

1. 서 론
2050 탄소중립녹색성장위원회(현 국가기후위기대응위원회)는1) ‘기후위기 대응을 위한 탄소중립 및 녹색성장 기본법’에2) 근거하여 설립되었으며, 2023년 4월에 ‘탄소중립·녹색성장 국가전략 및 제1차 국가 기본계획’을 발표했다. 이 계획 중 수송분야는 2018년 98.1백만톤CO2e에서 2030년 61.0백만톤CO2e까지 탄소 배출량 감축 목표를 설정하였고, 이를 위해 2030년까지 전기차와 수소차 450만대를 보급하고, 전기차와 수소 충전소를 각각 123만기 이상과 660기를 구축을 목표로 설정하였다3).
SNE리서치는 전기차 수요가 2020년 197 GWh에서 2030년 4,028 GWh까지 20배 이상 성장하는 것으로 예상하였고3), 정부는 2019년 ‘미래차 산업 발전 전략’에서 전기차 비중을 2030년까지 30 %까지 달성하기로 설정했다. 또한 ‘2030 이차전지 산업 발전 전략’(K-배터리 전략)을 발표하여 독보적 1차 기술을 확보, 글로벌 선도기지 구축, 그리고 2차전지 시장 확대를 제시하고 이 중 글로벌 선도기지 구축 방안으로 재활용 소재 활용을 주요한 방법으로 제안하였다3).
리튬은 리튬이온전지의 필수불가결한 원료금속이며, 지금까지 주로 염호에서 회수되어 왔으나 가격 상승과 함께 스포듀민과 같은 광석에서 회수되고 있으며4), 폐리튬이온전지의 재활용 공정에서도 리튭화합물을 제조하고 있다. 리튬이온전지 제조에는 양극재에 따라 탄산리튬(Li2CO3)이나 수산화리튬 일수화물(LiOH·H2O)이 원료로 사용되며, 수산화리튬 일수화물은 주로 탄산리튬을 제조한 후 전환공정을 거쳐 제조된다5). 이 과정에서 황산나트륨이 부산물로 발생할 수 있으나 2025년 3월 기후에너지환경부(당시 환경부)는 이차전지 폐수의 적정처리를 위해 ‘물환경보전법 시행규칙’ 및 ‘하수도법 시행규칙’ 등 염인정제도와 관련된 개정안을 3월 20일 공포하여6), 고농도 황산나트륨수용액 배출이 어렵다.
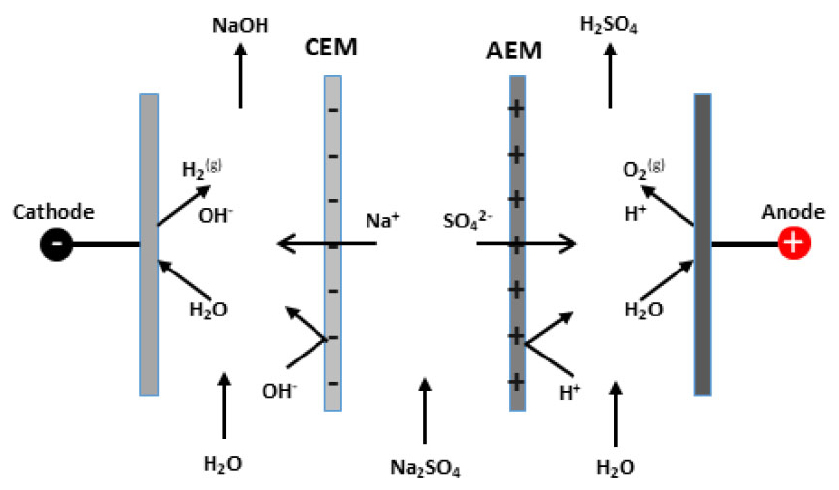
양극성 전기투석(bipolar electrodialysis, BPED)공정은 양극성 막 전기투석(bipolar membrane electrodialysis, BMED)공정이라고도 불리며, 양이온교환막과 음이온교환막으로 구성된 탈염용 전기투석 공정에 물을 분해하여 수소이온(H+)과 수산화이온(OH-)을 생성하여 산과 알칼리 수용액을 각각 생성하는 시스템이다7). Fig. 1에 BPED시스템을 이용해 황산나트륨 수용액을 황산과 수산화나트륨으로 분리하는 모식도를 나타내었다7). 따라서 BPED 시스템을 황산리튬 수용액에 적용한다면 황산과 수산화리튬의 생산이 기대되나 이와 관련된 연구는 국내에서 공개된 바가 드물다. 따라서 본 연구에서는 황산리튬용액으로부터 수산화리튬용액 생산에 미치는 BPED 시스템 공정 조건 영향을 조사하여 적용 가능성을 판단하고자 하였다.
