 용이한 연료이다. Kim 등은 용강 온도가 1823~1973 K일 때, 코크스와 Al-Dross를 혼합한 고체 화학 연료를 용강 내 투입하여 C와 Al의 용해 농도를 측정하였고 각 원소의 용해 효율을 도출하였다. 용강 온도가 증가할수록 코크스 내 C 및 Al-Dross 내 Al의 용해 농도가 향상하였으며, 1973 K에서 코크스의 C 및 Al-dross의 Al의 용해 효율은 약 80% 및 40% 정도였다7). 또한, Michael 등은 반응 시간 및 용강 온도에 따른 코크스의 용해 농도를 조사하였다. 알루미나 도가니 내에 탄소강 및 코크스를 장입하여 불활성 분위기 및 1723~1823 K에서 용해 실험을 진행하였다. 코크스의 용해 농도는 반응 시간 및 용강 온도가 증가함에 따라 증가하였으며, 코크스의 용해 농도는 60분 이상부터 거의 일정함을 보였다고 보고했다8). 한편, 코크스의 지속적인 사용은 화석 연료의 사용에 의한 CO2 배출량과 밀접한 관련이 있음으로, 코크스의 일부를 대체하기 위한 고체 화학 연료의 개발이 필요하다.
바이오매스 연료 중 커피박은 마시는 커피를 가공 후 남은 잔류물을 나타내며, 다른 잔류물에 비해 많은 양의 찌꺼기가 발생한다. 평균 1 ton의 생두는 약 650 kg의 커피박을 생성하며, 매년 발생하는 상당한 양의 커피박을 처리하기 위한 연구가 필요하다9). 국내 커피박은 개인에 따라 방향제, 재떨이, 화분 활용 등으로 사용되고 있으며, 지속되는 커피박의 증가로 인한 실질적인 재활용 공정 및 환경협약과 같은 연구가 진행 중이다10). 커피박은 약 37~53%의 탄소, 약 2~6%의 질소, 약 7~17%의 단백질, 약 7~16%의 지방질, 약 2~4%의 재 및 그 외는 수분으로 구성되어 있다11). 하지만 높은 수분과 낮은 탄소 함유량을 가지고 있기 때문에 철강 공정 내 투입 시 탄재로서의 역할을 기대하기 어렵다. 그렇기 때문에 반탄화 또는 탄화 공정을 통해 커피박을 바이오매스 연료로서의 효율을 향상할 필요가 있다. 반탄화 공정은 약 523 K 정도의 온도에서 진행되는 열화학적 반응으로, 바이오매스 중 포함된 헤미셀룰로스가 분해되고, 휘발성 가스를 생성하여 분리되는 과정이 진행된다. 또한, 연료의 중량이 감소함과 동시에 고정 탄소의 함량이 증가하게 된다12). Cruz 등 보고에서, 불활성 분위기에서 커피박의 반탄화 실험을 진행하였으며, 최종적으로 커피박 내 탄소의 함량을 약 82%로 증가시켰음을 보고하였다13).
본 연구에서, 불활성 분위기 및 473~573 K에서 커피박의 반탄화 실험을 진행하여 각 온도에 따른 커피박의 질량 및 탄소의 함량을 측정하였다. 또한, 커피박을 화학에너지 연료로서의 활용 가능성을 검토하기 위해, 용강 내 일반 커피박 및 반탄화 커피박을 코크스와 혼합하여 고체 연료를 투입하여 용강 내 탄소의 용해 농도 및 효율을 조사하였다.
