

1. 서 론
2. 실험 방법
2.1. Froude Number에 의한 동적 유사성 비교
2.2. 실험 방법
2.3. 노즐 위치와 중심각 변화에 따른 내부 수조 하부 노즐 배열
3. 결과 및 고찰
3.1. 전기 전도도를 이용한 균일 혼합시간 측정
3.2. 노즐 위치 및 중심각의 영향에 의한 균일혼합시간 변화
3.3. 노즐 위치 및 중심각의 영향에 의한 균일혼합시간과의 관계식
4. 결 론
1. 서 론
제강 공정중 저취 교반(Bottom blowing)이 활용되는 공정은 BOF(Basic oxygen furnace)공정과 LF(Ladle furnace) 공정이 대표적으로 있으며, 최근 CO2 저감을 위해 대형화하고 있는 전기로(Electric arc furnace) 공정 등이 있다. 저취 교반 장치는 로(Furnace) 하부의 다공성 노즐(Porous Nozzle)을 통해 가스를 취입하여 용강의 교반을 생성한다. 저취 교반은 용강의 온도 및 화학적 조성 균질화, 개재물을 제거하는 중요한 공정 기술이며, 공정의 정련 속도를 개선할 수 있다. 교반력(Stirring energy)은 하부 노즐 설계와 가스 유량 등의 영향을 받으며, 공정의 정련 속도를 개선하기 위해서는 교반 조건 최적화가 필요하다. 많은 연구자가 교반 조건 최적화를 정의하기 위해 다양한 연구를 진행하고 있다. 이전 연구에 따르면 용강의 불투명도로 인해 유체의 흐름을 관찰할 수 없으므로 소규모의 수모델을 주로 사용하여 균일 혼합시간(perfect mixing time)을 측정하여 교반 조건 최적화를 조사하였으며, 균일혼합시간은 수모델 용기 내 데드존에서 최종 안정 농도에 농도 변화가 약 95% 도달했을 때 시간으로 정의하였다1). Table 1은 이전 연구 중 노즐이 2개 이상에서 노즐 분리 각도 및 반경 위치가 혼합시간을 줄이기 위한 최적의 조건을 조사하여서 정리하였다.
Table 1.
Summary of experimental conditions for water model in previous papers
| Year | Authors | Scale |
H (Height, mm) |
D (Diameter, mm) |
Gas type |
Q (Gas flow rate, l/min) |
dn (Nozzle diameter, mm) | N | θ° | r/R | Tracer |
Top layer |
Optimal conditions (N = 2) | |
| r/R | angle | |||||||||||||
| 1992 |
Joo and Guthrie1) | 1:3 | 78.7 | 86.4 | - | 10~40 | - | 1,2 |
0, 90, 135, 180 |
0, 0.3, 0.5, 0.67 | HCl | No | 0.5 | 180° |
| 1995 | Zhu et al.3) | 1:10 | 40 | 40 | Ar | 4~8 | 3 | 1,2,3,4 | 180 | 0, 0.5 | NaCl | No | 0.5 | 180° |
| 2001 |
Jauhiainen et al.4) |
110 ton | 2825 | 2659 | Ar | 400 | - | 2 | 0, 60, 180 | 0, 0.5, 0.75 | - | No | 0.5 | 60° |
| 2007 |
Chen et al.11) | 1:4 | 962 | 721 | Air |
3~ 13.67 | 2.5 | 2 |
15, 30, 45, 60, 90, 120, 135 |
0.5, 0.66, 0.75, 0.79 | NaCl | Mixedoil | 0.5 | 45° |
| 2009 |
Tang et al.5) | 1:4 | 787 | 735 | Ar |
7.3~ 8.7 | - | 2 |
45, 90, 135, 180 |
0.56, 0.6, 0.3 | KCl | No | 0.333 | 135° |
| 2010 |
Geng et al.6) | - | 3700 | 3600 | - |
200~ 500 | - | 2 |
90, 120, 150, 180 |
0.25, 0.33, 0.5, 0.75, 0.80 | - | No | 0.75 | 180° |
| 2013 |
Conejo and Kitamura1) | 1:18 | 155 | 194 | Air |
0.1~ 1.8 | 3.68 | 1,2 |
60, 120, 180 | 0, 0.5, 0.67 | KCl | Hexane | 0.67 | 180° |
| 2014 |
Villeda et al.8) | 1:6 | 410 | 537 | Air | 7~37 | 8 | 1,2,3 | 120, 180 |
0, 0.3, 0.5, 0.67, 0.8 | NaOH |
Engine Oil | 0.5 | 180° |
| 2018 |
Bernal et al.9) | 1:7 | 371 | 456 | Ar |
2.45~ 4.9 | 3.2 | 1, 2 | 60 |
0.3, 0.67, 0.75 | KCl | No | 0.75 | 60° |
| 2018 |
Gómez et al.10) | 1:8 | 391 | 335 | Air | 0.5~6 | 3 | 2 |
60, 120, 180 |
0.3, 0.5, 0.67 | KCl |
Engine Oil | 0.67 | 60° |
1992년 Joo와 Guthrie는 100t Ladle furnace를 1:3 크기로 축소한 수모델을 사용하였다2). 노즐 반경 위치(r/R)를 0, 0.3, 0.5, 0.67로 변화하며, 노즐 분리 각도가 45°, 90°, 135°, 180°일 때 미치는 영향을 보고하였다. 노즐 반경 위치에서 “r”은 노즐의 위치하는 반지름을 의미하며, “R”은 수모델 전체 내부 반지름을 의미한다. 노즐 반경 위치(r/R)가 0.5일 경우, 분리 각도 180°에서 균일 혼합시간이 가장 짧게 나타났다. r/R이 중심에서 멀어질수록 유체 운동의 운동량이 증가하지만, 벽에 가까우면 Wall effect로 인해 전로 내화물의 침식 가능성이 증가하므로 r/R = 0.5가 가장 최적의 위치라고 보고하였다. Zhu 등은 350톤급의 로를 1/10 스케일로 축소한 수모델을 사용하였다3). 노즐은 1개부터 4개까지 구성하였으며 노즐 반경 위치(r/R)를 0.5로 고정하였을 때, 노즐 분리 각도 90°와 180°가 미치는 영향을 보고하였다. 노즐이 2개일 때, 노즐 분리 각도가 180°에서 균일 혼합시간이 가장 짧게 나타났다.
