

1. 서 론
2. 실험방법
2.1. Taguchi method를 이용한 실험 설계
2.2. 실험방법
2.3. Black powder분석
2.4. 실험인자 및 수준
3. 실험 결과 및 고찰
3.1. 리튬 침출율 분석
3.2. S/N비 및 분산 분석
3.3. 이론적 결과 추정
3.4. 배소 온도에 따른 침출율 분석
4. 결 론
1. 서 론
최근 휴대기기 및 전기차(EV)의 사용량 증가에 따른 이차전지의 사용량이 크게 증가하고 있다. 특히 전기차의 경우 대용량의 배터리가 사용되고 있으며, 사용량이 급격하게 증가하고 있다. International Energy Agency(IEA)에 따르면 전기차의 사용량은 빠르게 증가할 것으로 예측하고 있다. 또한 Total Cost of Ownership(TCO) 절감은 전기차 규모를 크게 증가시키고 2030년까지 상승할 것으로 예측하고 있다. 2030년대에 전기차는 2억 2천만 대에 이를 것으로 예측되고 있다. 전기차 시장규모 증가에 따라 필요한 배터리 소재 또한 수요가 증가한다1,2,3,4,5,6). 최근 배터리 원소재 가격 또한 급격하게 상승하고 있으며, 리튬의 원료가격은 2020년 6.2 $/kg 대비 2021년 27.1 $/kg으로 약 440% 상승하였다. 대부분의 리튬은 페그마타이트 광산이나 염수에서 생산되지만 매장량의 한계와 추출 시 에너지·환경문제 등의 문제로 상업적 채출 가능한 리튬의 양이 410만 톤으로 향후 10년 내 고갈이 예상된다. 이러한 이유로 폐 배터리 내 양극활물질에 사용된 소재를 회수하는 연구가 활발하게 진행 중이다7,8).
현재 폐 배터리 내 유가금속 회수를 위해 셀분말의 전처리 후 무기산 침출 및 결정화를 통해 소재화를 한다. 리튬화합물의 경우 타 금속 회수 후 마지막으로 회수를 진행하여 SO4-, Na+ 등의 불순물이 발생되며, 제거가 어렵다는 문제가 발생한다. 따라서 최근 리튬화합물의 가격 상승에 따라 효율적인 침출 및 소재화 기술에 대한 연구가 요구된다. 폐 배터리 내 양극활물질을 소재화하는 기술은 물질 부족이나 가격 상승을 완화할 수 있으며, 주요 재료의 비용 절감으로 이어진다. 재활용 기술은 양극 재료(NCM)의 비용을 25 $/kg에서 10 $/kg으로 줄일 수 있다. 최근 리튬 가격이 급격하게 상승함에 따라 4~7% 정도 포함되어 있는 리튬을 효율적으로 회수하기 위한 연구를 진행하였다9,10,11).
본 연구에서는 LCO(LiCoO2), NCM(LiNixMnyCozO2)등의 리튬을 포함하는 산화물로부터 질산염화 공정에 대한 연구를 진행하였으며, 국내 재활용 업체에서 파·분쇄 된 폐 배터리 양극활물질 셀분말(Black powder)로 실험을 진행하였다. 실험 시 영향을 미치는 인자 파악을 위해 Taguchi method를 사용하여 인자 별 영향을 평가하였다. 이후 전처리 온도 및 시간, 질산 농도 및 양, 배소 온도 및 시간, 고액비에 대하여 실험을 진행하여 최적의 선택적 리튬 침출 및 소재화에 대한 연구를 진행했다.
질산염화 공정은 Black powder를 질산 침출하여 LiNO3, Ni(NO3)2, Co(NO3)2, Mn(NO3)2 형태로 침전시킨 후 배소를 통해 LiNO3를 제외한 질산 화합물을 아래와 식 (1)과 같은 반응으로 산화물로 변환 시킴으로서 D.I water에서 질산리튬만 침출이 가능하다.