2. 실험 방법
2.1. 반탄화 실험
본 연구에서는 일반적으로 커피 제조 후 발생하는 커피박의 성분을 조사하기 위해 공업 분석 및 적외선 흡수 분석기를 활용하여 분석을 진행하였으며, Table 1에 명시되어 있다. 본 연구에서 사용된 커피박은 약 7 mass%의 고정 탄소를 포함한 약 55 mass%의 화학적 탄소, 약 38 mass%의 휘발분, 0.7 mass%의 회분, 약 5.4 mass%의 수분으로 구성되어있다. 반탄화 공정을 진행하기 위해 저항로를 사용하였으며, Fig. 1에 저항로의 개략도를 나타내었다. 본 연구에서 사용된 커피박은 모두 373 K에서 24시간 동안 건조가 진행되었으며, 건조된 커피박은 10 mpa의 압력으로 펠렛을 제작하였다. 제작된 펠렛의 직경은 6 mm, 높이는 1.6 mm, 무게는 약 1.5 g이다. 펠렛 형태의 커피박을 Pt wire에 매달아 저항로 내부에 투입 후 질소 가스를 500 ml/min으로 취입하여 2시간 동안 불활성 분위기를 유지시켰다. 그 후, 저항로 내부의 온도를 각각 목표 온도까지 승온 후 3600초 동안 반응을 진행하였으며, 자세한 실험 조건은 Table 2에 명시되어 있다. 반응을 모두 끝낸 샘플은 저항로 내에서 서냉 후 회수하였으며, 반탄화가 진행된 커피박 내 탄소의 함량은 적외선 흡수 분석기(CS-2000, ELTRA)를 활용하여 측정하였다. 또한, 반탄화 진행시 커피박 내 구조를 알아보기 위해 Fe-SEM(S-4800, Hitachi)로 관찰하였다.
Table 1.
Components of Coffee grounds and cokes by proximate analysis
| Composition (mass%) | |||||
|
Fixed carbon |
Total Carbon | Ash | Volatile | Moisture | |
|
Coffee grounds | 6.92 | 55.07 | 0.68 | 38.43 | 5.40 |
| Cokes | 86.06 | - | 10.91 | 2.10 | 0.93 |
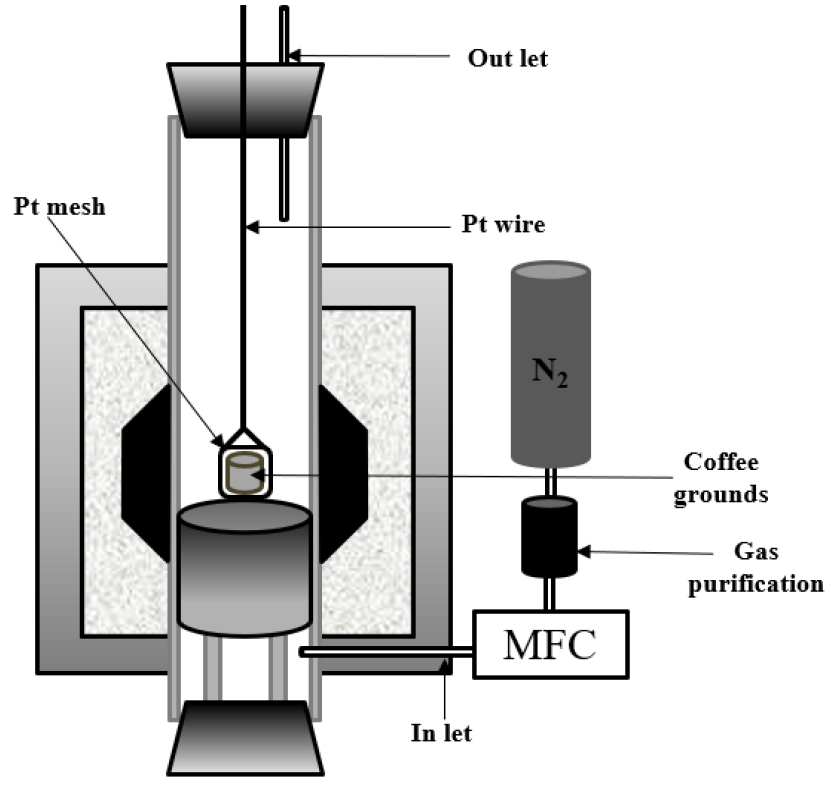
Table 2.