2. 실험방법
황산리튬용액을 제조하기 위해 황산리튬 일수화물(Li2SO4·H2O, JUNSEI Chemical Co. Ltd., 99.0 %)을 증류수에 용해하여 사용하였으며 특별한 조건에 대한 언급이 없는 경우 초기 농도는 리튬기준 11 g/L로 조절하였다. 최종 리튬농도를 조절하기 전에 pH는 1 몰 황산과 수산화나트륨용액을 이용해 pH 6-8 사이로 조정하였다.
Fig. 2에 본 연구에 사용된 BPED 시스템(앵스트롬스(주)) 사진을 나타내었다. 사진 하부의 3개의 탱크가 위치하며 좌측으로부터 산회수탱크(Acidic solution recovery tank), 원료용액탱크(Feed solution tank), 염기회수탱크(Basic solution recovery tank). 원료용액탱크에 준비한 1 L 또는 2 L 황산리튬용액을 넣고, 나머지 회수탱크에는 증류수 1 L를 각각 투입한다. 원료용액탱크는 펌프와 연결되어 BPED 스택을 통과한 후 산회수탱크와 염기회수탱크로 흘러가게 된다. 이 모든 과정은 장치 전면의 제어판에서 조절하며 인가전압과 인가전류값을 확인한다. Fig. 2 중앙에 위치한 BPED 스택은 Veolia사 제품으로 전기투석의 핵심부품이다. 음이온교환막, 바이폴라막, 양이온교환막의 한 쌍(Pair)이 10개로 구성되어 총 30개의 이온 교환 카트리지로 이루어져 있다.

BPED 기기 작동 중 기록된 전압, 전류, 전력 데이터를 기록하고 염기회수탱크의 리튬 농도와 산회수탱크의 황 농도를 유도결합 플라즈마 발광 분석기(ICP-OES, OPTIMA 8300, Perkin Elmer)로 측정하여 각 용액의 농도를 확인하였다. 이 데이터를 활용하여 다음과 같이 리튬과 황산염의 전환율을 계산하였다.
여기서 MiniLi, MremLi, MLiOH는 각각 황산리튬용액에서 초기 리튬의 양과 잔존 리튬의 양, 그리고 생성된 수산화리튬용액에서 리튬의 양이며, MiniS, MremS, MH2SO4는 각각 황산리튬용액에서 초기 황의 양과 잔존 황의 양, 생성된 황산용액에서 황의 양을 나타낸다.
3. 실험결과 및 고찰
양극성 전기투석시스템(BPED)를 이용하여 황산리튬으로부터 수산화리튬용액을 회수하는 실험을 인가전압 20 V, 인가전류 5 A의 조건에서 수행하였고, 산회수탱크, 원료용액탱크, 염기회수탱크의 부피를 1:1:1로 하였다. 각 탱크에서 용액을 채취한 후 리튬과 황을 분석한 결과를 Fig. 3에 나타내었다.