2000년대에 들어와서 실 공정에 가까운 크기의 수모델 연구가 진행되었다. 2001년에 Jauhiainen 등은 150톤급 로의 1/4 크기로 축소한 수모델 결과를 발표하였다4). 4개의 다른 노즐 반경 위치에서 여러 노즐 분리 각도로 변경하였을 때 미치는 영향을 보고하였다. 노즐 반경 위치(r/R)를 0.5로 고정하였을 때, 노즐 분리 각도 45°에서 균일 혼합시간이 가장 단축되었다. 이를 실제 공정의 하부 노즐 구성과 비교하였을 때 약 30%의 균일 혼합시간이 단축되었다고 보고하였다. 또한, Tang 등은 150톤급을 1/4로 축소한 수모델을 사용하였다5). 이중 노즐을 사용하여 노즐 반경 위치, 노즐 분리 각도, 가스 유량이 미치는 영향을 보고하였다. 노즐 반경 위치(r/R)가 0.333일 때, 노즐 분리 각도가 135°에서 균일 혼합시간이 가장 짧게 나타났다. 가스 유량이 증가하면 교반 에너지가 증가하고 균일 혼합시간이 더 단축되었다. 그러나 가스 유량이 특정 임계값을 초과하면 교반 에너지는 증가하더라도 균일 혼합시간은 단축되지 않고 증가한다고 보고하였다.
2010년대 이후로 Geng 등은 이중 노즐과 가스 유량이 혼합시간에 미치는 영향을 조사하기 위해 수학적 모델을 발표하였다6). 균일 혼합시간(τmix, sec)에 대한 노즐 반경 위치(L/R, -)와 분리 각도(θ, radian)의 효과는 상호작용을 해야 하며, 식 (1)과 같이 혼합시간에 대한 상관관계를 보고하였다.
식 (1)에서 는 가스 유량(l/min)을 나타낸다.
A.N.Conejo 등은 210톤 로의 1/18 크기로 축소한 수모델의 실험 결과와 수학적 모델을 비교 발표하였다7). 슬래그 층의 두께, 하부 노즐 위치, 가스 유량 등의 변화에 따른 균일 혼합시간에 미치는 영향을 보고하였다. 두 개의 노즐일 경우 노즐 분리 각도 180°, 노즐 반경 위치(r/R)는 0.5, 저유량일 때 균일 혼합시간이 가장 짧게 나타났다. 또한, 슬래그 층의 두께가 증가함에 따라 균일 혼합시간과 교반 에너지, 가스 유량의 사이 관계에 영향을 미친다고 보고하였다. Villeda 등은 140톤 로의 1/6 크기로 축소한 수모델의 결과를 발표하였다8). 가스 유량, 노즐 수 및 노즐 반경 위치에 따른 상부 슬래그 층이 혼합시간에 미치는 영향을 보고하였다. 노즐 수와 슬래그 층을 줄이고 가스 유량 및 노즐 반경 위치를 증가시키면 균일 혼합시간이 감소한다고 보고하였다.
2018년에는 Berna 등은 135톤급 로의 1/7 크기로 축소한 수모델을 활용하여 PIV(Particle Image Velocimetry) 법에 측정한 결과와 착색제를 사용하여 유동 흐름을 관찰하였고, 노즐 구성과 가스 흐름이 균일 혼합시간에 미치는 영향을 보고하였다9). 균일 혼합시간을 단축하기 위해 가스 유량을 증가시킬 필요가 없으며, 과도한 가스 흐름은 재산화 및 내화물 수명 단축과 같은 공정에 좋지 않은 영향을 미친다고 보고하였다. 또한, Gomez 등은 120톤 로의 1/8 크기로 축소한 수모델 실험을 진행했다10). 노즐이 2개일 때, 노즐 분리 각도, 노즐 반경 위치와 상부 슬래그 층이 균일 혼합시간에 미치는 영향을 보고하였다. 슬래그 층이 없을 때, 노즐 분리 각도 60°, 노즐 반경 위치(r/R)은 0.67, 고유량일 때 균일 혼합시간이 가장 단축된다고 보고하였다.