Experimental condition of torrefaction process
| Temperature (K) | 473, 523, 548, 573 |
| Atmosphere (ml/min) | N2 (500) |
| Reaction time (sec) | 3600 |
| Mesh & Wire | Pt |
| Fuel | Coffee grounds |
2.2. 용해 실험
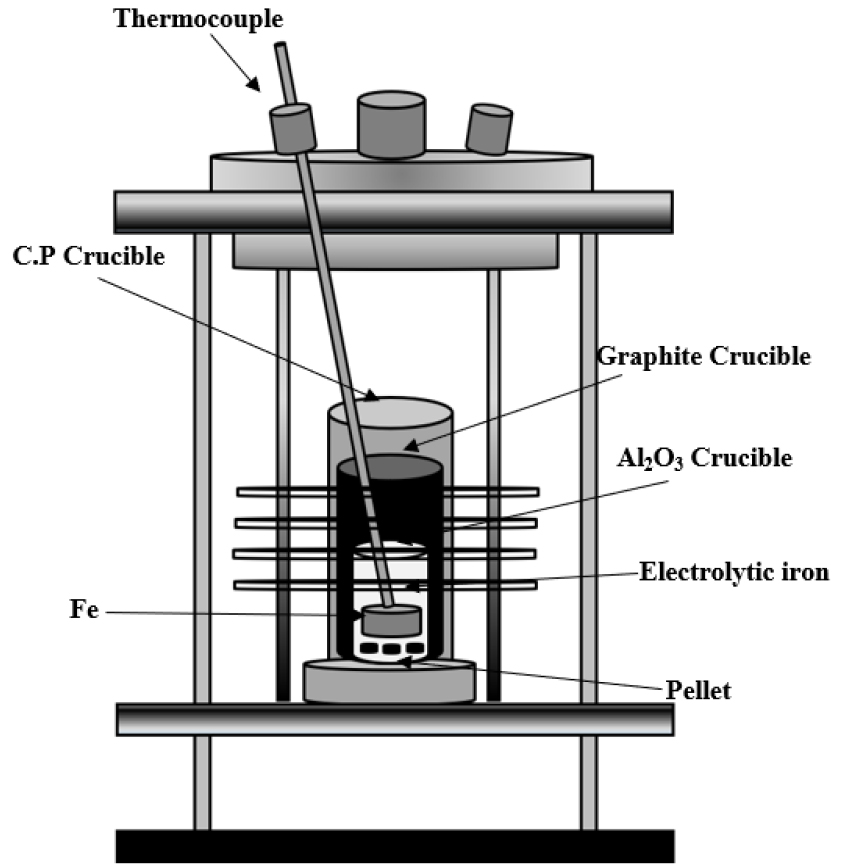
본 연구에서는 철강 공정 내 코크스를 일부 대체하기 위한 화학에너지의 연료로서 커피박을 채택하였으며, 코크스와 배합하여 용강 내 용해 실험을 진행하였다. 본 연구에서 사용된 코크스의 성분은 Table 1에 명시되어 있다. Fig. 2는 배합된 연료의 용해실험을 위한 유도로의 개략도를 나타낸다. Table 3은 코크스와 커피박을 혼합한 고체 연료의 비율을 나타내며, C/G(cokes/gronds)는 코크스 내 함유된 탄소와 커피박 내 함유된 탄소의 비율을 보여준다. 본 연구에서 투입된 Fe의 양은 약 80 g이며, Table 3과 같이 코크스와 배합하기 위한 일반 커피박과 573 K에서 반탄화한 커피박 내 화학적 탄소 함량은 각각 약 55 mass% 및 71.6 mass%이었다. 연료의 투입량은 4 g을 투입하였다. 각각의 배합 비율로 제작된 펠렛을 알루미나 도가니에 장입 후, 펠렛 상부에 전해철을 투입하였다. 연료가 모두 장입된 알루미나 도가니를 유도체 역할을 하는 흑연도가니에 장입 후 최종적으로 열 보존 및 도가니의 내구성을 고려하여 C.P 도가니에 넣어주었다. 그 후, 유도로 내 분위기는 Ti 스폰지로 탈산된 Ar 가스를 500 ml/min으로 취입하여 불활성 분위기를 형성하였으며, 약 1시간 동안 유도로 내 온도를 약 1873 K까지 승온하였다. 투입된 연료는 1873 K 및 불활성 분위기에서 7200초까지 반응 실험을 진행하였다. 반응 후 샘플은 수냉으로 회수하였으며, 회수된 Metal의 무게 측정 후에 Metal 내 탄소의 농도를 측정하기 위해 적외선 흡수 분석기를 활용하였다.
