

1. 서 론
2. 실험재료 및 방법
2.1. 1차 정광 시료의 특성
2.2. 컬럼부선 장치 및 공정
2.3. 실험 방법
3. 결과 및 고찰
3.1. 컬럼부선 영향 인자 실험결과
3.2. 컬럼부선 요인설계 및 통계분석 결과
3.3. 컬럼부선 선별효율 모델
4. 결 론
1. 서 론
몰리브덴은 물리적 특성, 산화 안정성 및 화학 반응 등의 화학적 특성이 뛰어나 윤활제, 촉매, 유리 용해, 태양광 패널, 의료 기기 및 전기 전자 등 다양한 산업에 활용되고 있다. 현재 몰리브덴광으로부터 윤활제로 사용하기 위해, 다양한 공정을 거치지 않고 단일 선광에서 고급 몰리브덴 정광회수의 필요성이 제기되고 있다1).
현재 삼양 마이닝 선광 플랜트에서 생산되는 일반부선 정광(품위, 약 88 % 전후)의 평균 입도는 약 149 μm이었으며 미 단체분리된 몰리브덴광과 규산염광물이 결합된 형태로 존재한다2). Jeon et al.(2016)은 Lab scale 실험에서 MoS2 품위와 회수율이 각각 98.3 %와 43.5 %인 몰리브덴 정광을 회수한 바 있다. MoS2의 품위는 재분쇄 및 정선 공정 횟수에 따라 증가하였으나 회수율은 43.5 %로 낮은 효율을 나타내었다3). 이와 같이 일반부선 공정의 경우 미분쇄에 의한 미립자 발생과 복잡한 공정구성으로 인해 선별효율과 처리비용 측면에서 그 한계점에 이를 수 있다.
컬럼부선은 정광에 혼입해 선별효율을 감소시키는 미립자 맥석의 응집(Aggregation), 흡기(Entrainment) 그리고 탑승(Entrapment) 현상을 최소화시킬 수 있다. 컬럼부선의 구조는 크게 포집대와 세척대로 대별된다. 포집대 영역에서는 기포 발생장치인 스파저(Sparger)에서 발생된 기포의 상향류와 급광 및 세척수의 하향류를 통해 믹싱이 이루어지고 유용 광물이 선택적으로 기포에 부착되어 세척대로 부유된다. 세척대는 세척수 유량에 대한 광미 배출량과 급광량 차의 비율인 바이어스(Bias)에 의해 무용 광물을 포집대로 떨어뜨리는 역할을 한다. 양(+)의 바이어스일 경우 컬럼 내 상향류보다 하향류의 힘이 더 강해 맥석광물의 혼입을 방지할 수 있으며 음(-)의 바이어스일 경우 맥석광물이 상향류에 의해 부유되기 때문에 정광의 품위 저하에 영향을 미치게 된다. 또한 조선(Rougher)-정선(Scavenger)-청소(Cleaner)가 조합돼 있는 효율적인 선별법이다4).
컬럼부선의 경우 포집대와 세척대에서 회수율과 품위에 영향을 미치는 변수(Variable)들은 다양하고 관계가 복잡하다. 다음과 같이 입도, 광액농도, 기포제, 포수제, 억제제, pH, 가스 속도, 세척수 속도, 바이어스, 스파저 타입, 기포크기, 가스홀드업, 운송율, 기포 표면적 플럭스 등이 있으며5) 이들은 컬럼부선의 선별효율에 상호 연관 관계에 있다. 이와 같은 다양한 변수들 간 그리고 선별효율과의 상관관계 규명은 유용 광물의 품위와 회수율을 높일 수 있다5,6,7,8).
실험방법론적 연구에서 실험계획법 또는 요인설계는 실험에 필요한 재료와 시간을 절약시키고 오류 가능성을 낮출 뿐만 아니라 개별 실험의 최적 조건을 결정할 수 있다9). 또한 변수 간 관계 및 종속변수에 대한 영향력을 확인할 수 있다10). 따라서 본 연구에서는 고품위 몰리브덴 정광회수를 위해 요인설계를 통한 컬럼부선 실험을 수행하였다. 먼저 삼양 마이닝 부선정광의 단체분리 향상을 위해 재분쇄 실험을 수행하였으며 변수 간의 상관관계 및 종속변수에 대한 영향력을 조사하고자 입도 크기, 억제제 농도 및 세척수 속도에 대해 요인설계 실험을 수행하고 SPSS 프로그램을 이용해 통계분석 및 선별효율 모델식을 도출하였다.
