

1. 서 론
2. 실험 방법
2.1. 샘플 용액 분석
2.2. 실험 방법
3. 결과 및 고찰
3.1. pH Isotherm 실험 및 추출제 선정
3.2. McCabe–Thiele 및 모의 연속 추출
3.3. Counter Current Simulation 실험
3.4. Lab-scale Mixer-settler 가동
4. 결 론
1. 서 론
이차전지 산업의 급속한 성장과 전기차(EV) 확산에 따라, 고성능 배터리용 핵심 소재인 고순도 황산니켈(NiSO4·6H2O)의 수요가 전 세계적으로 급증하고 있다1). 황산니켈은 니켈(Ni) 기반 양극재(NCM, NCA)의 주요 원료로 사용되며, 그 순도는 배터리의 수명, 안전성, 충전 속도 및 에너지 밀도에 직접적인 영향을 미친다2). 특히, 배터리급 황산니켈은 철(Fe), 코발트(Co), 아연(Zn), 구리(Cu) 등의 금속 불순물이 수 ppm 이하로 엄격히 제한되기 때문에, 고도 정제 기술의 적용이 필수적이다3).
국내 배터리 산업은 세계적으로 높은 경쟁력을 보유하고 있으나, 황산니켈을 포함한 핵심 원료 대부분을 해외 수입에 의존하고 있는 실정이다4). 최근 인도네시아, 필리핀 등 주요 니켈 광물 수출국의 수출 제한 정책으로 인해 원자재 확보가 점차 어려워지고 있으며, 이에 따라 저순도 니켈 원료(Nickel Pig Iron, NPI 등)를 활용한 자체 정제 기술의 개발이 시급한 과제로 대두되고 있다5,6).
고순도 황산니켈 제조를 위한 대표적인 공정으로는 용매추출 외에도 결정화, 이온 교환, 전기 분해, 침전 및 정밀 여과 등이 있으며, 이들 공정은 원료 성상, 공정 비용, 불순물 종류에 따라 선택적으로 적용된다7,8,9,10,11,12). 이 중 용매추출은 다단 연속 처리를 통해 선택적 불순물 제거가 가능하다는 장점이 있어 산업적으로 가장 널리 활용되고 있다13,14,15).
그러나 추출제의 종류, pH 조건, 탈거 공정 등의 다양한 변수에 따라 공정 효율이 크게 달라지므로, 산업적 적용을 위해서는 실험 기반의 공정 최적화가 필요하다16). 본 연구는 배터리용 고순도 황산니켈의 안정적 생산을 목적으로, 저순도 니켈 수용액을 대상으로 최적의 용매추출 조건을 확립하고자 하였다. 특히, 코발트와의 선택적 분리를 고려하여 Versatic Acid 10을 중심으로 pH isotherm 실험, McCabe–Thiele 해석, 그리고 Counter-current simulation을 통해 믹서 세틀러(Mixer–settler) 예상 농도값을 도출하여 랩 규모의 믹서 세틀러를 가동하여 고농도 니켈 탈거액을 생산하였다. 본 연구는 향후 고순도 황산니켈의 국산화 및 수입 대체에 기여할 수 있는 기반 기술로 활용될 수 있을 것으로 기대된다.
2. 실험 방법
2.1. 샘플 용액 분석
NPI 분말을 침출하여 철을 제거하고 가성소다를 사용해 pH 5 까지 올린 침출액으로 주식회사 한라캐스트로부터 제공받아 ICP 분석을 실시하였으며, 침출액의 성분을 Table 1에 나타냈다. 주요 불순물로는 소듐(Na), 코발트(Co), 구리(Cu), 규소(Si) 등이 확인되었다.
Table 1
Components of pH-adjusted NPI leach solution provided by Halla Cast Co., Ltd.
