

1. 서 론
철강산업에서 CO2 저감은 지구온난화와 같은 지속적인 환경문제를 해결하기 위해 필수 불가결한 당면 과제이다. 화석에너지 대신 전력에너지를 주로 사용하는 전기로(Electric Arc Furnace)는 고로에 비해 CO2 발생량이 1/3 수준으로 낮은 편이다1).
전세계적으로 철스크랩이 부족하여 Hot metal의 일부를 스크랩으로 대체하여 사용하고 있음에도 불구하고 철스크랩은 최근까지 대부분의 전기로 제강의 주 장입 원료이다. 전기로 제강은 스크랩을 재활용하여 주원료로 사용하여 아크에 의해 용해하며, 주 사용에너지는 전력으로 전체에너지의 60% 이상을 차지한다2).
전기로 제강사에서는 2000년대 초반부터 이러한 전력에너지를 저감하기 위해 배가스의 현열을 이용하되 환경문제를 고려한 스크랩 예열 기술을 개발함으로써 에너지 절감에 기여하고 있다. 스크랩 예열 전기로에 연결된 수직 Shaft 및 수평 Chamber 형태의 예열 장치가 구성된 ECOARC, Finger Shaft로와 Consteel 등이 대표적인 예이다2,3).
스크랩의 예열은 배가스의 열에너지를 스크랩 예열에 활용할 경우, 배가스를 온수나 증기로 회수하는 간접회수에 비해, 직접 회수하기 때문에 전력 소비를 줄이거나 전기로의 생산성을 높이는 데 효과적이다. 용강의 Tapping 온도를 1,600℃까지 상승시키는 데 필요한 에너지는 384kWh/ton이며, 이것은 스크랩 가열, 용해, 액체 금속 가열시 필요한 에너지이다4). 스크랩 가열에 사용되는 에너지는 전체에너지의 3/4이며 나머지는 스크랩을 녹이고 용철을 가열하는 데 사용된다. 스크랩의 가열에 많은 에너지가 소비되기 때문에 전기로의 생산성과 효율 향상을 위해 스크랩 예열에 의한 스크랩 용해 에너지를 저감 할 필요가 있다.
스크랩 용해속도를 높이고 전기로가 소비하는 총 에너지를 저감하기 위해서는 스크랩 예열 공정의 에너지 효율을 증대할 필요가 있다. 따라서 본 연구에서는 배가스 집진의 세기와 스크랩의 종류에 따라 스크랩 예열온도 및 이에 따른 산화율의 변화를 측정하였다.