Fig. 3(a)에서 Li2SO4와 LiOH는 각각 원료용액탱크와 염기회수탱크 용액의 리튬농도를 나타내며, Fig. 3(b)에서 Li2SO4와 H2SO4는 각각 원료용액탱크와 산회수탱크 용액의 황농도를 나타낸다. 실험이 진행됨에 따라 BPED의 작용에 따라 리튬과 황산이온은 각각 염기회수탱크와 산회수탱크로 이동하며, 따라서 황산리륨 원수 중의 리튬과 황의 농도는 감소하며, 염기회수탱크와 산회수탱크의 리튬과 황 농도는 각각 증가한다. 본 실험은 회분식(batch)으로 진행되었으며, 시간이 지남에 따라 각 탱크의 부피가 변하여 실험 2시간 후 산회수탱크, 원료용액탱크, 염기회수탱크 부피는 각각 1030 ml, 444 ml, 1320 ml로 측정되었다. 초기 부피인 3 L보다 적은 부피가 측정된 것은 BPED 시스템 내 존재하는 것으로 생각된다. 이를 고려하여 Fig. 3의 결과를 농도에서 부피 영향을 제거한 리튬과 황의 양은 수치가 다소 변하지만 증감의 경향은 일치하였다. 이를 기준으로 각 세 탱크의 리튬과 황의 전환율을 다음과 같이 나타내었다.
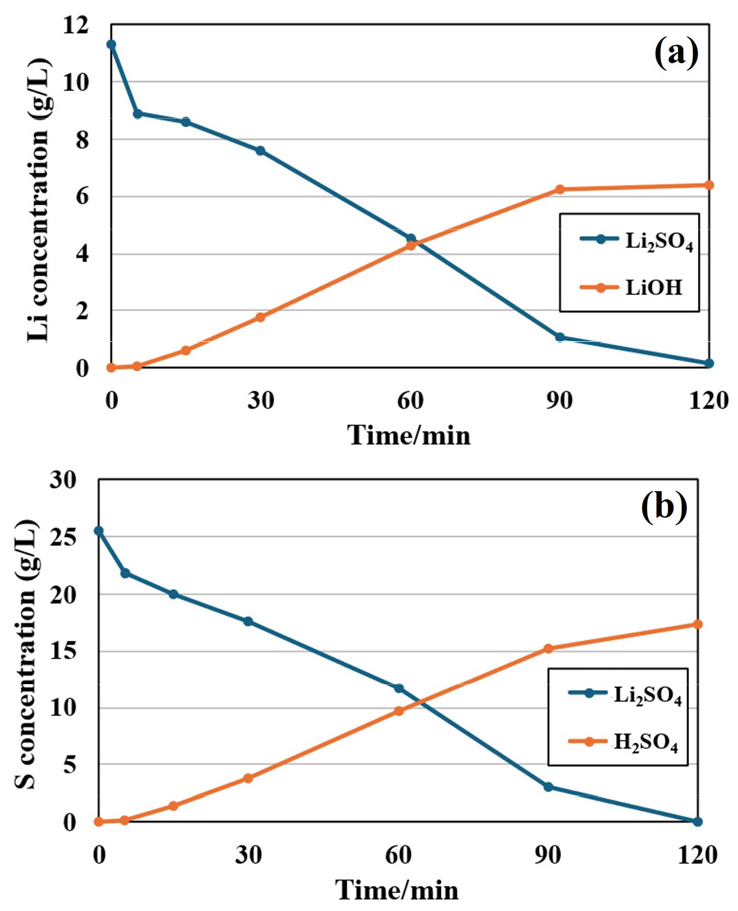
Fig. 3의 결과를 질량으로 변환한 후, 식 (1), (2), (3), (4)의 식을 사용해 전환율로 나타낸 결과를 Fig. 4에 나타내었다. 이 결과에서 알 수 있듯이 원수 용액 중 Li2SO4는 BPED 시스템에서 처리하면 2시간에 거의 대부분 분해되는 것을 알 수 있으며, 염기회수탱크와 산회수탱크의 리튬과 황 전환율은 2시간 동안 증가하여 74.8 %와 70.2 %였다. 원수 전환율이 100 %에 가까움에도 염기회수탱크와 산회수탱크에서의 전환율이 70 % 대로 나타난 것은 상기에 기재한 바와 같이 BPED 시스템 내에 존재하는 양이 원인으로 생각된다.