| Ni | Fe | Cu | Na | Cr | Co | Ca | Al | Si | Zn | |
| ppm | 13510 | N.D | <10 | 36350 | N.D | <3 | N.D | N.D | <10 | N.D |
| % | 27.08 | N.D | 0.02 | 72.91 | N.D | 0.006 | N.D | N.D | 0.02 | N.D |
2.2. 실험 방법
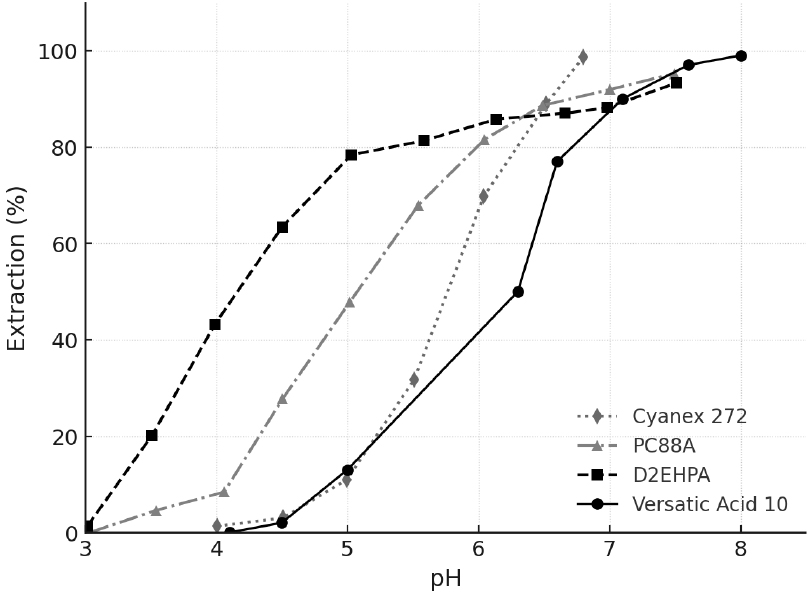
본 연구는 고순도 황산니켈(NiSO4·6H2O)의 효율적 회수를 위한 최적의 용매추출 공정을 확립하고자 수행되었다. 우선, 니켈 추출에 널리 사용되는 대표적인 유기산계 추출제인 PC88A, D2EHPA, Cyanex 272, Versatic Acid 10을 선정하여, 각각에 대한 pH isotherm 실험을 통해 추출 효율 및 금속 간 분리 특성을 비교 분석하였다. 실험은 고농도의 소듐 이온(알칼리 환경)이 존재하는 조건에서 진행되었으며, 이는 실제 침출액 내 잔류 알칼리 성분의 영향을 반영하기 위함이다.
각 추출제별로 얻어진 pH isotherm 결과는 기존 문헌과 비교 분석하였으며 본 실험을 통해 니켈에 대한 추출 선택성, 추출 시작 pH, 최대 추출 효율 도달 pH 등을 정량적으로 평가하고, 소듐 농도가 높은 조건에서도 니켈을 선택적으로 추출할 수 있는 최적의 추출제를 선별하였다. 선별된 추출제를 중심으로 후속 공정 개발 실험을 설계하였다.
이후, 선정된 추출제를 바탕으로 McCabe–Thiele 법을 적용하여 단계 평형 분석을 실시하였다17). 실험은 수상 및 유기상 간의 평형 농도를 도출하고, 이를 기반으로 추출 단계 수를 결정하였다. 해당 분석을 통해 공정에 필요한 최적의 추출 단수와 유기상/수상 비율(O/A 비)을 설정하였다.
추출단수 및 O/A 비율 등 주요 공정 변수 도출 후, 실제 연속 공정 조건을 모사하기 위해 Counter-current simulation 실험을 수행하였다18). 이 실험은 연속식 믹서 세틀러 공정에서의 농도 프로파일을 모사하기 위한 것으로, 각 단계에서의 유기상 및 수상 내 금속 이온 농도, pH 변화, 추출 효율 등을 측정하였다. 이를 통해 실제 운전 조건에서 기대할 수 있는 공정 성능을 사전에 평가하였다.