위에서 언급하였듯이, 기존의 수모델 관련 실험 조건 및 최적화 조건을 Table 1에 정리하였으며, 균일 혼합시간 변화에 주요 영향 인자로 노즐의 반경 위치, 노즐 간의 분리 각도, 가스 유량으로 보고하였다. 이중 노즐 분리 각도의 경우, 수모델 크기에 따라 다소 차이가 있으나 분리 각도가 커질수록, 노즐 반경 위치(r/R)가 0.5~0.67일 때 균일 혼합시간이 단축되는 것을 알 수 있다. 한편, 수모델의 중심을 기준으로 동일한 노즐의 반경 위치에서 각도가 변경되는 노즐 반경 각도에 대한 영향은 전혀 보고된 바가 없었다. 본 연구에서는 저취 교반 조건 최적화를 정의하기 위해 조업 조건을 기준으로 수모델을 설계 및 구축한 후, 균일 혼합시간에 미치는 노즐의 위치 및 반경 각도, 물 높이, 가스 유량의 영향을 조사하였다. 또한, 본 연구를 통해 고온 공정 설계에 있어서 필요한 교반 방법의 한가지인 가스 취입 기술 및 교반 에너지 계산에 필요한 기초 지식을 제공함을 목표로 한다.
2. 실험 방법
2.1. Froude Number에 의한 동적 유사성 비교
본 실험은 350톤급 BOF(Basic Oxygen Furnace)내 교반 현상을 모사하기 위해 실 조업 설계 구조를 1/20 크기로 축소하여 수모델을 설계하였다. Table 2는 실제 조업 조건과 수모델의 실험 조건을 비교한다.
Table 2.
Comparison of conditions for industrial scale and water model
Table 2와 같이 실제 조업 조건과 수모델의 조건이 다르므로 Froude number를 통해 동적 유사성을 검토할 필요가 있다. 수모델의 직경은 0.25 m, 물 높이는 0.12 m로 계산하였다. 수모델에서 필요한 가스 유량은 아래의 식들을 통해 수모델과 실제 조업 조건의 Modified Froude number(Fr′)를 이용하여 동적 유사성을 계산하였다5,11).
식 (2)는 수모델과 실제 조업 조건의 동적 유사성 확인을 위한 식이다. 여기서 m과 fs는 각각 수모델과 실제 조업 조건을 의미한다.
식 (3)은 식 (2)에서 양변의 Froude number를 나타내며, 와 은 각각 가스와 액체의 밀도(kg/m3), u는 유속(m/sec), 는 중력가속도(m/sec2), H는 유체의 높이(m)를 의미한다.
식 (4)는 유속을 나타내며, Q는 가스 유량(Nl/min), d는 노즐의 직경(m)을 의미한다.
식 (2)~(4)를 이용하여 식 (5)로 도출하여, 수모델의 유량을 도출하였다. Table 2의 조건과 식 (5)를 활용하여 조업 조건에 해당하는 유량에 대응하는 수모델의 가스 유량을 계산하였으며, Table 3과 같이 수모델은 실제 공정의 조건과 동적으로 유사함을 확인하였다.
Table 3.
Comparison of velocity and ‘Fr’ between industrial scale and water model
| Gas flow rates | Velocities (m/s) | Froude Numbers | |||
|
Full scale (Nm3/hr) |
Model (L/min) | Full scale | Model | Full scale | Model |
| 600 | 0.071 | 9 | 0.750 | 0.00084 | 0.00084 |
| 2100 | 0.247 | 33 | 2.624 | 0.01026 | 0.01026 |
2.2. 실험 방법
본 연구에서 균일 혼합시간 측정 실험을 위한 전기 전도도 센서의 개수 및 위치를 결정하기 위해 착색제를 활용한 실험을 Fig. 1과 같이 진행하였다.