3. 결과 및 고찰
3.1. 반탄화 온도에 따른 변화
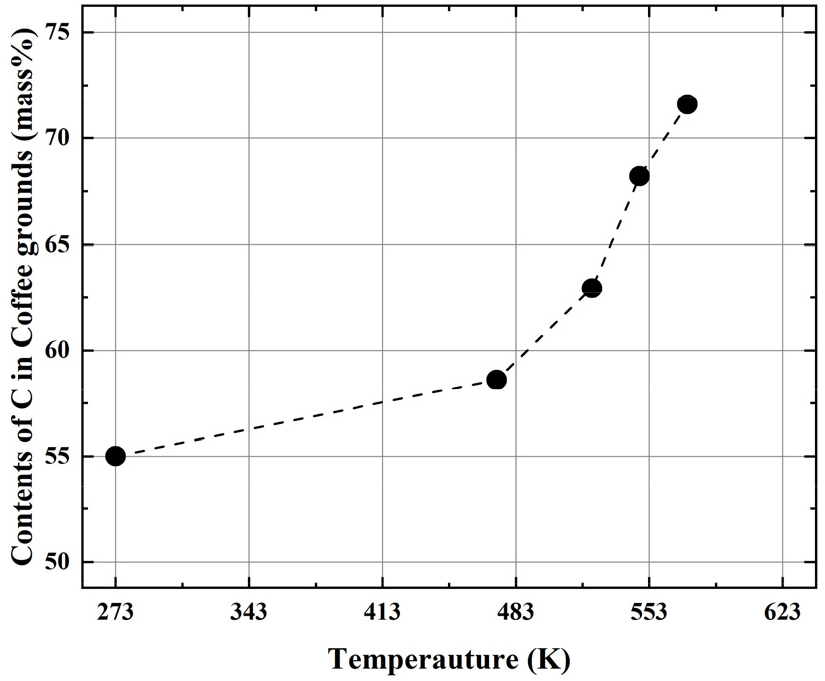
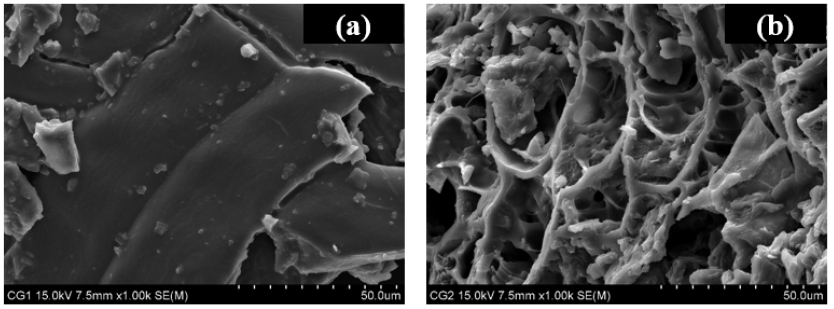
본 연구에서는 반탄화 공정 진행 시 커피박 내 화학적 탄소의 함량을 알아보기 위해 각 온도에 따라 반응 실험을 진행하였다. Fig. 3은 반탄화 온도에 따른 커피박 내 탄소의 함량을 나타낸다. 반탄화 온도가 증가함에 따라 커피박 내 탄소의 함량도 증가하였다. 반탄화 진행 시 커피박 내 수분 및 휘발분의 연소로 인하여 전체적인 무게가 감소하며, 커피박 내 화학적 탄소의 함량이 증가하였다. 반탄화 실험 중 573 K에서 약 71.6 mass%로 커피박 내 가장 높은 탄소의 함량을 보였다. Fig. 4는 일반 커피박과 573 K에서 반탄화를 진행한 커피박을 FE-SEM으로 촬영한 사진을 나타낸다. 반탄화를 거친 커피박이 일반 커피박에 비해 공극이 많이 형성되었다. 473 K 이상에서 헤미셀룰로오스의 분해, 수분 및 휘발분은 연소로 인하여 커피박 내 탄소의 함량 및 공극이 증가하였다13).