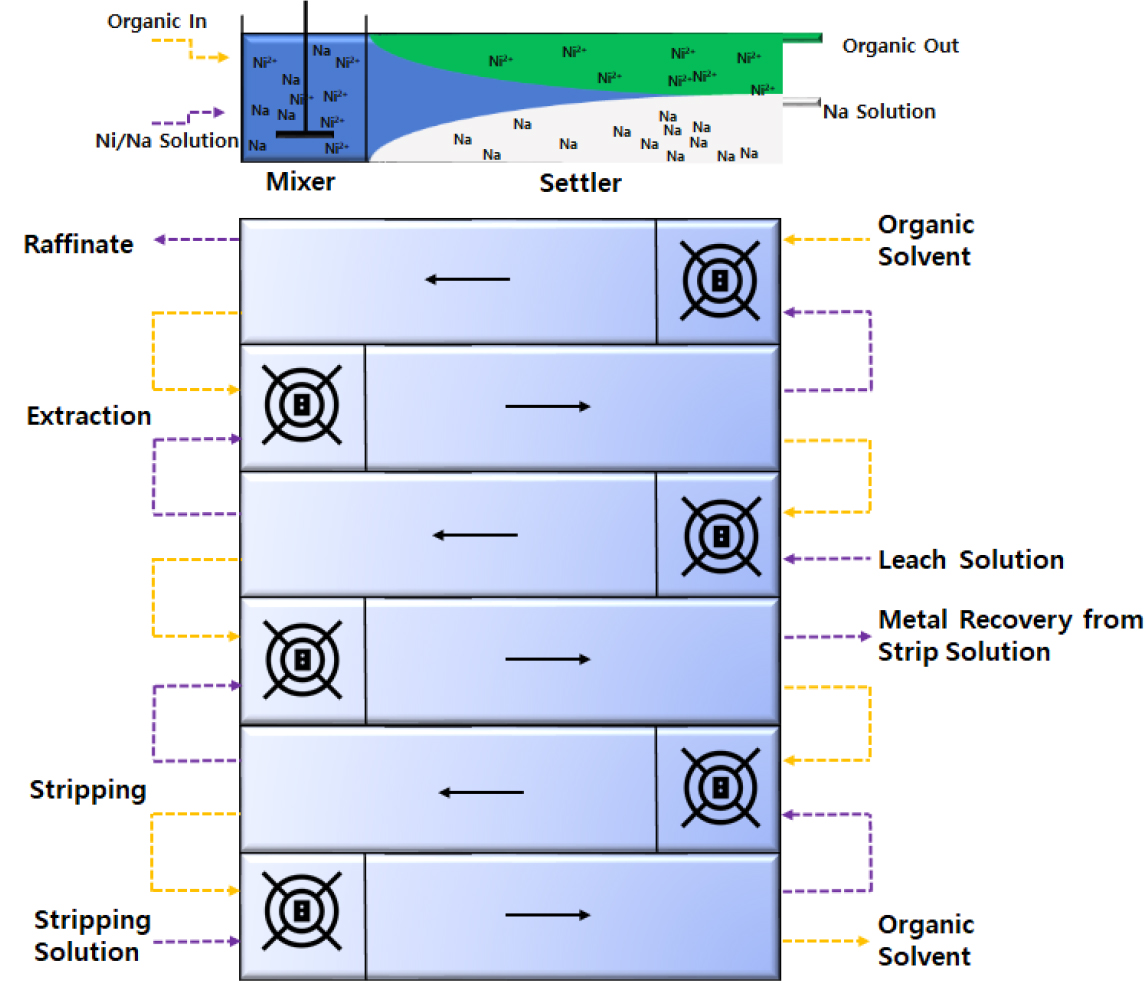
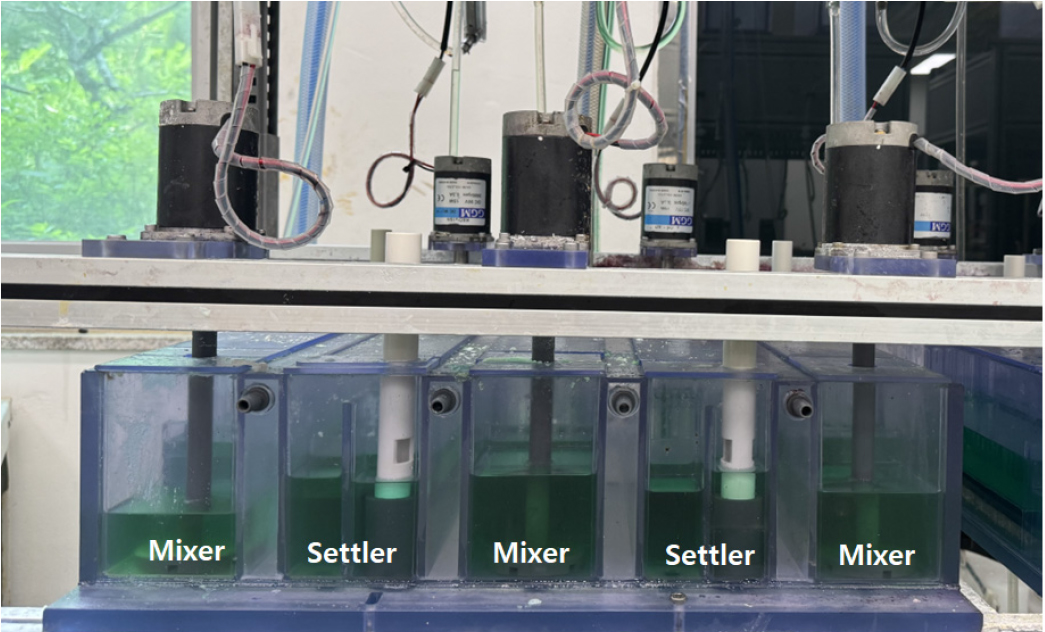
마지막으로, 시뮬레이션 결과를 기반으로 믹서 존(Mixer-zone) 500 mL, 세틀러 존(Settler zone) 2 L 크기의 랩 규모의 믹서 세틀러 장치를 구성하고, 도출된 최적 조건(O/A 비, 유량 비, 단수 등)에 따라 실제 가동을 수행하였다. Fig. 1은 장치의 가동 모식도를, Fig. 2은 실험에 사용된 한국지질자원연구원 소유의 믹서 세틀러 장치의 사진을 나타낸다. 실험은 단계별로 유기상과 수상을 교반 및 분리하며 진행하였고, 각 단계의 농도 변화 및 pH를 모니터링하였다. 이를 통해 고순도 니켈을 안정적으로 회수할 수 있는 연속식 용매추출 공정을 확립하였다.