2. 실험방법
2.1. 스크랩 예열 실험장치
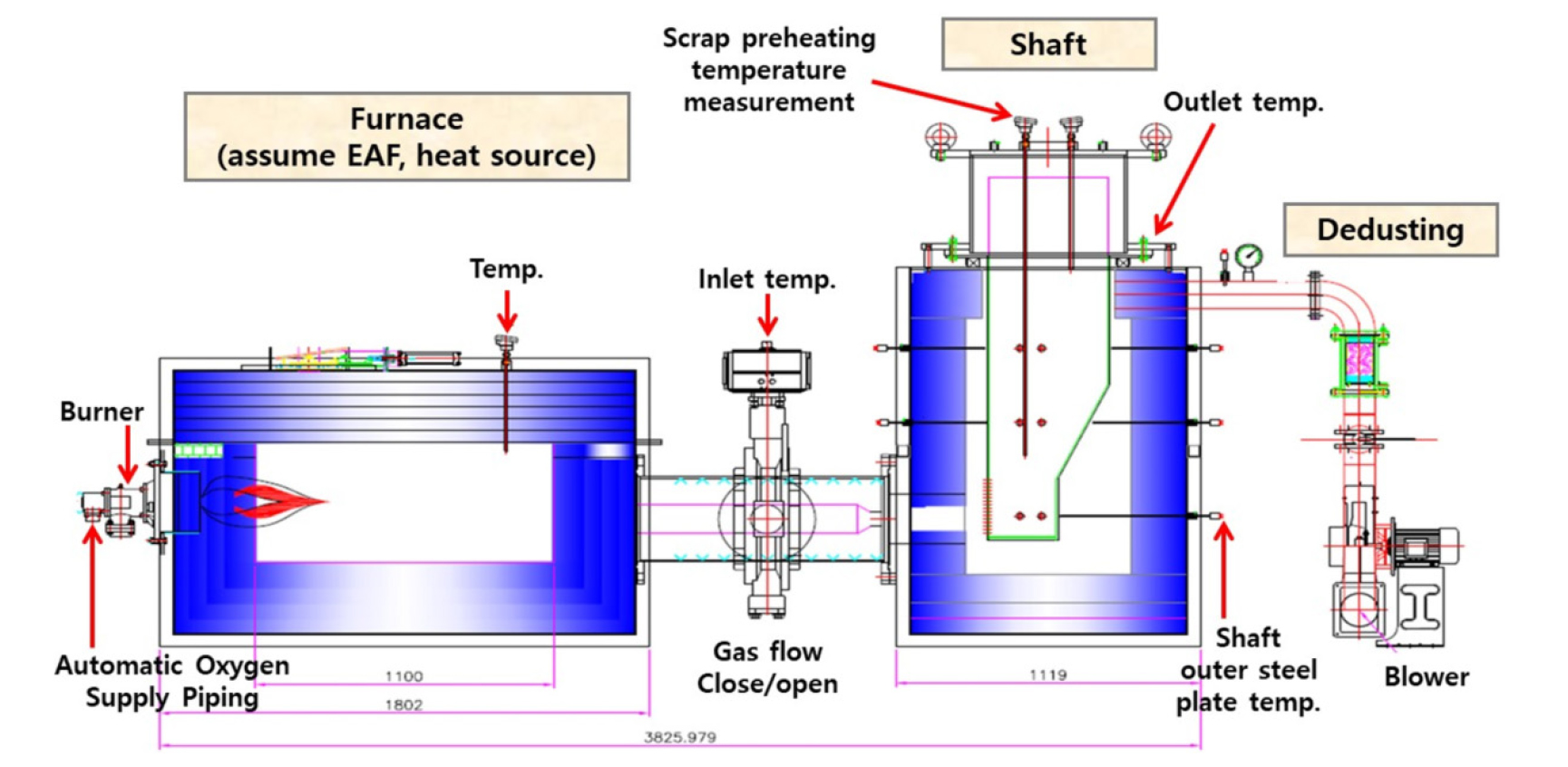
실험은 Fig. 1과 같이 스크랩 예열 실험장치를 구성하여 실시하였다. 과거 연구자들에 의해 유사한 실험장치에 의한 실험은 행해졌으며5,6), 본 실험은 집진세기를 변경할 수 있도록 실험한 점에서 차이가 있다고 할 수 있다. 실험장치는 Furnace, Shaft, 집진기(Blower)의 세부분으로 구성된다.
Furnace는 직접 스크랩을 용해하지는 않지만 전기로를 모사하여 고온의 배가스가 배출하여 배가스에 의한 스크랩 예열이 가능하도록 하였다. LPG 순산소 가스 버너로 최대 용량 90,000kcal, 최고 온도 1,600℃, 자동 산소 공급 배관을 사용하여 가열한다. Shaft는 산화방지를 위해 STS310S 철판으로 만들었으며, Shaft 크기는 830W × 830D × 1670H mm이며, 선방향으로 120ton 동국제강 ECOARC 전기로 Shaft의 1/6 사이즈 이다. Furnace는 컨트롤러를 사용하여 목표 온도까지 상승할 수 있다. 배가스 집진은 Blower에 의해 흡입되었고 Blower의 용량은 최대 5Nm3/h이며, 집진속도는 Damper 개도율에 의해 제어된다. Furnace는 고온의 가스를 닫거나 열수 있는 통로로 Shaft와 연결되어 있다. Shaft의 외부는 단열을 위한 세라믹 울, 세라믹 브릭의 단열재로 채워져 있다.
2.2. 실험 절차
Shaft내 투입할 스크랩은 전기로 제강에서 사용하는 스크랩 야드에서 샘플링하여 준비하였다. 본 실험에는 전기로 제강에서 주로 사용하는 경량스크랩(Light weight scrap), 중량스크랩(Heavy metal scrap), Shredder, 선반설(Turnings)의 4종류의 스크랩을 사용하였다. Fig. 2는 스크랩 예열에 사용되는 스크랩의 종류별 사진을 보여준다.