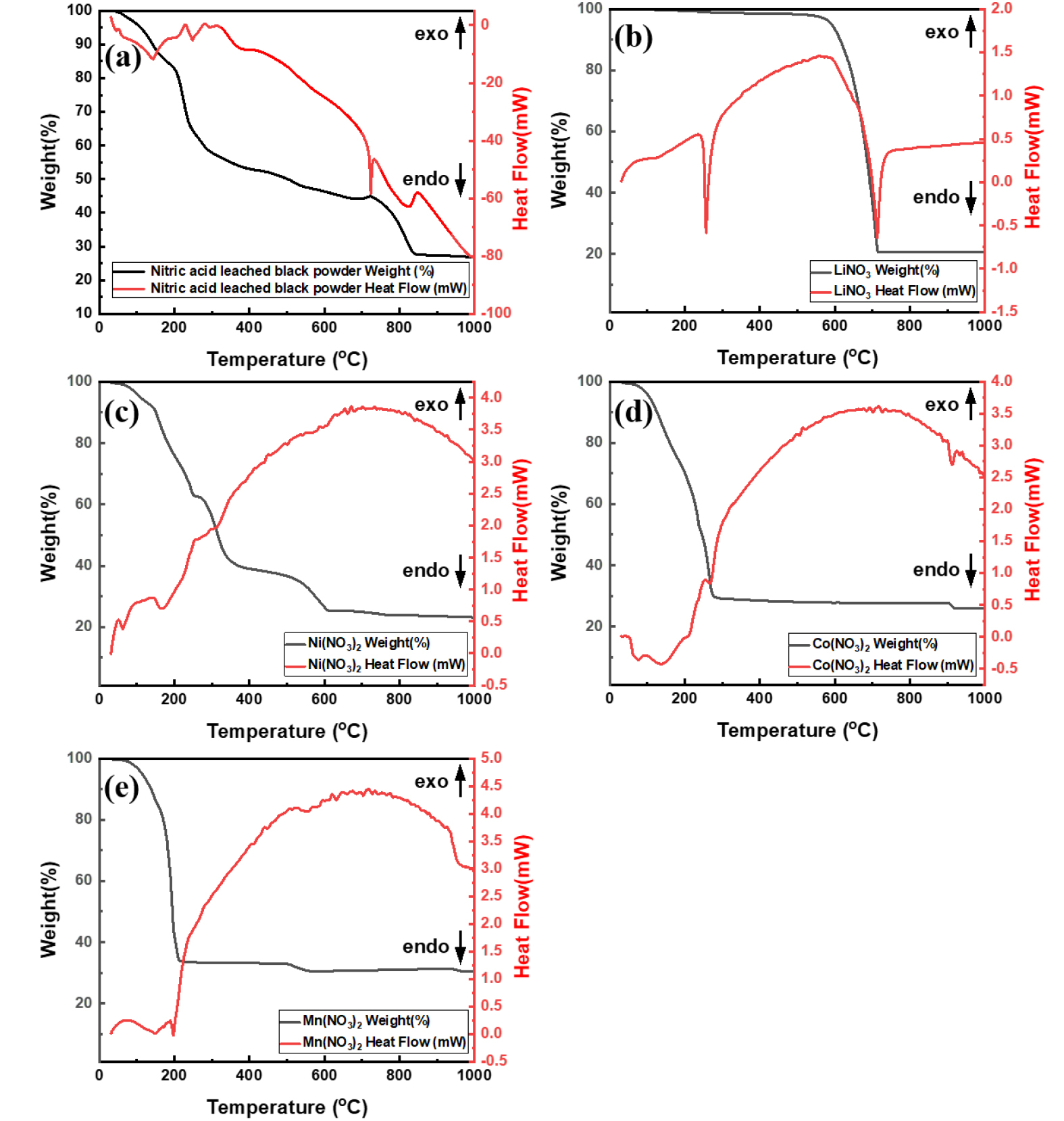
질산리튬을 제외한 질산화합물을 산화물로 변화시키는 온도 분석을 위해 전처리 및 질산 침출된 Black powder와 질산 화합물에 대하여 TG-DSC 분석을 진행 한 결과 Fig. 1과 같이 나타났다. 그 결과 질산리튬을 제외한 질산 화합물은 300°C 이하의 온도에서 급격하게 무게가 감소하였으며, 흡열, 발열 반응이 나타났다. 이로 보아 질산리튬을 제외한 질산 화합물이 300°C 이하의 온도에서 분해되는 것을 알 수 있었다. 따라서 질산염화 공정을 이용한 선택적 리튬 침출의 최적화를 위해 Taguchi method를 이용하여 전처리 온도, 질산 농도 및 사용량, 배소 온도에 대한 연구를 진행하였다.
2. 실험방법
2.1. Taguchi method를 이용한 실험 설계
1920년도에 통계학자 R.A Fisher은 여러 변수의 효과를 동시에 연구하고 강력한 통계 기법인 DOE(Design of Experiments)를 개발했다12). 주어진 요인들에 대해 모든 조합을 식별하는 완전한 요인 설계이다13). 그러나 신생 산업의 실험에서의 완전한 요인 설계는 너무 많은 실험을 필요로 한다. 따라서 부분 요인 설계를 통해 모든 실험 조합에서 작은 세트만 선정하여 실험 횟수를 줄일 수 있다.