3. 결과 및 고찰
3.1. pH Isotherm 실험 및 추출제 선정
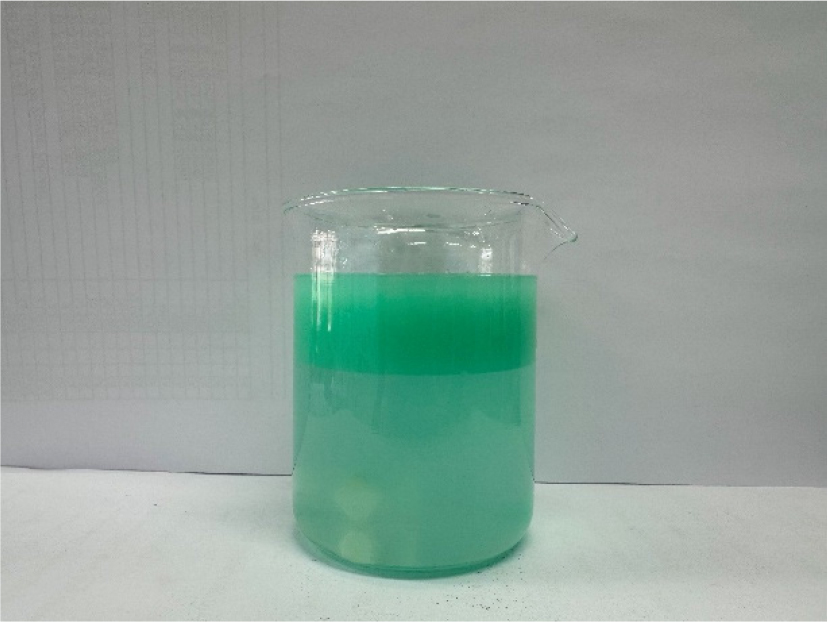
니켈의 용매추출에 적합한 최적의 추출제를 선별하기 위하여, D2EHPA, PC88A, Cyanex 272, Versatic Acid 10을 대상으로 pH isotherm 실험을 수행하였으며, 그 결과는 Fig. 3에 제시하였다. 실험 결과, D2EHPA는 pH 5, PC88A는 pH 6, Cyanex 272와 Versatic Acid 10은 pH 6.5 이상에서 니켈의 추출 효율이 80%를 초과하는 것으로 나타났다. 그러나 Cyanex 272의 경우, pH 6.5 이상 조건에서 Fig. 4와 같이 추출제의 gelation 현상이 발생하였고, 이로 인해 상분리 속도 저하 및 점도 상승으로 인한 교반 효율 저하가 관찰되었다. 특히, 고농도의 소듐이 존재하는 조건에서는 이러한 현상이 더욱 두드러져, Cyanex 272는 본 공정에 부적합한 추출제로 판단되어 제외하였다.