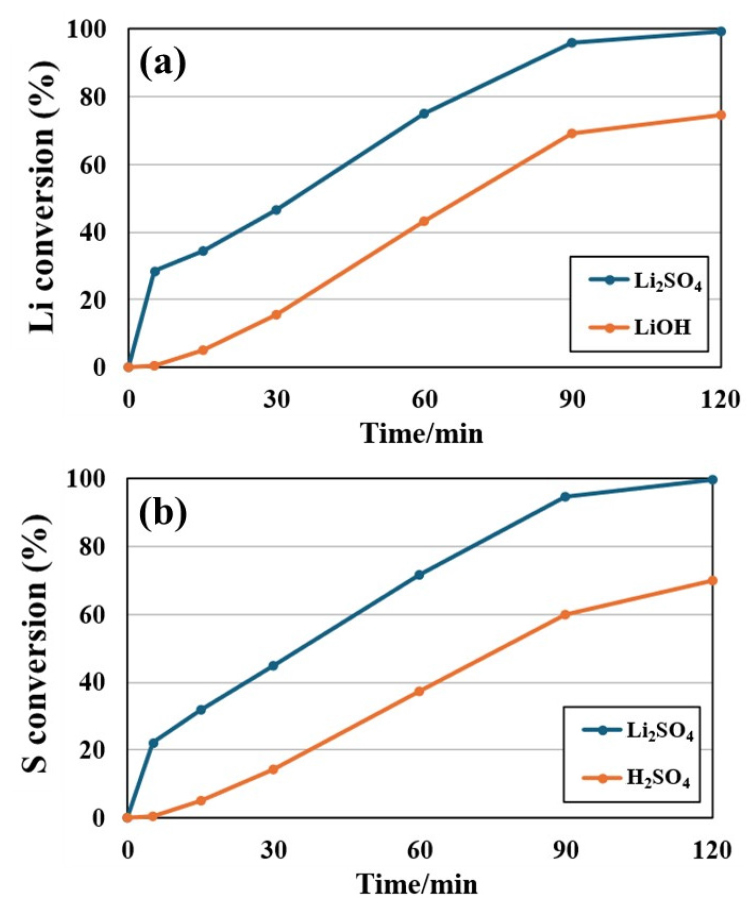
Fig. 5에 인가전압을 15 V, 20 V, 30 V로 조정하여 BPED에서 전환실험을 진행한 염기회수탱크의 리튬전환율 결과를 나타내었다. 그래프에 표시한 최종 리튬 전환율은 15 V, 20 V, 30 V 조건에서 각각 74.6 %, 74.8 %, 75.8 %로 인가전압에 따른 리튬의 최종 전환율은 차이가 크지 않았다. 다만 인가전압이 증가함에 따라 리튬의 최종 전환율에 도달하는 시간이 단축되며, 15 V에서 20 V로 증가할 때 도달 시간이 5시간에서 2시간으로 단축되나, 20 V에서 30 V로 증가할 때 2시간에서 90분으로 단축되어 15 V에서 20 V로 증가시킬 때 시간단축효과가 컸다. 각 인가전압별 실험에서 실험종료시간은 동일하므로 이 때 산회수탱크에서 황의 전환율은 15 V, 20 V, 30 V 조건에서 각각 55.5 %, 70.2 %, 57.3 %로 나타나 20 V가 최적 조건인 것으로 나타났다.