Table 1은 스크랩 종류, 배가스 집진율 등에 대한 실험 변수를 나타내었다. 스크랩의 4가지 종류에 대해 평균적인 사이즈를 표시하였으며, 선반설의 스크랩 크기는 두께 0.51mm, 길이 50mm, 폭 5mm, 경량스크랩은 0.98mm × 245mm × 100mm, Shredder 3mm × 95mm × 60mm, 중량스크랩은 25mm × 55mm × 53mm이다. 배가스의 집진속도는 최대 용량 기준 Blower 사용률로 50, 75, 100%를 사용하였다. 스크랩은 Shaft의 체적 기준으로 동일하게 장입하였으며 중량스크랩은 경량스크랩에 비해 Shaft내에 10배 이상의 무게가 장입되었다.
Table 1.
Experimental factors with scrap, dust collection rate
스크랩의 장입 밀도는 스크랩의 크기와 충진된 중량과 Shaft의 부피로부터 계산된다. Shaft내에 스크랩이 충진된 상태의 충진율은 선반설의 경우 98%이며 중량스크랩은 68%보다 높은 상태이다.
스크랩 예열 실험은 박스형 Furnace에서 고온의 가스를 Shaft로 흡입하여 실시한다. Furnace는 LPG & 산소 가스 버너에 의해 1000℃까지 가열되고, 그 동안 Furnace와 Shaft 사이의 연결 통로는 닫아놓았다. Furnace의 온도가 1000℃에 도달하면 연결통로를 열고 고온의 가스가 배가스 집진에 의해 Shaft로 이동하게 된다. Shaft 입구 및 배출구 온도는 K-type 열전대로 측정한다.
Shaft 상단에 스크랩과 함께 K-type metal shield wire 열전대를 삽입하여 Shaft 내부의 예열된 스크랩의 온도를 연속적으로 기록하였다. 열전대는 경량스크랩의 경우는 표면을, 중량스크랩의 경우는 스크랩내에 hole을 가공하여 중심에 고정하였다. 6개의 열전대는 Shaft 내의 깊이 별로 상부, 중부, 하부에 스크랩과 함께 배치되며 스크랩 예열온도는 이들의 평균값을 사용하였다. Shaft 외부의 철피온도는 Fig. 1과 같이 12개의 K-type 열전대로 측정하고 평균값을 사용하였다.
스크랩의 산화율은 광학현미경으로 스케일 두께를 측정하여 계산하였다. 스케일 두께는 3 ~ 5회 측정하여 평균하였으며, 스케일 두께를 스크랩 두께로 나누어 산화율로 계산하였다.
3. 실험결과
3.1. 스크랩 예열온도
스크랩 종류에 따라 Fig. 3의 그래프에 스크랩 예열온도 (a), Shaft 외부 철피온도 (b)를 나타내었다. Furnace 가스는 1000℃에서 Furnace와 Shaft의 사이의 연결통로를 열어 집진에 의해 shaft에 통과시켰으며, Furnce온도는 50분 후에 1400℃까지 상승하였다. 실험에서 Furnace 온도는 1400℃를 유지하였다. 스크랩 예열온도는 Furnace와 Shaft 사이의 연결통로를 여는 시점부터 기록하였다.