본 연구는 Taguchi 접근 방식으로 직교 배열(OA)을 사용했다. Taguchi의 접근 방식은 요인, 수준, 분석 방법을 결정한다. 이 단계에서의 실험 결과는 기존 기술과 대조된다. Taguchi 실험계획법은 다른 통계적 방법에서 거의 찾아볼 수 없는 일관성과 재현성을 지니고 있으며, 최소한의 실험으로 최적 값을 얻기 위해 사용할 수 있다. 또한 실험 설계에서 적용되는 특성에 가장 큰 영향을 미치는 요소를 결정할 수 있다. ANOVA는 제곱합, 자유도, 분산 및 분산 비율을 이용하여 수량을 계산하고 표준 표 형식으로 구성된다. 분산 분석을 통해 검증된 신뢰 구간 내에서 통계적으로 유의한 요소를 결정한다14). Taguchi method를 사용한 실험 설계는 전처리 온도, 질산 농도, 질산 양, 배소에 대한 4개의 변수(요인)로 4개의 개별 값(수준)으로 수행되었다. 각 변수의 수준은 Table 1에 나타낸 듯이 전처리 온도(500/ 600/ 700/ 800°C), 질산 농도(1/ 4/ 7/ 10 M), 질산 침적 양(0.5/ 1/ 1.5/ 2 ml/g), 배소 온도(250/ 300/ 350/ 400°C)으로 설계하여 실험을 진행하였다.
Table 1.
Spent lithium ion batteries cell powder ICP analysis
| Element | Ni | Co | Mn | Li | Al | Cu | Fe |
| Concentration (Wt. %) | 15.63 | 8.37 | 7.64 | 3.92 | 3.20 | 1.15 | 0.38 |
Taguchi method의 매개변수 설계에는 다음 단계가 포함된다: (1) 특성 평가 대상 선정 및 평가할 설계 매개 변수 선택; (2) 매개 변수 수 및 변수 사이의 상호 작용의 결정; (3) 적절한 직교 배열표 선택 및 매개 변수 할당; (4) 직교 배열에 기초하여 실험을 수행하는 단계; (5) S/N 및 ANOVA 분석을 이용한 실험 결과의 분석; (6) 최적의 설계 파라미터 레벨 선택 및 확인 실험을 통한 검증.
Taguchi method의 파라미터 설계를 통해 3가지 목표를 달성할 수 있다. 즉, (1) 공정 또는 제품에 대한 최적 설계 파라미터의 결정; (2) 품질 특성의 기여에 대한 각 설계 파라미터의 추정; (3) 최적의 설계 파라미터에 기초한 품질 특성의 예측 가능12).
2.2. 실험방법
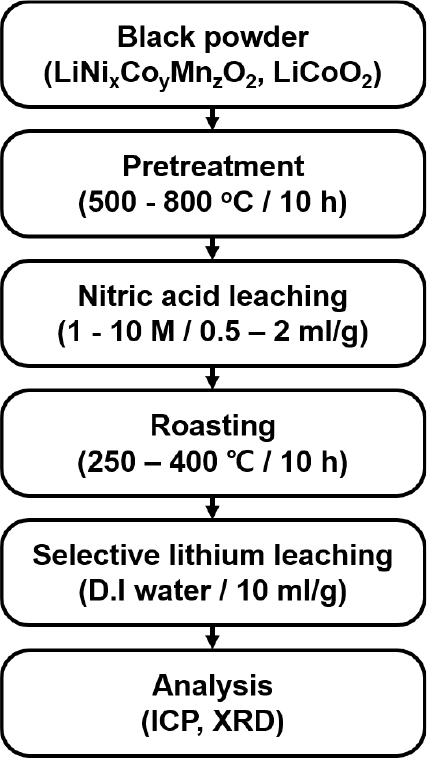
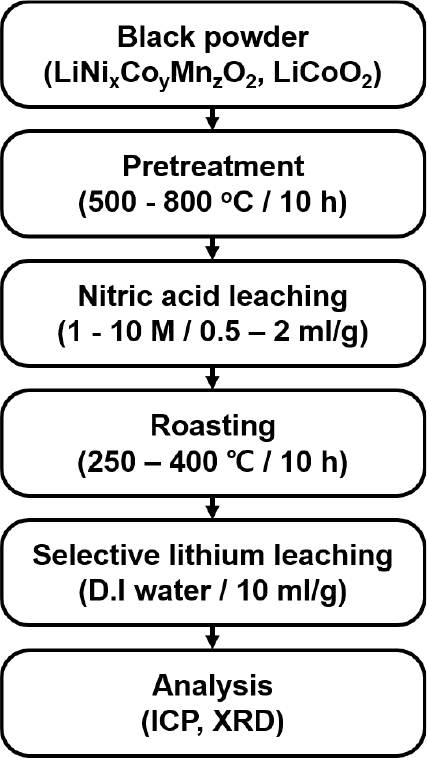
질산염화 공정을 통한 선택적 리튬 침출을 위해서 Fig. 2과 같은 순서로 실험을 진행하였다. 이때 전처리 온도, 질산 농도 및 양, 배소 온도에 대해 Taguchi method 적용을 통해 각 인자가 미치는 영향을 평가하였으며, 전처리 온도 및 시간, 배소 온도 및 시간, 고액비에 대해 세부적인 실험을 진행했다. 공정 조건에 따른 침출율 분석을 통해 리튬의 침출을 비교평가하였다. 실험에 사용된 Black powder는 국내 배터리 재활용 업체로부터 물리화학적으로 분리 후 파분쇄된 분말을 사용했다. 왕수(aqua regia)에서 Black powder를 침출하여 분석 및 평가하였다. 선택적 리튬 침출을 위한 질산염화 공정 후 Black powder 내 리튬 중 침출된 리튬 양으로 리튬침출율을 계산했다.