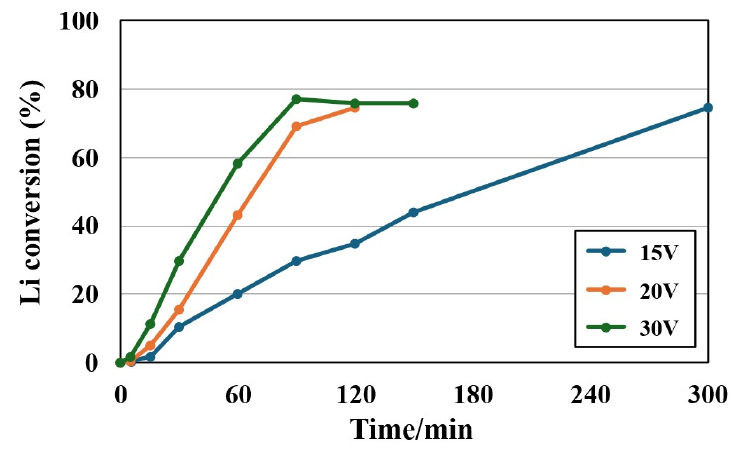
Fig. 6에 인가전압 15 V인 경우 120분까지 pH의 변화를 나타내었다. 염기회수탱크와 산회수탱크 용액의 pH는 각각 12까지 상승하거나 1까지 하락하여 LiOH와 H2SO4 전환이 성공적으로 이루어진 것을 알 수 있다. 다만 원수인 Li2SO4 용액의 pH도 전환이 진행됨에 따라 감소하는 경향이 나타났는데 이는 일부 수소이온이 막을 통과하여 유입된 것이 원인으로 판단된다. 다른 모든 조건에서 동일한 경향을 관찰할 수 있었다.
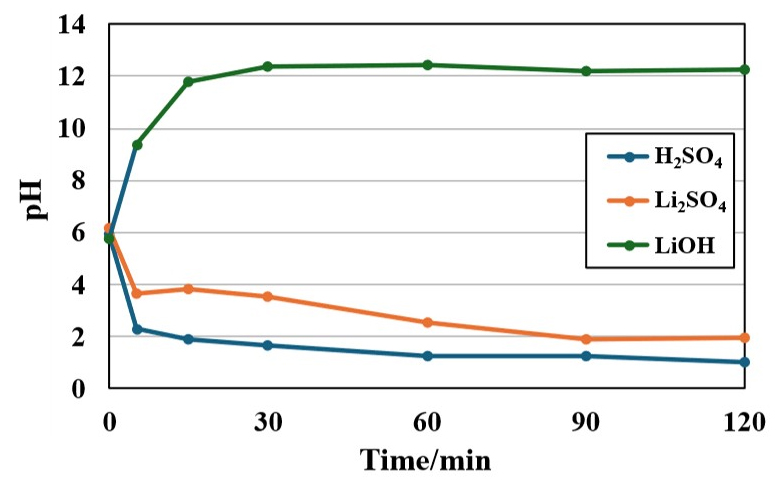
Fig. 7는 Li2SO4 용액의 부피를 1 L(1:1:1)와 2 L(1:2:1)로 진행한 실험결과이며, Fig. 7(a)과 Fig. 7(b)에 염기회수탱크에서 리튬농도 변화와 산회수탱크에서 황농도 변화를 각각 나타낸 것이다. 원료용액탱크 Li2SO4 용액의 부피를 1 L에서 2 L로 증가시킨 경우 염기회수탱크 중 리튬의 농도는 6.41 g/L에서 9.42 g/L로 증가하고, 황 농도의 경우 17.37 g/L에서 31.95 g/L로 상승하였다. 원료용액탱크의 황산리튬용액 부피를 증가시키면 BPED 시스템에 지속적으로 황산리튬용액을 공급하기 때문에 전환되는 각 용액 중의 리튬과 황 농도가 추가적으로 증가하였다. 다만 원료용액탱크 중 황산리튬용액 부피를 증가시켜도 리튬과 황의 농도가 2배로 증가하지 않았다.