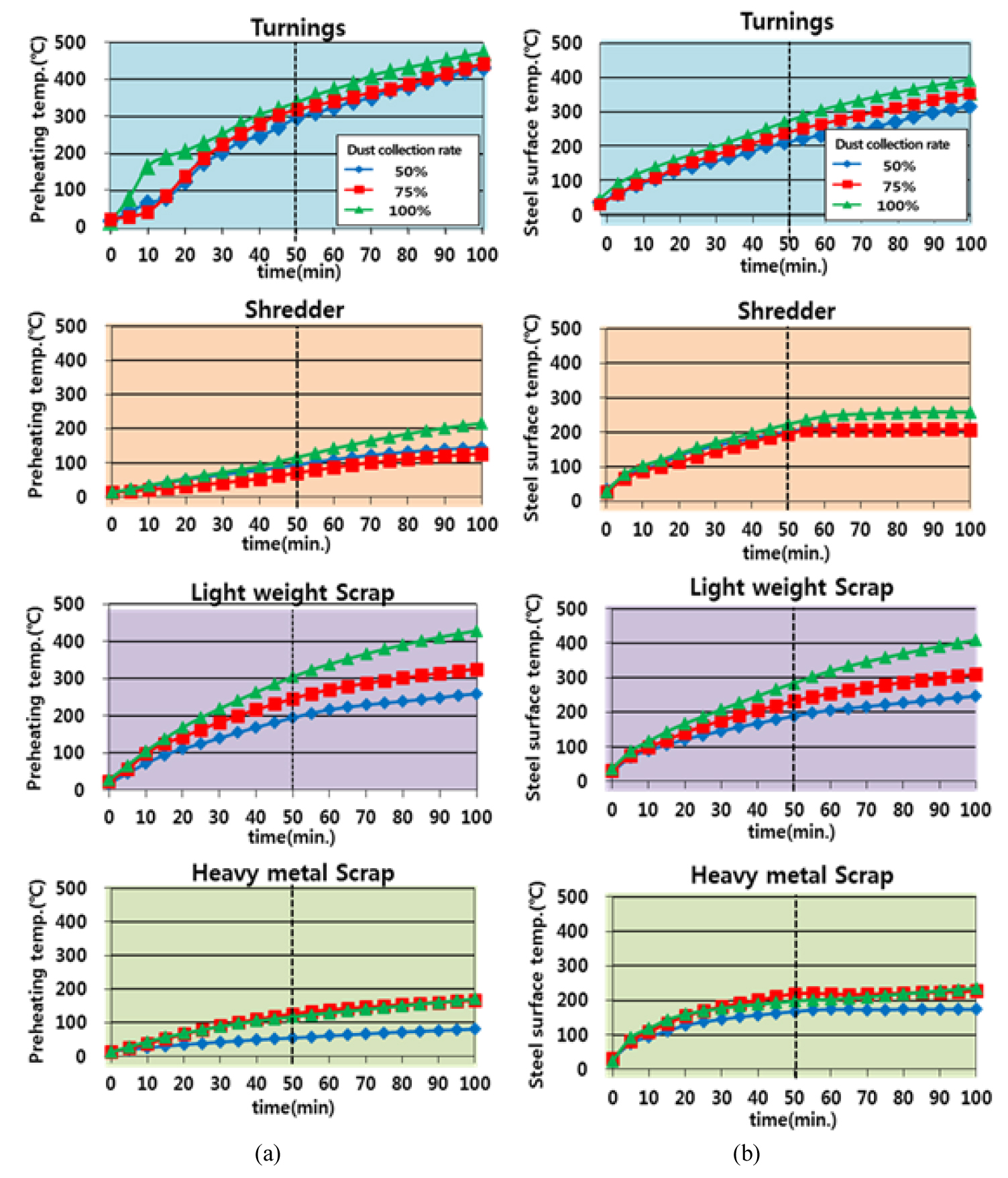
배가스 집진세기가 증가할수록 스크랩 예열 온도가 상승하며 스크랩 예열온도는 선반설 > 경량 스크랩 > Shredder > 중량스크랩 순서이었다.
Shaft내 일정 구간의 스크랩에 대한 열밸런스는 식 (1)로 나타낼 수 있다7).
여기에서 △t는 단위 시간, △Ts는 평균스크랩 온도차이, A는 스크랩의 유효한 표면적, hs는 스크랩의 열전달계수, μ는 스크랩의 밀도, Cs는 스크랩의 비열, Tg는 가스의 온도, Ts는 평균스크랩의 온도이다. 이식으로 알 수 있는 것은 스크랩의 표면적이 클수록, 가스의 온도가 높을수록, 스크랩의 밀도가 적을수록 단위시간에서 평균스크랩의 온도차이가 증가한다는 것이다.