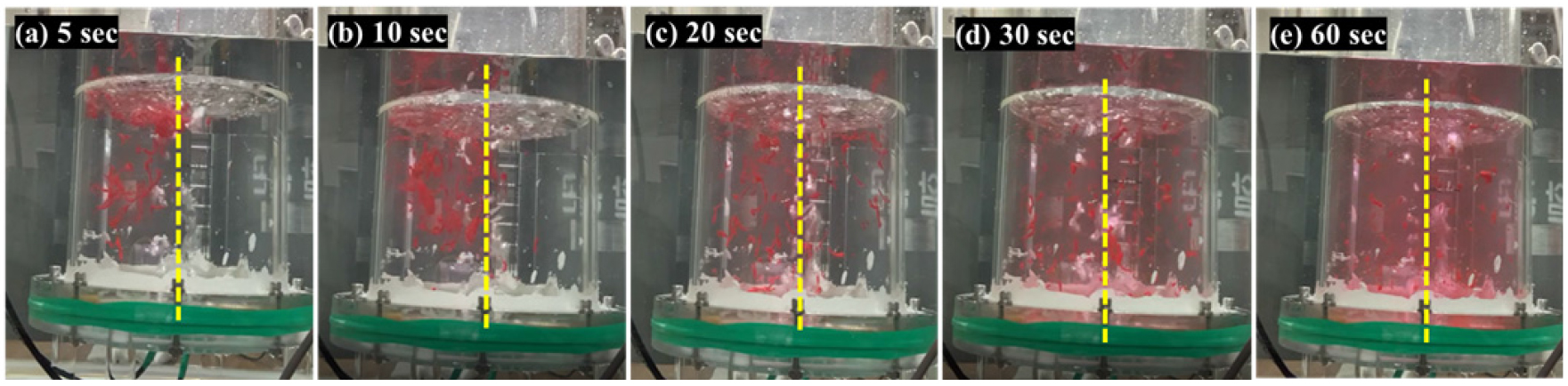
Fig. 1은 착색제 투입 후 변화하는 시간 변화에 따른 유체의 흐름을 보여준다. 착색제는 중앙선을 기준으로, 좌우로 동일하게 확산하는 것이 아닌 10초에 착색제가 좌측으로 확산이 되다가 20초 이후부터는 전체적으로 확산하였다. 따라서, 상승하는 버블과 함께 Vessel 내 유동이 대칭적으로 일어나지 않으며, 정확한 균일 혼합시간 측정을 위해서는 전기 전도도 센서 2개를 서로 대칭되도록 설치할 필요가 있다고 판단하였다. Fig. 2는 수모델의 단면도에서 전기 전도도 센서 위치와 추적자 주입 위치를 나타낸다. 추적자로 KCl 포화 수용액 3 mL를 주입하였으며, 상부 중앙의 물 표면에서 약 10 mm 정도 떨어진 일정한 위치에 주입하였다. KCl 포화수용액은 초순수 200 ml에 KCl(99%, JUNSEI)시약을 용해되지 않을 때까지 투입하여 준비하였다. 전기 전도도 센서는 CD-4307SD(Lutron)을 사용하였으며, 전기 전도도 센서의 위치는 균일 혼합시간 측정에 영향을 주기 때문에 Dead Zone에 정확히 위치해야 한다. 여기서 Dead zone은 유동이 가장 적은 바닥과 벽에 가깝고, 노즐의 위치와 가장 먼 위치를 말한다1). 전기 전도도 센서를 벽에서 10 mm, 바닥에서 10 mm 떨어진 지점에 위치하도록 고정 및 설치하였다. Table 4는 본 연구에 사용한 실험 조건을 나타내며, 노즐의 위치(r/R), Nozzle radial angle(°), 물 높이(H), 가스 유량을 변수로 균일 혼합시간을 측정하였다.
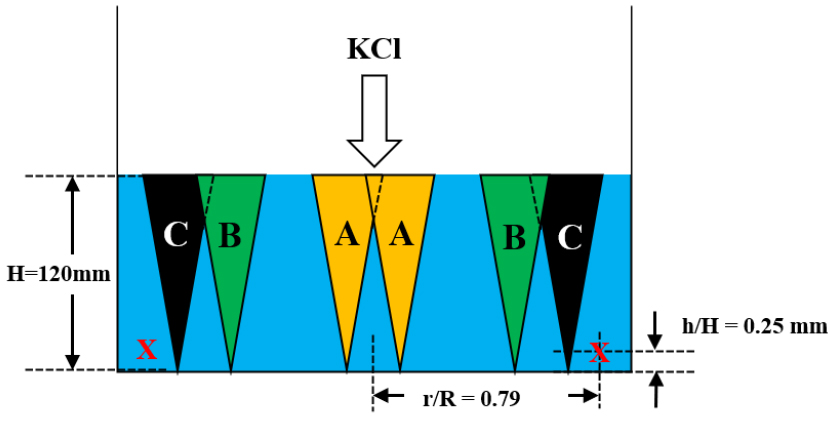
Table 4.
Experimental conditions
| Parameter | Symbol | Value |
| Number of nozzles | N | 2 |
| Radial position | r/R | 0.15, 0.55, 0.7 |
| Separation angle (°) | θ | 90, 60, 30 |
| Water height (m) | H | 0.12 |
| Total gas flow rate (ml/min) | Q | 100, 200, 400, 600 |
Fig. 3은 수모델의 전체적인 모식도이다. 내부 수조는 Table 2와 같이 직경이 0.25 m이며 높이는 0.8 m 정도이다. 외부 수조(1 m×1 m×1 m)에 위치하여 동일한 물 높이가 되도록 실험을 진행하였다. 노즐 패턴 및 가스 유량 변화에 따른 균일 혼합시간 측정 실험은 다음과 같이 진행하였다. 먼저, 내부 수조(Inner vessel)에 목표로 하는 높이를 채우고, 가스를 주입하는 동안 내부 수조가 흔들리지 않도록 외부 수조(Out vessel)에도 동일한 높이로 물을 채웠다. 가스 주입 전, 두 개의 전기 전도도 센서(CD-4307SD, Lutron)를 Dead zone에 설치하여 움직임이 없도록 고정한 후, 내부 수조 하부의 노즐을 통해 목표로 하는 아르곤 가스를 주입하였다. 가스 유량은 아르곤 가스 전용 Mass Flow Controller(MR-5000 Flow & Pressure Controller, MJ Technics)로 제어하였다. 약 10분 동안 가스 주입 후 유동이 안정화되었다고 판단한 후, 추적자 KCl 포화수용액을 3 mL를 주입하여 전기 음성도가 95%를 기준으로 균일 혼합시간을 측정하였다. 실험의 정확도를 위해 동일한 조건에서 균일 혼합시간 측정을 5~10회 정도 반복하였다.