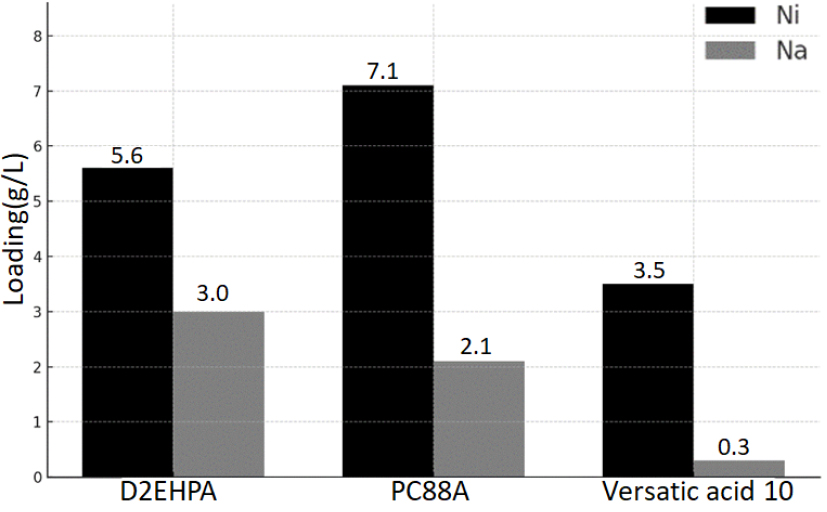
니켈과 소듐의 로딩 특성을 비교하기 위하여 D2EHPA, PC88A, Versatic Acid 10을 각각 30% 가성소다로 비누화 한 후, O/A 비율 1:1 조건에서 추출 실험을 수행하였다. 추출 이후의 평형 pH는 각각 D2EHPA, PC88A, Versatic Acid 10에서 3.6, 4.3, 5.7으로 나타났으며, 이후 로딩된 유기상을 2 M 황산(H2SO4)을 이용하여 동일한 O/A 비율(1:1)로 탈거하였다. 탈거된 결과는 Fig. 5에 나타내었으며, Versatic Acid 10 불순물인 소듐 로딩이 0.3 g/L로 가장 낮게 나타났다. 이에 따라 Versatic Acid 10이 본 공정에서 최적의 추출제로 판단되어 선정되었고 Versatic Acid 10(카복실산 계열)의 금속 추출 반응식은 식 (1)과 같다.
Versatic Acid 10은 카복실산계 추출제로서, 금속 이온과의 양이온 교환 반응(cation exchange mechanism)을 통해 추출 작용을 수행한다. 수용액상에 존재하는 니켈은 유기상에 존재하는 Versatic Acid 10(RCOOH)과 반응하여,니켈-카복실레이트 착화합물((RCOO)2Ni)을 형성하며 유기상으로 이동하게 된다. 이 과정에서 수소(H+) 이온이 수용액상으로 방출되며, 추출 반응은 pH에 민감하게 의존하는 특성을 보인다.
위의 반응식은 이 메커니즘을 일반적으로 나타낸 것으로, 추출제 두 분자와 니켈이 반응하여 유기상에 안정한 착화합물을 형성하고, 이로 인해 니켈 이온이 선택적으로 분리된다.
3.2. McCabe–Thiele 및 모의 연속 추출
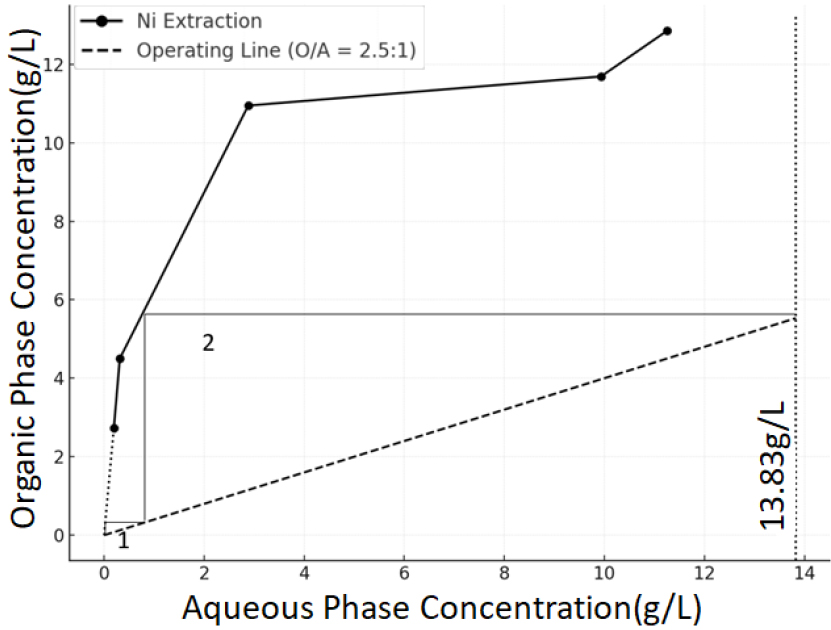
Versatic Acid 10을 사용하여 평형 pH 6.7로 고정한 상태에서 O/A 비율 1:5부터 5:1까지 범위를 달리하여 추출 실험을 수행하였다. 이를 바탕으로 O/A 비율 2.5:1 조건에서 Operating line을 설정하고 McCabe–Thiele 곡선을 작성한 결과가 Fig. 6으로 최소 2단 이상의 추출 단계가 필요한 것으로 나타났으며, 이에 따라 추출 단수를 3단으로 선정하였다.