2.3. Black powder분석
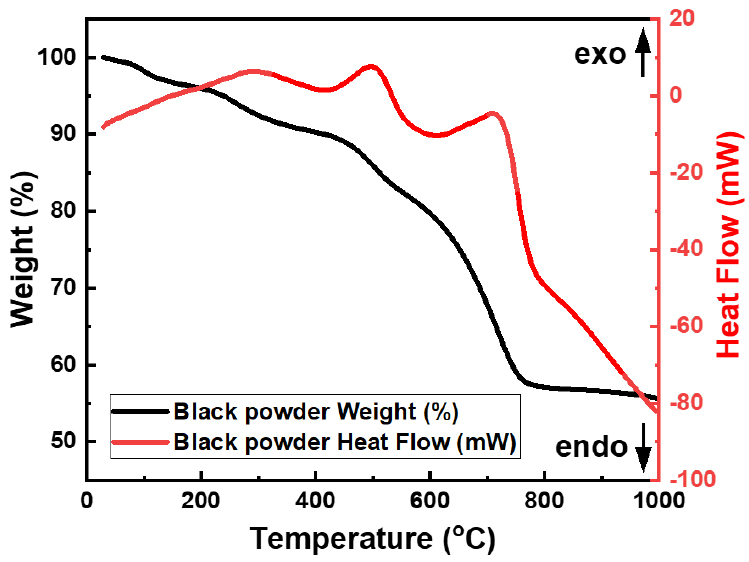
폐배터리 셀 분말은 특성상 포함하는 금속의 함량이 다르다. 따라서 ICP-OES(Inductively Coupled Plasma Optical Emission Spectrometer, Integra XL, GBC Scientific) 분석을 실시하였다. 각 성분 함량을 알고자 Black powder를 왕수에서 침출 후 원소를 ICP로 분석을 실시하였다. 그 결과 Table 1에 나타낸 것과 같이 리튬(Li) 외에 코발트(Co), 니켈(Ni), 망간(Mn) 등의 금속 함량을 정량적으로 알 수 있었다. 열처리 전 분말의 상을 확인을 위해 XRD(X-ray Diffraction, X’Pert-pro MPD, PANalytical)로 분석 결과 Fig. 3에 나타난 것과 같이 NCM, LCO 등의 리튬을 포함하는 산화물 및 탄소로 분석되었다. 탄소의 경우 전기차 셀 분말에 약 35%로 알려져 있다15). 전처리 온도의 영향 선정을 위해 대기 분위기에서 TGA 분석을 진행하였다. 그 결과 Fig. 4에 나타난 것처럼 437°C 이상에서 탄소를 포함하는 유기물과 산소가 반응하여 무게 감소가 나타나며, 750°C까지 무게 감소가 나타나고 이후 감소가 나타나지 않았다. 이는 대기 중의 산소와 탄소를 포함하는 유기물의 반응으로 제거되었기 때문으로 판단된다.