2.3. 노즐 위치와 중심각 변화에 따른 내부 수조 하부 노즐 배열
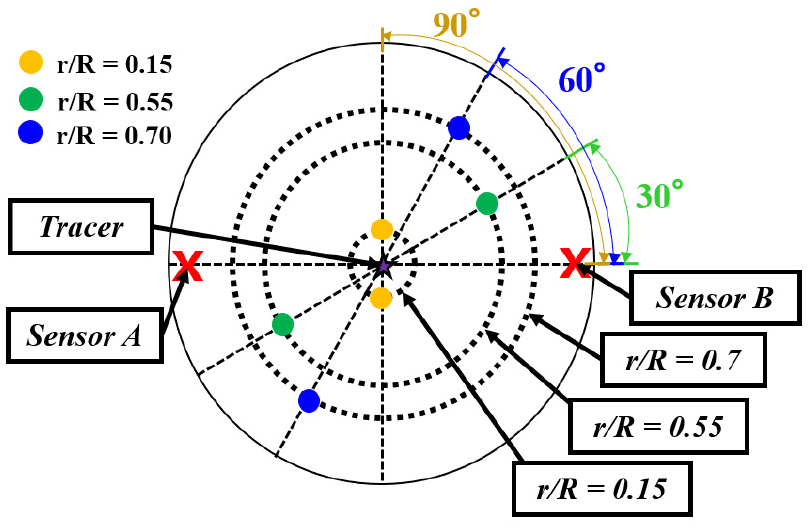
Fig. 4는 수모델의 하부 노즐 구성이다. 전기 전도도 센서는 2개의 센서 A와 B가 서로 대칭이 되도록 하였으며, 벽에서 10 mm, 바닥에서 10 mm 띄운 곳에 설치하였다. 하부 노즐 개수는 각 실험 조건에서 총 2개의 노즐을 사용하였으며, 서로 대칭이 되도록 설치하였다. 노즐 반경 위치(r/R)는 수모델 하부 중심에서부터 0.15, 0.55, 0.7로 고정하였으며, R과 r은 각각 수모델의 내부 반지름과 노즐의 위치 반지름을 의미한다. 노즐 중심각(Nozzle radial angle)은 전기 전도도 센서를 기준으로 30°, 60°, 90°의 균일 혼합시간의 변화를 조사하였다.
3. 결과 및 고찰
3.1. 전기 전도도를 이용한 균일 혼합시간 측정
본 연구에서는 전기 전도도 센서 2개를 서로 대칭되도록 설치하였으며, KCl 포화수용액 3 mL를 넣고 전기 전도도 센서로 균일 혼합시간을 측정하였다. Fig. 5는 이중 노즐 조건이 노즐 반경 위치 및 중심각이 각각 0.15 및 90°일 때, 시간에 따른 혼합비의 측정값과 평균값의 변화를 나타내며, 혼합비는 전기 전도도의 변화를 측정하여 도출하였다.