3.3. Counter Current Simulation 실험
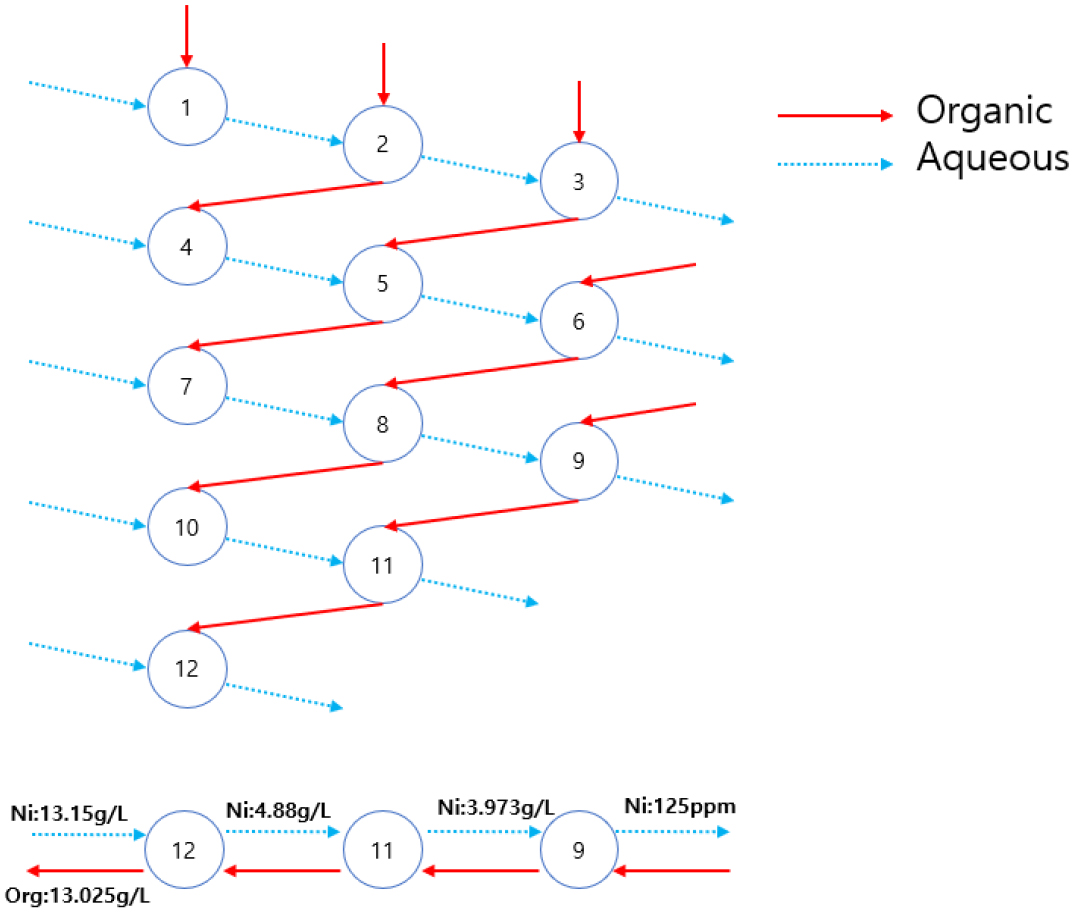
앞선 McCabe–Thiele 분석을 통해 선정된 3단 추출 공정을 기반으로, 평형 pH 및 예상 니켈 농도 분포를 확인하기 위해 Counter-current simulation을 수행하였다. 실험은 O/A 비율 2.5:1 조건에서 교반 10분, 안정화 10분으로 진행하였으며, 그 결과는 Fig. 7에 제시하였다. 실험 결과, Raffinate에 약 125 ppm의 니켈이 잔류하였고, 나머지 대부분의 니켈이 유기상으로 추출되었다.