3.2. 커피박 투입 시 Metal 내 탄소의 용해 농도 및 용해 효율
본 연구에서는 철강 공정 내 코크스를 일부 대체하기 위하여 바이오매스 연료 중 커피박을 혼합하여 용강 내 투입하였으며, 회수된 샘플 내 탄소의 용해 농도 및 용해 효율을 조사하였다. Fig. 5는 일반 커피박과 반탄화 커피박을 코크스와 혼합한 연료를 용강 내 투입하여 얻어진 샘플 내 탄소의 용해 농도를 나타낸다. 혼합 비율(C/G)이 2 이하일 때, 반탄화로 인한 연료 내 화학적 탄소가 높으므로, 반탄화 커피박을 투입한 금속 샘플 내 탄소의 농도는 일반 커피박을 투입했을 때 보다 증가하였다. 또한, 혼합 연료의 비가 코크스보다 커피박이 상대적으로 높기 때문에 배합된 커피박의 화학적 탄소의 함량에 영향을 받았다. 혼합 비율(C/G)이 6 이상에서는, 혼합 연료내 탄소 함량이 코크스의 영향이 크므로, 일반 커피박과 반탄화 커피박을 배합한 연료의 용해를 진행한 샘플 내 탄소의 함량은 큰 차이를 보이지 않았다. 특히, 코크스 단독으로 용해한 샘플의 탄소(C/G = 10)와 혼합 비율(C/G)이 6일 때의 금속 샘플 내 탄소의 함량은 큰 차이가 없었다. 코크스와 반탄화 커피박를 혼합한 배합 비율(C/G) 2와 10 비교 시, 반탄화를 거친 커피박은 일반 커피박과 비교하여 상대적으로 단일 코크스와 유사한 용해 농도를 보였으며, 커피박이 코크스를 일부 대체할 수 있다고 기대할 수 있다.
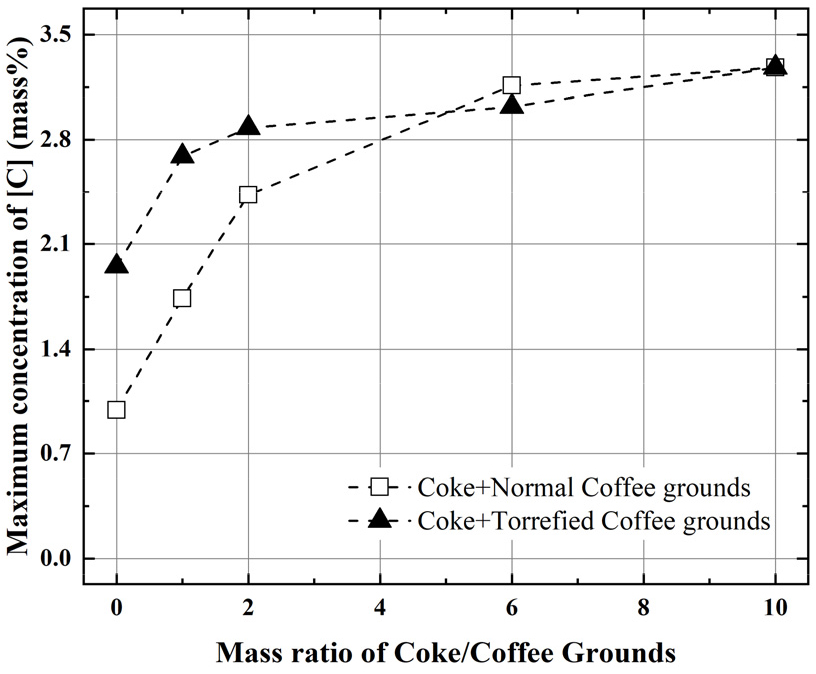
Fig. 6은 코크스와 배합한 일반 커피박 및 반탄화 커피박의 용해 농도와 회수된 금속 샘플의 무게를 활용하여 얻어진 탄소의 용해 효율을 나타낸다. 탄소의 용해 효율은 식 (1)을 활용하여 계산되었다.