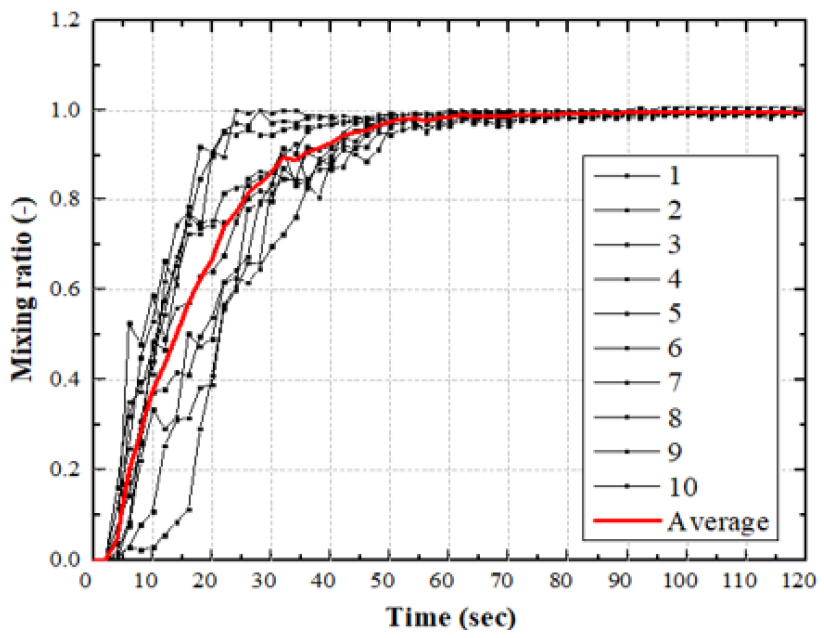
Mazumdar 등의 보고12)에 따르면, 다음과 같이 균일 혼합시간을 정의하였다. 초기 전도도는 실온에서 순수한 물의 전도도와 동일하지만, 추적자 KCl 포화수용액을 주입한 후부터 전기 전도도는 시간이 지날수록 점차 증가하다가 어느 순간 일정해지며 정상 상태의 값에 도달한다고 보고하였다. 이때 혼합비가 95%에 도달하는 시점을 균일 혼합시간으로 정의하였다. Fig. 5처럼 동일한 조건에서 전기 전도도의 측정 실험을 약 10회 정도 반복하여 시간 변화에 따른 혼합비의 변화를 측정하고 평균값을 도출하였다. Fig. 6의 (A)와 (B)는 노즐 반경 위치 및 반경 각도가 0.15 및 30°일 때, 센서 A와 B에서 동시에 측정한 혼합비 변화의 평균값에 대한 가스 유량의 영향을 각각 보여준다. Table 5는 Fig. 6에서 얻어진 균일 혼합시간을 센서 A와 B에서 비교하였다. 센서 A와 B는 대칭된 위치에서 동시에 측정을 진행하였음에도 불구하고, 가스 주입에 의한 내부 회전 유동으로 각 센서에서 얻어지는 균일 혼합시간이 차이가 발생한다. 따라서, 전체 수조 내의 균일 혼합시간은 센서 A와 B에 얻어진 균일 혼합시간을 평균값으로 도출하였다.

Table 5.
Comparison of perfect mixing time obtained at probe positions of A and B in Fig. 6
Total gas flow rate (ml/min) Perfect mixing time at probe sensor | 100 | 200 | 400 | 600 |
| A | 56 sec | 44 sec | 36 sec | 30 sec |
| B | 56 sec | 36 sec | 36 sec | 36 sec |
3.2. 노즐 위치 및 중심각의 영향에 의한 균일혼합시간 변화
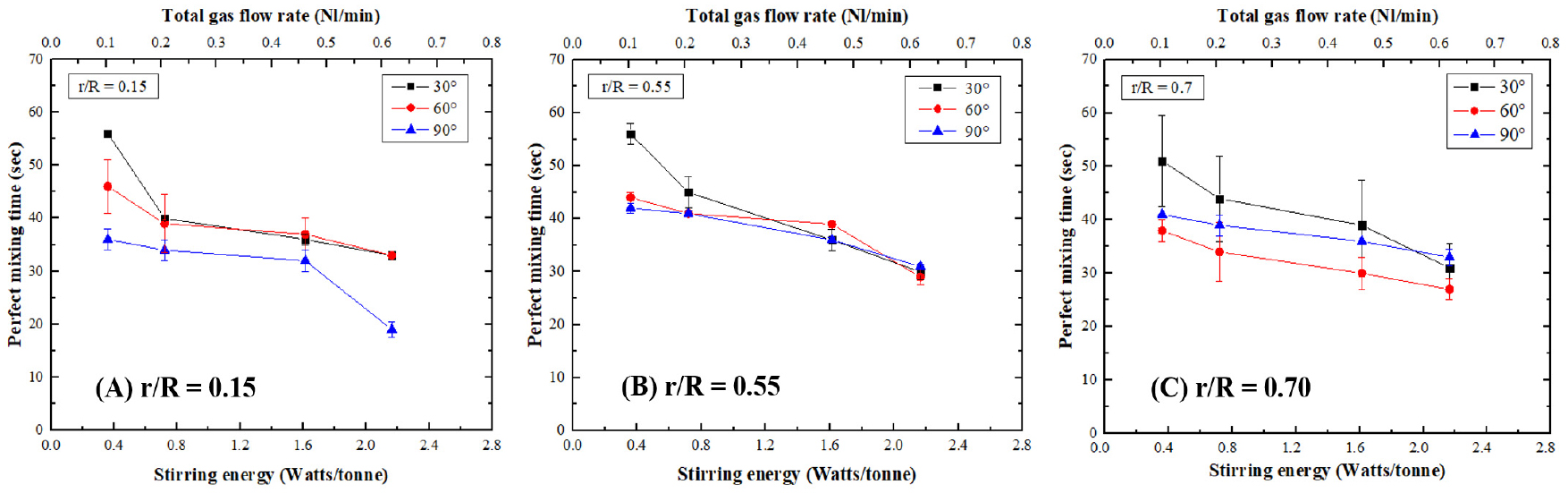
본 연구에서는 일정한 물높이는 120 mm에서 진행했다. Fig. 7의 (A), (B), (C)는 각각 노즐 반경 위치가 0.15, 0.55, 0,7일 때, 교반 에너지와 가스 유량에 따른 균일 혼합시간을 일정 중심각(Nozzle radial angle)에서 정리한 결과이다. 총 가스 유량은 0.100 ~ 0.600 l/min으로 변경하였다. 교반 에너지는 식 (6)으로 계산하였다13).