이 유기상을 대상으로 탈거 공정에 필요한 황산 몰수를 산정하기 위해 O/A 비율 20:1 조건에서 4단 탈거에 대한 Counter-current simulation을 추가로 수행하였고, 그 결과는 Fig. 8에 나타내었다. 1.7 M 황산을 사용한 경우, 탈거액의 평형 pH는 5 이상, Ni 농도는 105.8 g/L 이상으로 나타났으며, 이를 기반으로 랩 규모의 믹서 세틀러 운전 조건을 설정하였다.

3.4. Lab-scale Mixer-settler 가동
랩 규모의 실험에 앞서 믹서 세틀러 공정의 운전 모식도를 Fig. 9에 제시하였으며, 가동 조건은 Table 2에 따라 설정하였다. 약 2주간의 실험을 통해 추출 3단, 세정 3단, 탈거 4단에서의 금속 농도 및 pH를 측정하였다. 추출 단계에서는 대부분의 니켈은 유기상으로 이동하였고, 약 200 ppm 수준의 니켈만이 Raffinate에 잔류하였다. 세정 단계에서는 유기상에 잔존하던 약 200 ppm의 소듐이 수상으로 효과적으로 제거되었으며, 이를 통해 pH 4 이상의 안정적인 탈거 조건이 확보되었다. 각 단계에서 측정된 결과는 Table 3에 정리하였으며, 최종적으로 탈거 4단에서 얻어진 니켈 탈거액의 불순물 농도 분석 결과는 Table 4에 제시하였다. 이를 통해 순도 99% 이상의 고농도 황산니켈 용액을 확보할 수 있음을 확인하였다.
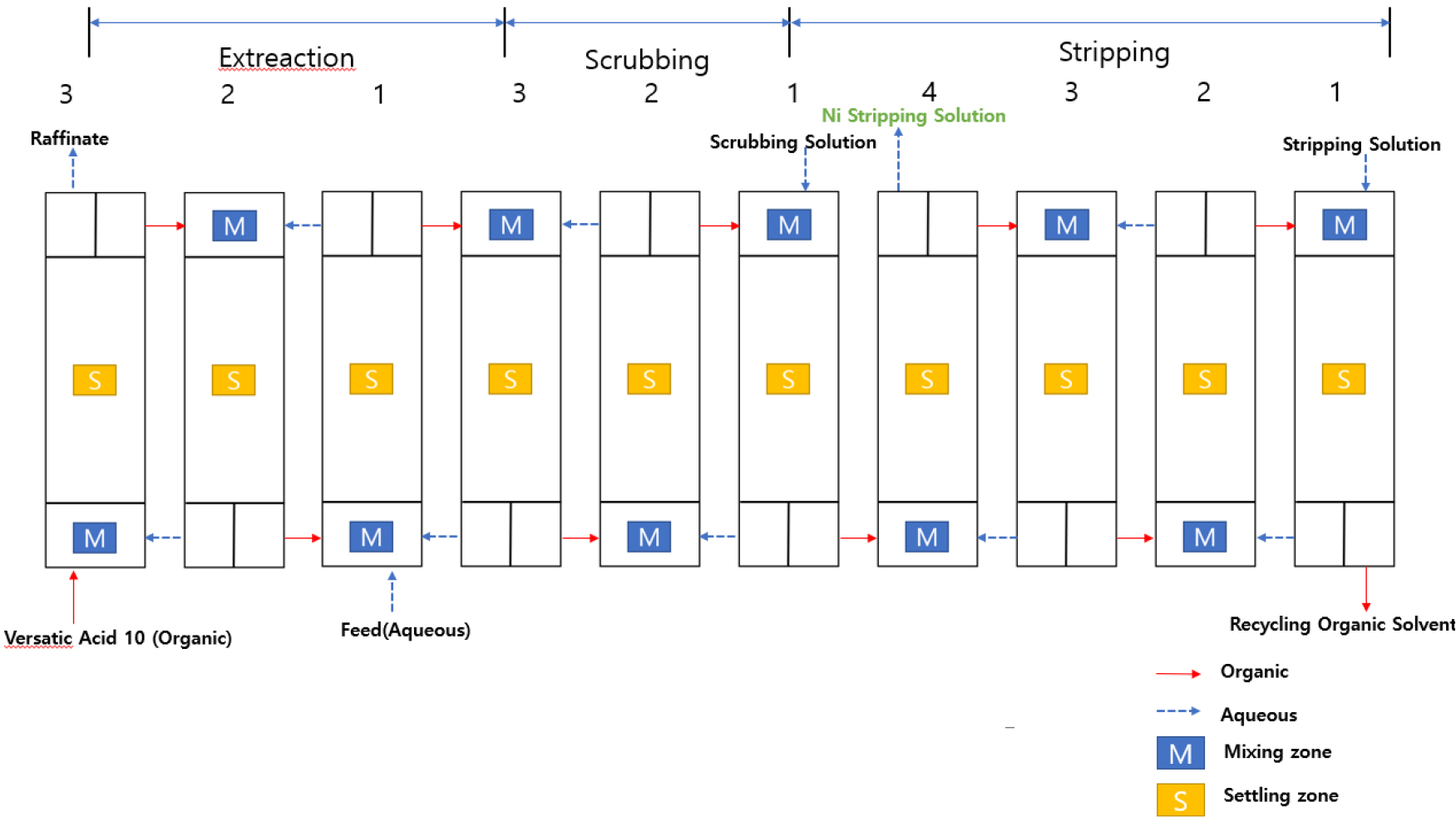
Table 2
Operating conditions of lab-scale Mixer–Settler system for solvent extraction, scrubbing, and stripping using Versatic Acid 10
Table 3
Measured pH and metal concentrations at each stage of the lab-scale solvent extraction process using Versatic Acid 10
| Stage | pH | Ni Concentration (g/L) | Na Concentration (g/L) |
| Feed Solution | 4~4.5 | 13.51 | 36~38 |
| Extraction 3 (Raffinate) | 7.5~8 | 0.2~ | 40~45 |