Fig. 3에 나타낸 것과 같이 선반설의 경우 예열온도와 집진세기는 상관관계가 적고, 예열온도는 유지시간에 따라 증가한다. 선반설은 집진세기가 증가하면 스크랩 예열온도가 증가하는 경향을 보이나, 집진율 50%의 경우 75%와 큰 차이를 보이지 않아 실험결과에서 제외하였다. 선반설은 철강 제품 가공 중 발생한 칩 형태의 스크랩으로 오일을 함유하고 있고, 크기가 작아 표면적이 크기 때문에 산화되기 쉽다. Fig. 4는 예열 후 산화된 선반설과 sherdder를 보여 준다. 스크랩의 산화는 식 (2)에서 나타낸 것과 같은 철 스크랩의 산화발열에 의해 온도를 상승시킨다.

경량스크랩의 스크랩 예열온도는 배가스 집진세기에 따라 상승하는 경향이 있다. Table 1에서와 같이 경량스크랩의 공극률은 96.8%로 Shredder 85.6%나 중량스크랩 68.0%에 비해 높기 때문에 Shaft내 배가스 유동속도를 증가시키고 배가스 유동속도 증가에 따라 고온의 배가스를 빨리 공급하므로 시간에 따른 스크랩 예열온도가 증가된다고 생각된다. 한편 Shaft 외측 철피의 온도와 예열온도 사이에는 상관관계를 보인다. 따라서 스크랩 예열 온도는 Shaft 외측 철피의 온도로 예측할 수 있다고 판단된다. Fig. 3에서 (b)는 Shaft 외측 철피의 온도를 측정한 값을 스크랩 표면 온도로 예측하여 나타내었다.
Shaft 외측 철피의 온도를 측정한 결과 중량스크랩은 예열 온도 50분 이상에서 일정하게 온도가 측정되었고, 집진세기 50%에서 보다 75%와 100%에서 온도가 높았으며, 75%와 100%에서는 유사한 온도가 측정되었다. Shredder의 경우에는 집진세기 100%에서는 예열 온도 50분 이후 상승 정도가 감소하다가 70분 이후 온도가 유지되었고, 50%와 75%에 대해서는 예열 온도 50분 이후 일정한 온도가 유지되었다. 이러한 이유는 Shredder와 중량스크랩의 경우 Furnace 온도가 1,400°C에 도달할 때 스크랩의 밀도가 높고 무게가 크기 때문에 배가스의 열은 스크랩에 흡수되는 것으로 판단된다.
스크랩 예열 실험을 수행할 때 Furnace 온도는 1,400°C로 유지하였으며, Shaft의 입구 배가스 온도는 750 ~ 1,000°C, Shaft 출구 배가스 온도는 50 ~ 250°C를 나타내었다. 스크랩과 배가스 사이의 열 전달은 Shaft에서 수행된다. 철의 산화는 산화 반응열에 의해 스크랩의 온도를 증가시킨다. 선반설의 산화는 식 (2)와 같이 산화 발열 반응에 의해 스크랩의 온도를 증가시킨다8).
Table 1에 나타낸 바와 같이 선반설과 경량 스크랩의 경우는 공극률이 높기 때문에 Shaft내 배가스 유동속도도 증가하고 시간에 따른 배가스 온도도 증가함을 나타낸다고 판단된다. 중량스크랩의 경우, 배출구의 배가스 온도가 낮은데, 스크랩에 의해 열이 흡수되기 때문이다. Shredder 사용시 흡입 가스의 온도 저하는 예열 시간에 따른 Shredder 표면 코팅 층의 연소반응(Fig. 4 참조)과 발생 분진에 의한 흡입속도 저하 때문으로 생각된다.
Fig. 4는 스크랩 예열 실험이 끝난 후 선반설과 Shredder의 사진이다. 선반설은 산화가 많이 되고, Shredder는 국부적으로 화염발생하고 검은 연기 배출됨을 보였다.
3.2. 스크랩 예열온도와 산화율
스크랩 예열에 따른 산화율은 광학 현미경으로 집진세기 75%로 스크랩을 예열한 후 스케일 두께 측정한 결과의 샘플을 Fig. 5에 나타내었다. 광학현미경에서 여러 번 측정한 산화 두께의 평균값은 Shredder, 경량 스크랩, 중량 스크랩에 대해 9.4 ~ 11.0μm가 된다. 그러나 선반설의 산화 두께는 124μm로 다른 스크랩보다 10배나 높다.