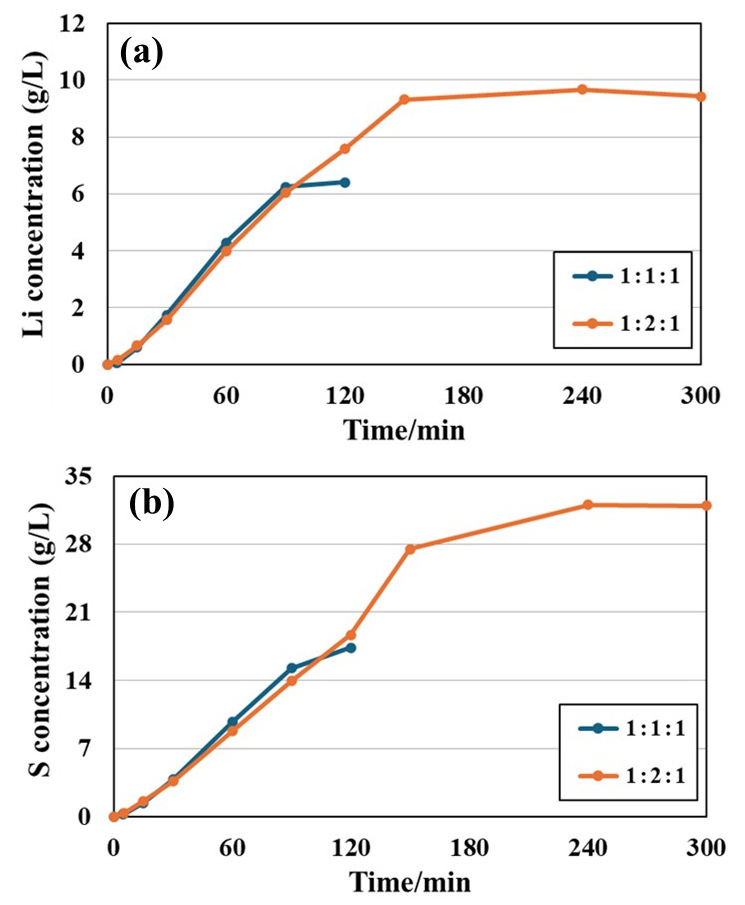
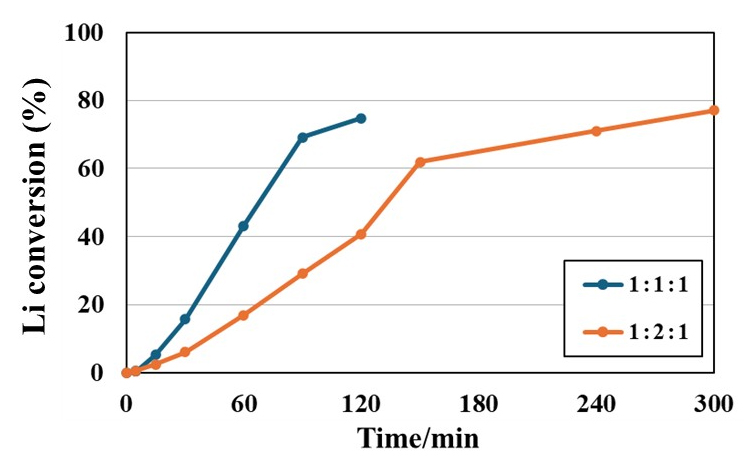
Fig. 7(a)에 나타낸 결과를 리튬의 전환율로 변환하여 Fig. 8에 나타내었다. 원료용액탱크 Li2SO4 용액의 부피가 1 L와 2 L일 때 염기회수탱크 중 리튬의 농도는 각각 6.41 g/L과 9.42 g/L로 종료되나 리튬전환율로 환산한 결과는 Fig. 8에서 알 수 있듯이 큰 차이가 없다.