2.4. 실험인자 및 수준
Taguchi method으로 실험을 위해 Table 2와 같은 침출 인자 및 수준으로 실험을 설계했다. 전처리 온도는 500, 600, 700, 800°C, 질산 농도는 1, 4, 7, 10 M, 질산 양 0.5, 1, 1.5, 2 ml/g, 배소 온도 250, 300, 350, 400°C으로 각각 4수준으로 설계하여 직교배열표 Table 3과 같은 L16(44)를 사용하여 16회 실험을 진행하였다. 이때 전처리 및 배소 시 승온 속도는 5°C/min로 하였으며, 10시간 동안 충분히 반응시켰다. 침출은 D.I water고액비 1:10으로 200 RPM으로 1시간 동안 반응시켰다. 침출 용액에 대한 침출 결과를 이용하여 망대특성을 적용하여 S/N비, ANOVA 분석을 진행했다.
Table 2.
Selective lithium leaching parameters and levels
Table 3.
Experimental layout using an L16 orthogonal array using nitric acid leaching and roasting process
3. 실험 결과 및 고찰
3.1. 리튬 침출율 분석
리튬 침출율 분석을 위해 질산염화 공정 후 CF/C를 사용하여 고액분리를 실시하였다. 용액에 대해 ICP 분석을 진행하여 침출된 리튬의 양을 아래와 같은 식을 이용하여 침출율을 계산했다. 리튬 침출율 ηi는 식 (2)와 같은 계산식으로 계산할 수 있다.
m0 (g)와 w0 (g)는 양극재의 질량과 그 안의 원소 “i“의 중량 함량이고, ci (g/L)와 V (L)는 원소 “i”의 농도와 침출 용액의 부피를 나타낸다.
3.2. S/N비 및 분산 분석
Taguchi method에서 S/N비(Signal-Noise ratio)에서 ‘Signal’은 특성에 대한 출력값(평균)을 나타내며 ‘Noise’는 출력 대상을 방해하는 값(S.D)을 나타낸다. 따라서 S/N 비는 출력값 대비 출력을 방해하는 값의 비율이다. Taguchi method는 S/N 비율을 이용하여 원하는 값에서 벗어나는 품질의 특성을 분석한다. S/N 비는 망목, 망소, 망대 특성으로 세 가지 범주로 분류하며 본 연구에서는 리튬 침출에 대한 특성치가 클수록 좋은 결과이기 때문에 망대 특성(h)을 사용하였다.
여기서 n 은 테스트 수이고 yi는 i 번째 리튬 침출율 값이다. S/N의 비율이 클수록 원하는 값을 갖는 기준으로 실험에 대한 편차가 작아진다.
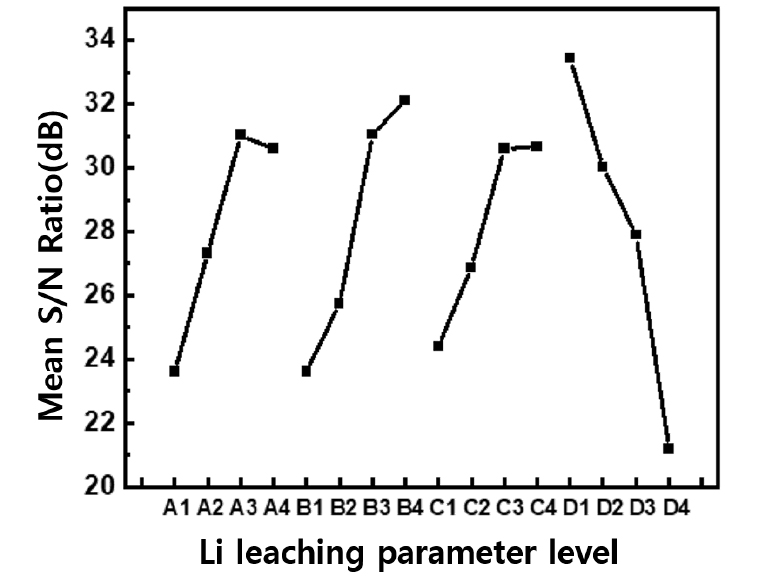
직교배열표 L16(44)를 이용하여 설계 후 실험 결과 Table 4와 같이 리튬의 침출 및 S/N비의 결과가 나타났다. 식 (3)은 망대특성에 대한 계산식으로 각 리튬 침출의 인자별 효과를 분리할 수 있다. 실험에 대한 S/N 비 평균을 계산하면 Table 5으로 나타낼 수 있다. 망대특성을 지니므로 S/N비의 평균이 클수록 리튬 침출에 영향력이 크며, S/N 비의 평균의 편차가 클수록 리튬 침출에 미치는 영향이 크다. 이를 도식화하면 Fig. 5와 같이 나타나며 따라서 배소 온도, 전처리 온도, 질산 농도, 질산 양 순으로 영향을 받는 것을 알 수 있다.
Table 4.