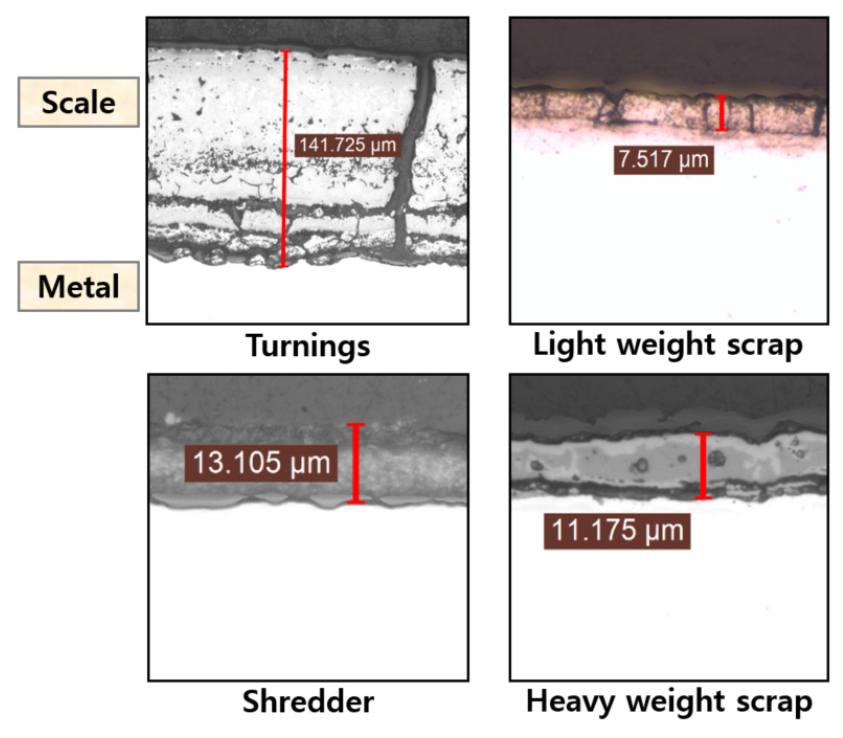
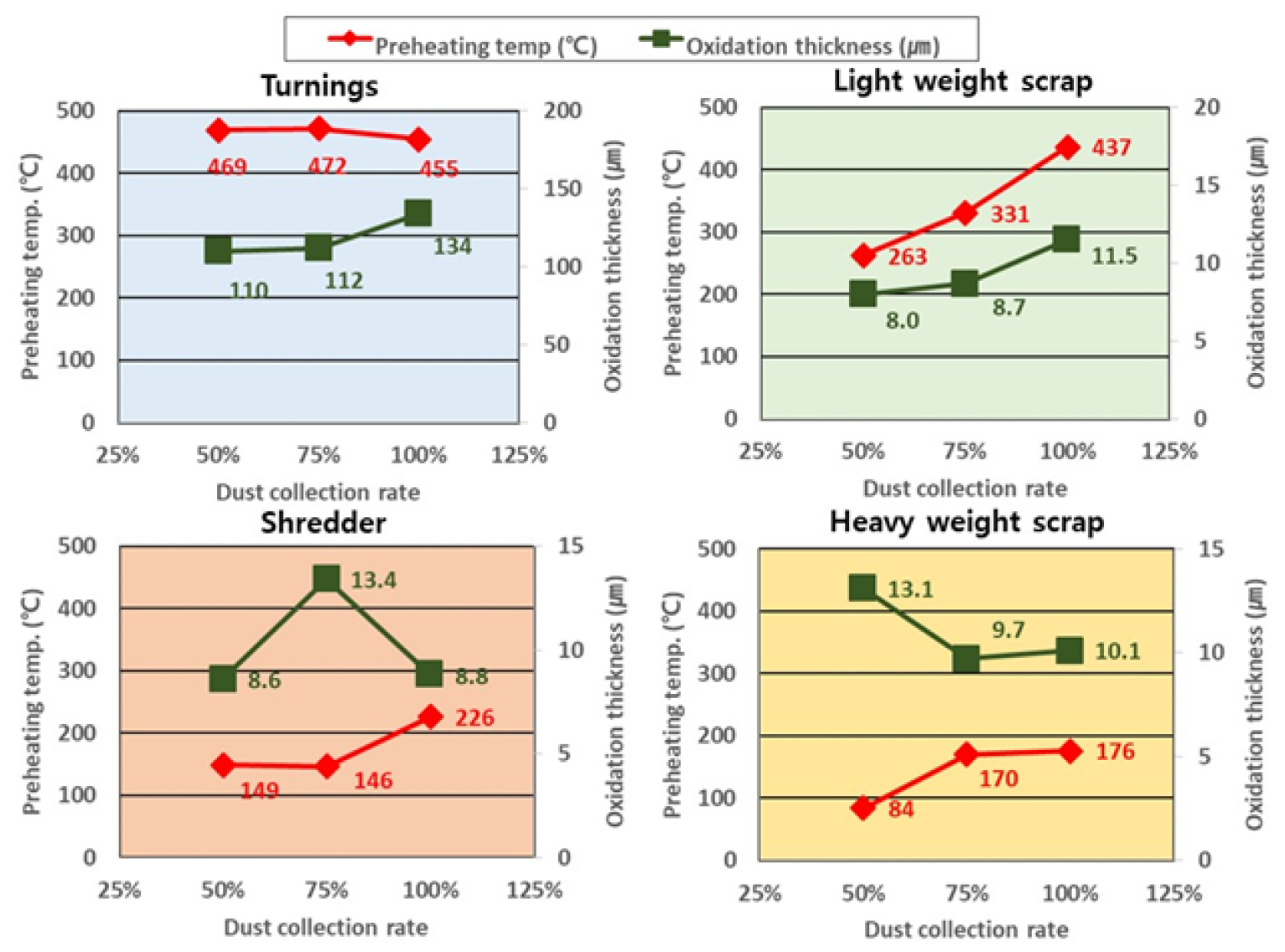
Fig. 6은 스크랩 종류별로 스크랩 예열온도와 산화두께에 따른 산화율을 비교한 그래프이다. 산화두께는 3가지의 집진세기에 대한 시편들의 평균값이며, 산화율은 스케일의 두께를 각각의 스크랩의 두께로 나누어 계산하였다. 스케일과 Metal의 밀도는 고려하지 않고 계산한 값이다.
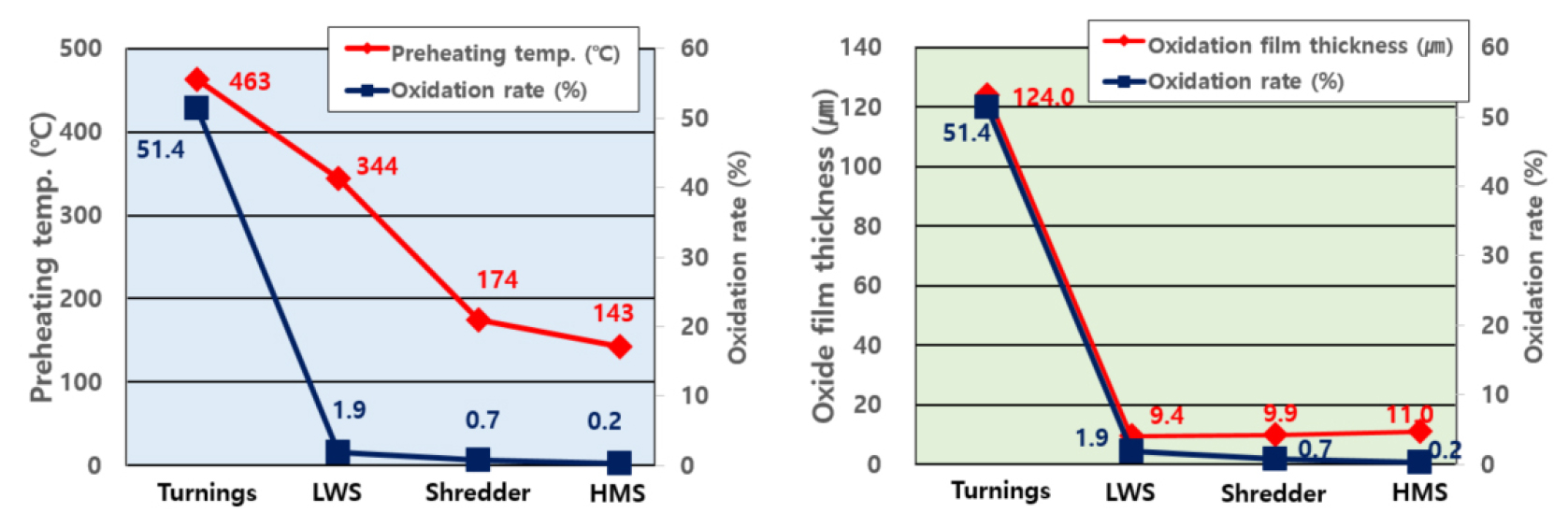
스크랩의 예열온도와 산화율은 선반설 > 경량스크랩 > Shredder > 중량스크랩의 순서로 경향이 유사하다. 산화두께의 경우 경량스크랩 보다 중량스크랩에서 높은 값을 보이는 이유는 경량스크랩은 중량스크랩에 비해 스크랩 두께가 얇아 상대적으로 표면적이 넓기 때문에 산화 두께는 비슷하지만 전체적인 산화율은 높아지게 된다. 따라서 스크랩 산화율은 반응 표면적에 비례하게 되어 중량스크랩의 경우 경량스크랩 대비 산화율이 낮은 것으로 판단된다.