식 (6)에서 은 교반 에너지(Watts/ton), W는 물의 무게(ton), Q는 가스 유량(Nm3/min), T는 액체 온도(K), 은 액체의 밀도(kg/m3), 는 중력가속도(m/sec2), Hm은 물의 높이(m), P는 대기압(Kg/ms2)을 의미한다.
노즐 위치와 관계없이 가스 유량이 증가하면 균일 혼합시간이 단축되었으며, 중심각이 30°일 때가 균일 혼합시간이 느린 것으로 판단된다. Fig. 7의 (A)는 두 개의 노즐이 중심에 가까이 위치한 경우이며, 저유량(0.1 l/min)에서 중심각이 90°일 때 균일 혼합시간이 36초로 가장 짧게 측정되었으며, 30°에서는 56초로 가장 길게 측정되었다. 가스 유량이 높은 0.6 l/min 조건에서도 90°에서 균일 혼합시간이 19초로 가장 짧게 측정되었으며, 30°에서 균일 혼합시간이 33초로 가장 길게 측정되었다. Fig. 7의 (B)에서는 노즐 반경 위치가 0.55일 때, 교반 에너지와 가스 유량에 따른 균일 혼합시간 측정 결과이다. 가스 유량의 증가에 따라 균일 혼합시간이 단축되는 결과는 동일하나, 노즐 반경 위치가 0.15일 때와 비교하여, 중심각의 영향에 따른 균일 혼합시간의 변화는 크지 않았다. Fig. 7의 (C)는 노즐 반경 위치가 0.7일 때, 교반 에너지와 가스 유량에 따른 균일 혼합시간 측정 결과이다. 중심각이 30°일 때 균일 혼합시간이 가장 늦어졌고, 60°에서 단축되는 결과를 얻었다. 반면에 중심각이 90°일 때는 균일 혼합시간이 60°에서의 결과보다 단축되지 않는 결과를 얻었다. 본 연구에서 수모델의 크기가 비교적 적은 영향이 있어서 각도에 대한 영향이 뚜렷이 나오지 않는 조건이 측정되었으나, Fig. 4와 같이 전기 전도도 센서 위치에서 노즐이 가까운 중심각이 30°의 조건에서 균일 혼합시간이 단축되지 않는다고 판단된다. 또한, 노즐 위치가 0.70일 때는 내부 수조의 스케일을 변화시킨 실험이 필요하다고 판단되나, 본 실험 결과에서는 중심각이 60°에서 균일 혼합시간이 가장 단축되며, 노즐 위치가 0.15일 때는 중심각이 90°일 때가 단축되는 것으로 판단된다. 따라서, 노즐이 2개 이상일 경우는 노즐 위치가 0.15와 0.7일 때 각각 노즐 중심각의 위치를 최적화하는 참고할 수 있는 결과로써 판단된다.
3.3. 노즐 위치 및 중심각의 영향에 의한 균일혼합시간과의 관계식
일반적으로 저취 교반에서 균일 혼합시간을 교반 에너지를 기반으로 하여 용기의 형상 변수, 노즐의 개수 등과 같은 변수 간의 관계를 식으로 나타낼 수 있다. 본 장에서는 기존에 보고된 균일혼합 시간에 대한 관계식들을 정리하고, 본 연구에서 얻어진 결과들을 통해 관계식을 도출하였다.
Haida 등 과 Ying 등 은 상부 슬래그 층 유무에 대한 혼합시간을 비교하여 관계식을 도출하였다14,15). 식 (7)은 상부 슬래그 층이 없는 혼합시간, 식 (8)은 상부 슬래그 층이 있는 혼합시간을 나타내며, 슬래그 층은 혼합시간을 증가시킨다고 보고하였다.
여기서 τm은 혼합시간(sec), 은 교반 에너지(Watts/tonne)을 의미한다.
D. Mazumdar와 R.I.L. Ghthire는 균일 혼합시간에 교반 에너지뿐만 아니라 래들(Ladle)의 형상도 관련이 있다고 보고하였다16). 식 (9)와 같이 혼합식 도출을 위해 래들(Ladle)의 내부반경(R, m)과 액체 높이(H, m)를 포함하는 교반 에너지의 관계식을 보고하였다.
M. Zhu와 T. Inomoto는 균일 혼합시간에 노즐의 수도 관련있다고 보고하였다3). 식 (10)과 같이 교반 에너지와 노즐의 개수를 변수로하는 관계식을 보고하였다.
M.R. Argaez는 노즐의 수와 래들의 형상 지수가 균일 혼합시간에 관련이 있다고 보고하였으며, 교반 에너지를 대신하여, 가스 취입량과 액체의 무게를 사용하여 관계식을 식 (11)과 같이 도출하였다17).
식 (11)에서 W는 물의 무게(kg), Q는 가스 유량(L/sec), N은 노즐의 수, r/R은 노즐 반경 위치, H/D는 액체 높이에 대한 내부 직경의 비를 의미한다.