| Scrubbing 3 | 4~5 | 20~22 | 3~4 |
| Stripping 4 | 4.0~4.5 | 105~108 | 0.020~0.024 |
4. 결 론
본 연구에서는 니켈이 함유된 저순도 황산 용액으로부터 고순도 황산니켈(NiSO4·6H2O)을 제조하기 위한 용매추출 기반 정제 공정을 개발하였으며, 유기산계 추출제인 Versatic Acid 10을 적용하여 실험실 규모에서 공정 조건을 최적화하였다.
pH isotherm 실험 결과, Versatic Acid 10은 pH 6.5 이상에서 80% 이상의 니켈 추출 효율을 보였고, Cyanex 272에서 발생하는 겔화(gelation) 현상이 관찰되지 않아 높은 소듐 농도 조건에서도 안정적인 공정 운전이 가능함을 확인하였다. 또한 니켈과 소듐의 로딩 비교 실험에서는 Versatic Acid 10이 다른 추출제(D2EHPA, PC88A) 대비 니켈에 대한 선택성이 높고 불순물인 소듐의 동반 추출은 적어, 공정 적용에 적합한 추출제로 판단되었다.
추출 공정의 단수 설정을 위해 수행한 McCabe–Thiele 해석에서는 O/A 비율 2.5:1 조건에서 100%를 추출하기 위해서는 최소 2단 이상의 추출이 요구되었으며, 이를 기반으로 추출 3단, 탈거 4단으로 구성된 연속 공정을 설계하였다. Counter-current simulation 결과, 대부분의 니켈이 유기상으로 추출되었고, 1.8 M 황산을 활용한 탈거 실험에서는 99% 이상의 탈거 효율과 105 g/L 이상의 니켈 농도를 갖는 용액을 확보하였다.
랩 규모의 믹서 세틀러 장치를 활용한 연속 공정 실험에서는 추출, 세정, 탈거 단계에서 안정적인 상분리와 재현성 있는 금속 회수 효율을 확인하였으며, 최종 탈거액의 불순물 농도는 수 ppm 수준이내로 분석되었다. 이는 고순도 황산니켈 제조 가능성을 시사하지만, 실제 배터리 제조에서 요구하는 제품의 품질 기준과의 비교를 위해서는 추가적인 정제 단계 혹은 품질 인증 평가가 필요할 것으로 판단된다.
본 연구에서 제안한 Versatic Acid 10 기반의 용매추출 공정은 저순도 니켈 함유 원료를 활용하여 고농도, 고순도 황산니켈 용액을 효과적으로 회수할 수 있으며 이를 활용한 황산니켈 제조 기반 기술로서, 향후 공정의 확대를 통한 상용화가 가능할 것이다.