Fig. 7은 스크랩의 예열온도와 산화 두께를 배가스 집진속도와 비교한 것이다. 경량 스크랩을 제외한 스크랩에서는 배가스 집진 비율이 스크랩 산화에 미치는 영향은 상대적으로 적다. 경량스크랩의 산화율은 집진속도에 따라 직선적으로 증가하였다. 이러한 이유는 선반설의 경우에는 칩 형태의 스크랩이기 때문에 반응 표면적이 다른 스크랩에 비해 가장 높다. 따라서 Fig. 3에서 스크랩 예열시간에 비례하여 온도가 증가하는 경향을 나타난다. 이 영향에 의해 배가스 집진속도에 의한 스크랩 예열온도와의 상관성이 낮으며, Shredder와 중량스크랩은 낮은 충진율로 인해 배가스 집진속도에 의한 스크랩 산화에 미치는 영향도는 상대적으로 낮은 결과를 보인다.
4. 결 론
본 연구는 철스크랩 종류와 집진세기에 따른 예열온도와 산화율을 조사하였다. 스크랩 예열 실험은 실제 동국제강 ECOARC 전기로를 선형적으로 1/6 축소된 Shaft 형태 전기로 실험장치를 제작하여 실시하였다. 그 결과 다음과 같은 결론을 얻었다.