한편, 기존에 보고된 상기 식들로부터 노즐 중심각 변화를 포함한 관계식은 보고되지 않았다. 본 연구에서는 균일 혼합시간 예측 관계식에 필요한 변수를 노즐 반경 위치(r/R), 노즐 중심각(R.A), 가스 유량(Q), 물의 무게(kg)로 고려하였으며, 노즐 중심각 변화를 포함한 관계식을 도출하기 위해 실험 조건 및 결과를 바탕으로 회귀 분석을 진행하였다. 식 (12)는 물 높이, 노즐 반경 위치, 노즐 반경 각도, 가스 유량, 교반 에너지를 사용하여 도출한 혼합식이다.
식 (12)에서 노즐 중심각 변화의 무차원수를 구하기 위해 노즐 두 개의 분리각(Separation angle, S.A.)를 180°로 하여 도입하였다. Fig. 8은 실험을 통해 측정한 균일 혼합시간과 식 (12)로 계산한 혼합시간을 비교하였다. 식 (12)로 계산한 값이 측정값에 대하여 대략 ±10%의 오차에 가까운 것으로 판단되며, 식 (12)로 계산된 값을 Fig. 9에 측정값과 비교하였다.

Fig. 8
Comparison of measured perfect mixing time with calculated perfect mixing time using Eq. (12).
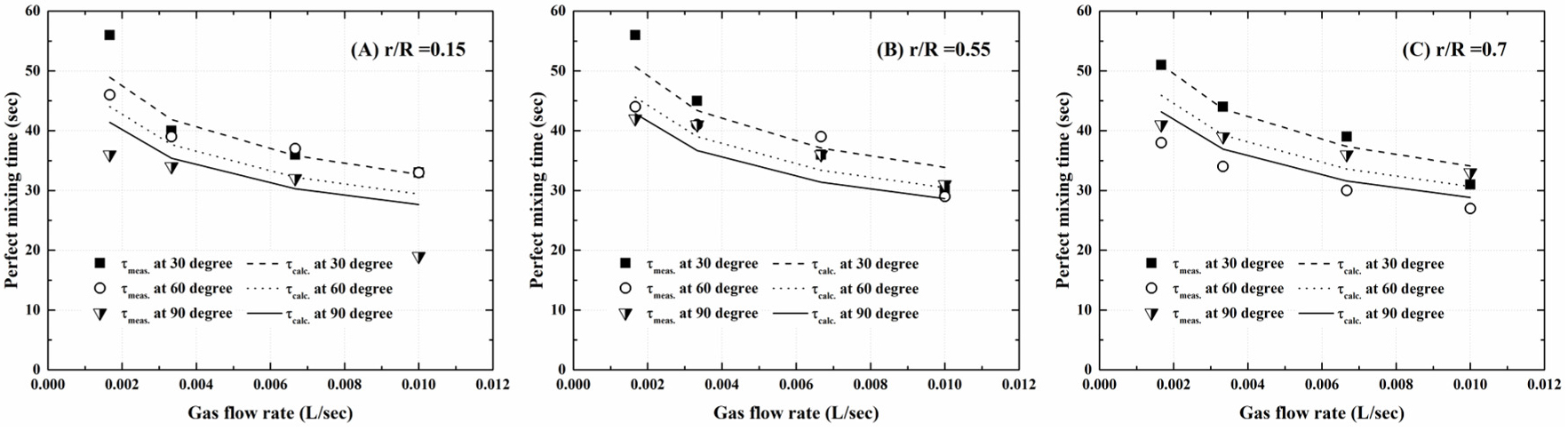
Fig. 9의 (A)와 (B)에서 낮은 유량일 경우, 균일 혼합시간의 측정값과 비교하여 계산값과 비교하여 약 10초 정도 벗어나는 결과가 관찰된다. 또한, 60°와 90°에서 균일 혼합시간의 계산값이 거의 유사하였다. 향후 BOF 및 LF 공정에서 균일 혼합시간을 단축할 수 있는 다중 노즐의 패턴을 최적화하기 위해서 실크기에 가까운 수모델 및 2개 노즐 이상의 실험 결과를 보고할 예정이다. 추가적으로 실리콘 오일을 활용하여 슬래그 층의 영향을 도출할 예정이다.
4. 결 론
본 연구에서는 1/20 스케일의 수모델을 사용하여 균일 혼합시간에 대한 노즐의 반경 위치 및 중심각 변화와 가스 유량이 미치는 영향을 조사하였다. 다음과 같은 결론을 얻었다.
1) 물 높이가 120mm일 때, 노즐 반경 위치(r/R)가 0.15인 경우, 가스 유량과 상관없이 90°일 때 균일 혼합시간이 단축되었으며, 노즐 반경 위치(r/R)가 0.55일 때, 0.15와 다르게 균일 혼합시간이 명확하게 가장 단축되는 radial angle이 없었다. 노즐 반경 위치(r/R)가 0.7은 60°일 때 균일 혼합시간이 가장 단축되었다.
2) 본 연구에서 혼합 조건을 이용하여 아래의 식을 통해 혼합시간의 예측값을 계산하였고, 실험을 통해 측정한 균일 혼합시간과 유사한 경향을 도출하였다.