Experimental result for Lithium leaching and S/N ratio
Table 5.
S/N response table for Lithium leaching ratio
ANOVA(Analysis of variance)는 설계 매개 변수가 실험 결과 특성에 크게 영향을 미치는지 조하기 위함이다. 이는 전체 평균 S/N 비율에서 제곱 된 편차의 합으로 측정되는 S/N 비율의 총 변동성을 각 설계 매개 변수 및 오류에 의한 기여로 분리하여 계산한다. 먼저, 총 평균 S/N비로부터 제곱의 편차의 합은 다음과 같이 계산될 수 있다.
여기서 n은 직교 배열의 실험 수이고, ηi는 i 번째 실험의 평균 S/N 비율이다. 설계 파라미터가 특성에 미치는 영향은 F 테스트를 통해 확인한다. F 테스트를 수행할 때 각 설계 매개 변수로 인한 제곱 편차 평균으로 F 테스트를 수행할 때 각 설계 매개 변수로 인한 제곱 편차 평균을 계산해야 한다. 제곱 편차(SSm)의 평균은 제곱 편차(SSd)의 합을 설계 파라미터와 관련된 자유도의 수로 나눈 것과 같다. 그런 다음 각 설계 매개 변수의 F 값은 단순히 제곱 편차 평균과 제곱 오차 평균의 비이다. 일반적으로 F 값이 클수록 특성에 영향을 미친다. Table 6은 S/N비 및 ANOVA 분석을 기반으로 리튬 침출율에 미치는 영향을 판단할 수 있다. 배소 온도가 리튬침출에 큰 영향 미치며 질산 농도, 전처리 온도, 질산 양 순으로 영향을 미치는 매개변수임을 확인하였다.
Table 6.
Results of the ANOVA for selective lithium leaching ratio
3.3. 이론적 결과 추정
최적의 설계 매개 변수 레벨이 선택되면 마지막 단계는 최적의 설계 변수 레벨을 사용하여 품질 특성의 개선을 예측하고 검증하는 것이다. 최적의 설계 파라미터 레벨을 사용하여 결과를 예측할 수 있다. 예측되는 값은 다음과 같이 계산할 수 있다.
여기서 ηm은 총 평균 S/N 비율이고, ηi는 최적 수준의 평균 S/N 비율이며, n는 품질 특성에 영향을 미치는 주요 설계 매개 변수의 수이다.