1) 스크랩 예열온도는 선반설, 경량스크랩, Shredder, 중량스크랩 순으로 나타났다. 선반설과 경량스크랩의 경우는 스크랩의 두께가 얇고 Shaft 내 충진된 상태의 충진율이 비교적 높기 때문에 Shaft 내 배가스의 유동속도도 증가하고 시간에 따른 스크랩 예열온도가 증가함을 나타내었다.
2) 스크랩 예열온도는 집진세기의 증가와 함께 스크랩 예열온도가 증가함을 보였으며, Furnace에서 열원이 일정한 온도로 유지하게 공급된 상태에서 배가스의 유속이 증가함에 따라 열교환 속도가 증가함에 따른 것으로 판단된다.
3) 스크랩 종류에 따른 Shaft내 스크랩 예열온도와 Shaft 외부 철피온도는 유사한 온도 변화를 나타내기 때문에, Shaft 외부 철피온도로 스크랩 예열온도를 예측하는데 활용할 수 있다고 생각된다.
4) 선반설은 1시간 40분의 예열 실험시간 후 다른 스크랩에 비해 약 10배 정도의 산화율이 높은 것을 알 수 있으며, 실제 전기로에서 조업시 이를 고려한 카본과 산소 투입이 필요함을 알 수 있었다.