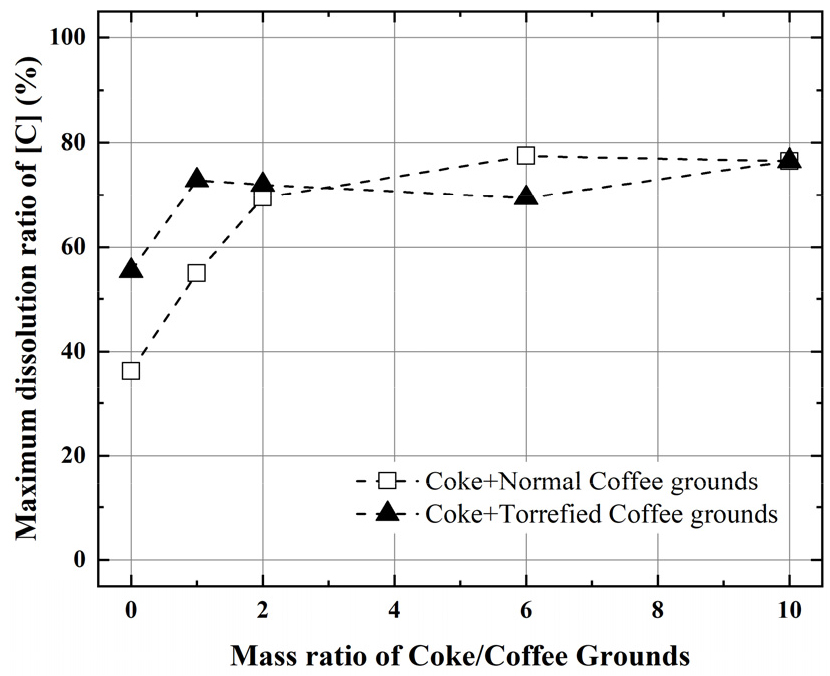
식 (1)에서, mass% C는 회수된 금속 샘플 내 탄소의 용해 농도(mass%)이며, mass of Metal은 회수된 금속 샘플l의 질량(g)이고, Initial mass of C는 초기에 투입한 탄소의 양(g)을 나타낸다. 회수된 금속 샘플의 무게는 표면 연마를 진행한 후에 측정된 무게를 나타낸다. 혼합 비율(C/G)이 증가함에 따라 금속 샘플 내 탄소의 용해 효율도 증가하였다. 혼합 비율(C/G)이 0일 경우, 일반 커피박을 투입 시 금속 샘플 내 탄소의 용해 효율은 약 37%이고, 반탄화 커피박을 투입 시 용해 효율은 약 57%를 보였다. Fig. 4에서 보여준 것처럼 반탄화 공정으로 인해 커피박의 공극의 증가로 인하여 용해 효율이 상승했음을 알 수 있다. 혼합비(C/G)가 2 이상에서, 용해 효율의 큰 변화는 없었으며, 단일 코크스를 투입하였을 때와 거의 비슷한 용해 효율을 보였다. 따라서, 용해 효율 및 금속 내 탄소 농도를 고려하였을 경우, 혼합비(C/G)가 2~6에서 커피박의 반탄화 공정은 용해 농도 및 용해 효율을 상승시킴과 동시에 소량의 코크스와 혼합으로 단일 코크스의 용해 효과를 나타낼 수 있다. 또한, 커피박과 코크스의 용해 현상에 대하여 정량적으로 평가하기 위해서는 용철에 대한 용해 속도를 측정할 필요가 있다고 판단된다.
4. 결 론
본 연구에서, 반탄화 공정을 통한 커피박의 탄소 함량을 조사하였으며, 코크스 및 커피박을 장입하여 다양한 배합 비율에서 용강 내 탄소의 농도와 용해 효율을 측정하였다. 반탄화 실험 및 용해 실험을 통해 다음과 같은 결과를 얻었다.
1. 반탄화 실험 진행시 573 K에서 가장 높은 커피박 내 탄소의 함량을 보였으며, 반탄화로 인한 커피박 내 탄소의 함량 및 공극이 증가했다.
2. 혼합비(C/G)가 증가함에 따라 회수된 금속 샘플 내 탄소의 용해 농도 및 효율이 증가하였으며, 커피박을 배합한 연료는 혼합비(C/G)가 6 이상일 때부터 단일 코크스와 유사한 농도를 보였다. 반면, 반탄화 커피박을 배합한 연료는 혼합비(C/G)가 2 이상일 때부터 금속 샘플 내 높은 탄소 함량을 나타냈다. 또한, 반탄화 커피박은 적은 양의 코크스를 배합하더라도 단일 코크스와 유사한 용해 효율을 보였으며, 반탄화 공정을 거친 커피박은 철강 공정 내 코크스를 일부 대체할 수 있음을 기대할 수 있다.