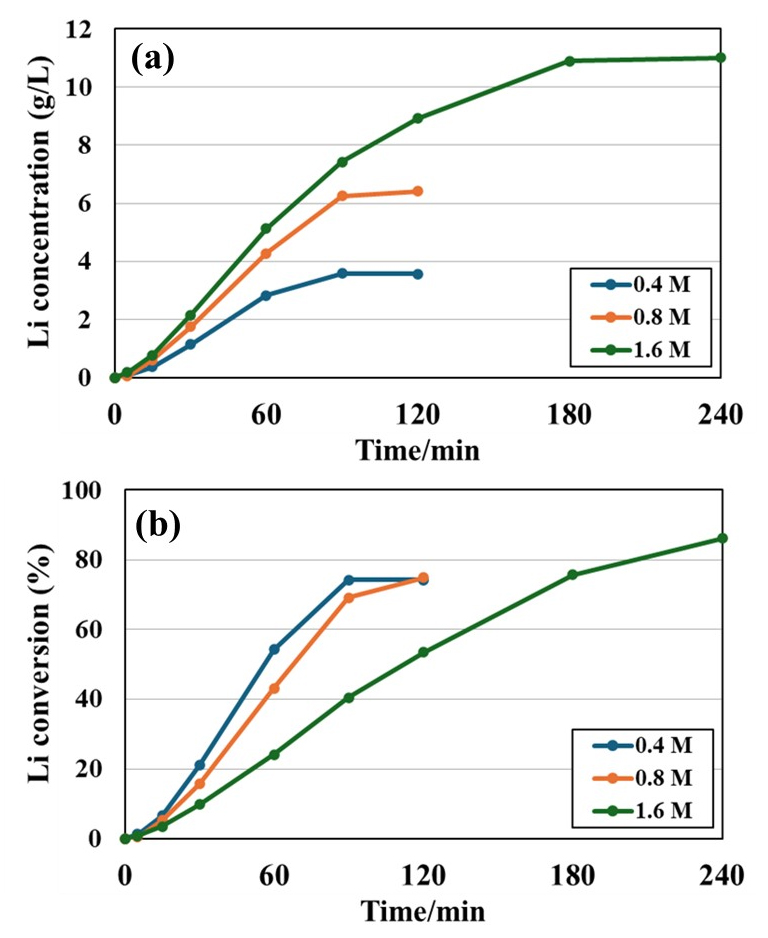
인가전압 20 V, 인가전류 5 A, 그리고 각 탱크의 부피를 1:1:1로 한 조건에서 리튬의 초기농도를 0.4 몰에서 1.6 몰까지 변화시키며 BPED실험을 수행하고, 염기회수탱크 용액 중의 리튬농도와 리튬전환율을 Fig. 9에 나타내었다. Fig. 9(a)에 나타낸 바와 같이 원료수의 농도가 높을수록 염기회수탱크의 수산화리튬농도가 증가하는 것을 알 수 있다. 0.4 몰과 0.8 몰의 종료시점을 120분, 1.6 몰의 종료시점을 180분으로 판단하는 경우 리튬의 전환율은 0.4 몰, 0.8 몰, 1.6 몰의 조건에서 각각 74.2 %, 74.8 %, 75.6 %로 최종 전환율은 크지 않았다. 따라서 리튬의 전환율은 본 연구에서 사용한 BPED 시스템과 스택의 특성을 반영한 것으로 판단된다.
4. 결 론
황산리튬수용액으로부터 황산과 수산화리튬을 직접 회수하기 위해 BPED 실험을 수행하였고, 인가전압, 원료수의 부피, 리튬의 초기농도의 영향을 조사하였다. 인가전류를 5 A로 고정하고, 인가전압을 15 V에서 30 V로 증가시키는 경우, 황산리튬에서 수산화리튬으로 전환되는 시간은 단축되나 전환율은 크게 변화하지 않았다. 원료수의 부피를 회수탱크 용액 부피에 비해 증가시키거나 리튬의 초기농도를 증가시키는 경우 염기회수탱크 중 회수되는 리튬의 농도는 증가하나, 리튬의 전환율은 75 % 정도로 크게 변화하지 않았다. 이는 리튬의 BPED 시스템 중 손실에 기인하는 것으로 시스템 특성에 따라 좌우될 것으로 생각된다.