리튬 침출에 대한 최적의 침출 변수를 사용하여 추정된 S/N 비율을 구할 수 있으며, 특정 조건에서의 리튬 침출율을 계산할 수 있다. 최적의 리튬 침출 매개변수의 수준(레벨)을 사용하여 예측된 최적의 조건, 전처리 온도 700°C, 10 M HNO3 2 ml/g, 배소 온도 250°C 에서 예상되는 리튬침출율은 88.7%이며 실제 침출율은 83.4%으로 나타났다. 하지만 실제 침출 시 코발트, 니켈의 침출이 함께 발생했으며 따라서 선택적 리튬 침출을 위한 배소 온도는 275°C이며 81.4%의 리튬 침출이 나타났다.
3.4. 배소 온도에 따른 침출율 분석
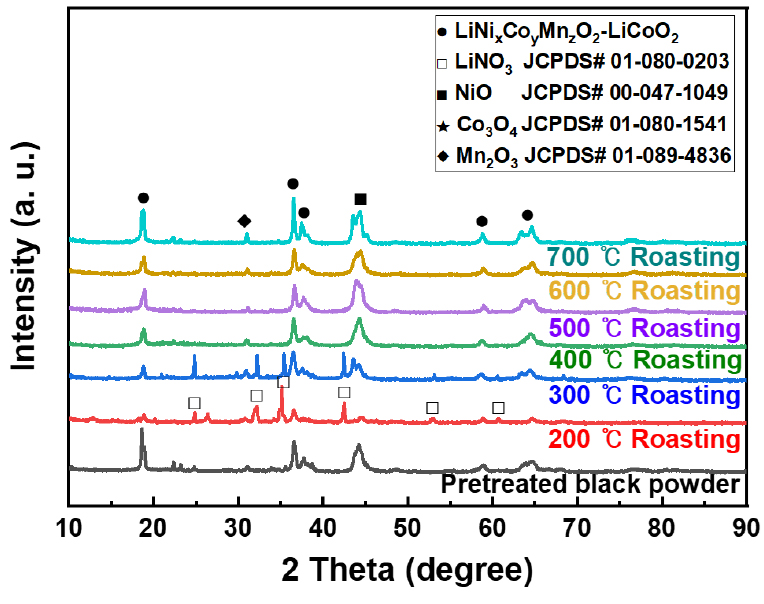
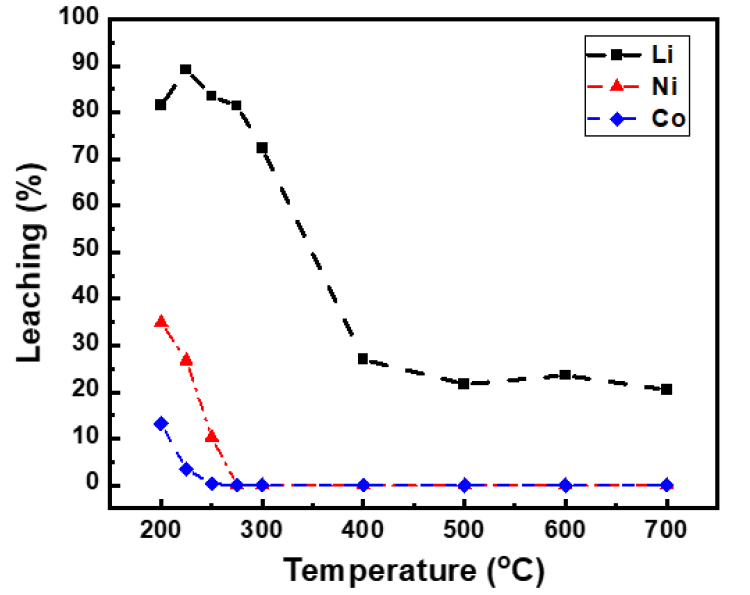
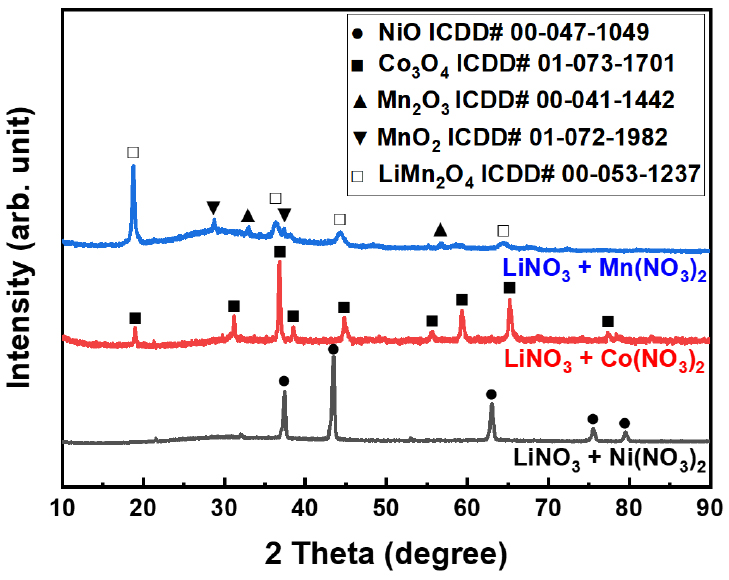
리튬 침출율에 가장 많은 영향을 미치는 요소는 배소 온도이다. 따라서 배소 온도에 따른 타 금속의 침출에 대한 추가 실험 및 분석을 진행하였다. 배소 온도 별 XRD 분석 결과 Fig. 6과 같이 나타났다. 200, 300°C에서 배소 시 질산리튬 peak가 나타났으나 400°C 이상에서 배소 시 peak가 나타나지 않았으며, 배소 후 침출을 통해 침출율 분석을 진행한 결과 Fig. 7과 같이 나타났다. 250 도 열처리 시 리튬의 침출율은 높으나 타 금속의 침출이 발생하며 이를 방지하기 위해서는 275°C 이상의 배소가 필요하며, 질산염화 공정 진행시 81.4%의 선택적 리튬 침출이 가능했다. 400°C 이상의 온도에서 리튬의 침출율이 급격하게 감소하고 이러한 원인 분석을 위해 질산리튬과 질산 화합물을 섞어 400°C에서 배소 및 D.I water에서 침출 후 침출되지 않은 잔류물에 대한 분석을 진행하였다. 그 결과 Fig. 8과 같이 나타났다. Black powder를 질산염화 공정 시 400°C 이상의 온도에서 LiMn2O4의 형성되며 이는 D.I water에서 침출하지 않는다. 따라서 리튬 침출율 감소로 이어진다.
질산 화합물이 분해되는 온도는 Gibbs 자유에너지로 예측이 가능하다. 이때 Gibbs 자유에너지(ΔG)에 대한 반응 식은 ΔH - T·ΔS 으로 계산할 수 있다. 이때 ΔH는 엔탈피, ΔS는 엔트로피, T는 절대온도를 나타내며 계산결과 아래와 같이 나타났다.
질산리튬이 분해 온도는 981 K(708°C)로 높은 반면 질산니켈 564 K(291°C), 질산코발트 486 K(213°C), 질산망간 336 K(63°C)으로 300°C 이하의 낮은 온도에서 분해되어 산화물로 변화가 가능하다. 400°C 이상에서 질산리튬의 침출율이 급격히 감소한 원인은 LiMn2O4의 형성으로 이에 대해 열역학적으로 접근 결과 아래 식으로 나타낼 수 있다.
질산리튬과 산화망간은 이론적으로 620 K(347°C)에서 반응하여 LiMn2O4를 형성하는 것을 알 수 있으며, 이전 연구16,17)에 기초하여 볼 때 Black powder에는 유기물 및 금속과 같은 불순물로 인해 실제 반응 온도는 이론적 반응 온도보다 낮아진 것으로 판단된다. 이렇게 형성된 LiMn2O4는 D.I water에서 침출되지 않는 물질이므로 리튬 침출 감소로 이어진다.
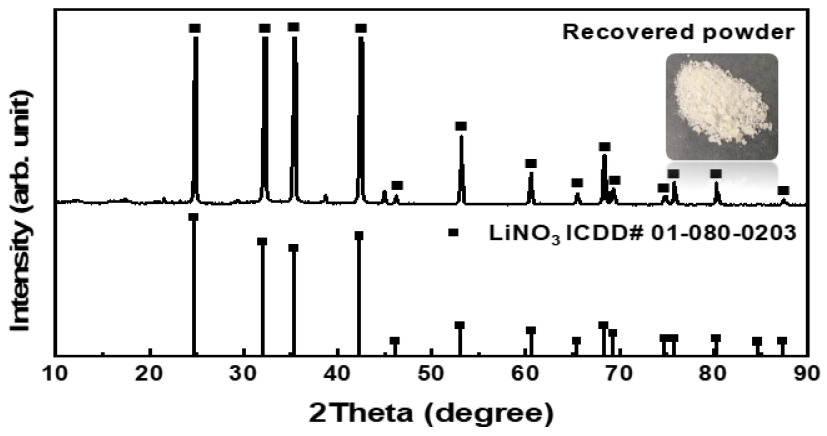
Black powder를 700°C에서 10시간 전처리, 10 M 질산 2 ml/g 사용, 275°C에서 10시간 배소를 진행하였다. 이후 D.I water 에서 리튬침출을 진행한 결과 81.4%의 리튬침출이 발생하였으며, 고액분리 및 증발농축을 통해 하얀색 분말을 얻었다. 이를 XRD 분석하였으며, 그 결과 Fig. 9와 같이 LiNO3 분말의 회수를 확인하였다.
4. 결 론
본 연구에서 폐 배터리 셀 분말 내 리튬 회수를 위한 질산염화 공정을 제안하였고, 질산 침출 및 배소 공정을 수행하여 다음과 같은 결과를 얻었다.
Taguchi method를 사용하여 전처리 온도, 질산 농도 및 양, 배소 온도 총 4개의 인자로 16회 실험을 진행 후 S/N비, ANOVA 분석을 통해 리튬 침출율에 미치는 영향 및 최적값을 알 수 있었다. 배소 온도가 가장 큰 영향을 미치며, 전처리 온도, 질산 농도 및 양 순으로 영향을 미치는 것을 알 수 있다. Taguchi method로 실험 설계 시 최적 조건은 700°C에서 10시간 전처리, 10 M 질산 2 ml/g 사용, 250°C에서 10시간 배소가 적절하며 1:10의 고액비로 D.I water에서 침출했을 때 리튬침출율이 가장 높았다. 매개변수의 수준(레벨)을 사용하여 예측된 리튬의 침출율은 88.7%이며, 실제 침출율은 83.4%로 나타났다.
리튬 침출에 가장 영향을 많이 미치는 배소 온도에 대한 분석한 결과 250°C 이하의 온도에서는 니켈과 코발트의 침출이 확인되었다. 또한 400°C 이상의 온도에서는 리튬침출율이 급격하게 낮아졌다. 따라서 배소 온도는 275°C가 가장 적합하며 이때 리튬 침출율은 81.4%이다. 400°C 이상에서 배소 시 리튬 침출율이 낮아지는 원인 분석 결과 LiMn2O4의 형성으로 D.I water에서 침출되지 않는 화합물로 변환되는 것을 확인하였다.