2. 실험재료 및 방법
2.1. 1차 정광 시료의 특성
본 연구에서 사용된 시료는 ㈜ 삼양 마이닝의 선광 플랜트에서 일반부선 공정을 거쳐 생산된 정광(이하 1차 정광)이다. Table 1은 삼양 마이닝 1차 정광의 화학분석 결과를 나타낸 것으로써, 정광의 MoS2 품위는 약 88 %이었으며 불순물은 SiO2(2.32 %), CaO(0.80 %), MgO(0.93 %) 및 Fe2O3(1.12 %)이 확인되었다. 한편 1차 정광 내 Cu, Pb 및 Zn와 같은 황화광물은 미량 존재하였다.
Table 1
Chemical analysis of molybdenite concentrate from Samyang mining
| Chemical Compositions (%) | |||||||
| MoS2 | SiO2 | Fe2O3 | MgO | CaO | Pb | Cu | Zn |
| 88.68 | 2.32 | 1.12 | 0.93 | 0.80 | 0.03 | 0.37 | 0.07 |
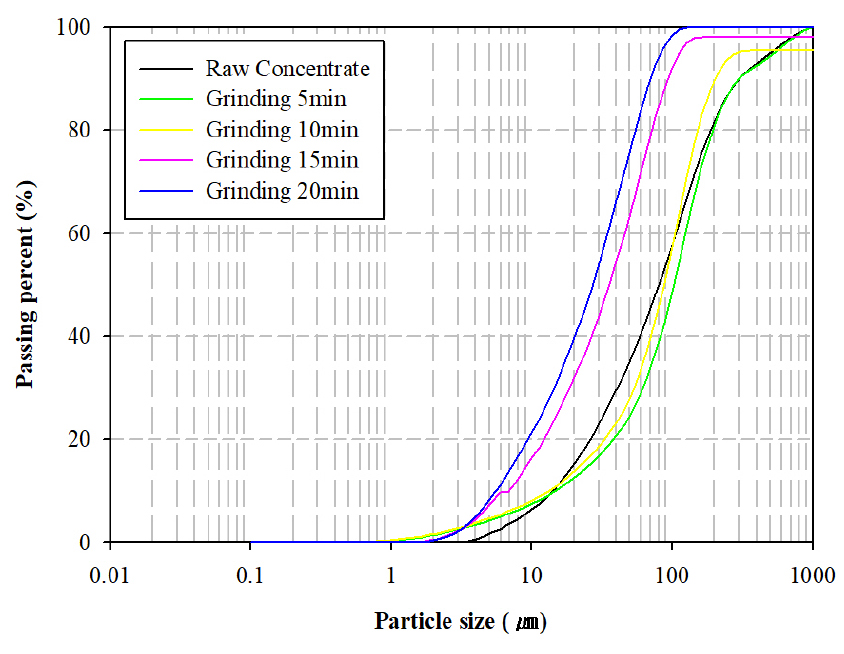
Fig. 1은 SEM/BSE를 이용하여 1차 정광 내 몰리브덴광의 구조와 형태를 나타낸 것이다. Fig. 1에서 보는 바와 같이 미 단체분리된 몰리브덴광과 규산염광물이 결합된 형태로 존재하는 것을 확인하였다. 따라서 1차 정광의 단체분리도 향상을 위해 로드밀을 이용하여 재분쇄하였으며 시간 변화에 따른 입도분석 결과를 Fig. 2에 나타내었다. 1차 정광의 평균 입도(d50)는 약 149 μm이었으며 5분의 조건에서 165 μm으로 증가하는데 이는 재분쇄 초기에 몰리브덴의 전연성 특성 때문에 로드에 의해 표면이 늘어나거나 몰리브덴 입자 간의 결합이 일어나는 것으로 판단된다. 재분쇄시간 10분, 15분 및 20분에서는 각각 133 μm, 46.7 μm 및 37.5 μm로 감소하였다.

2.2. 컬럼부선 장치 및 공정
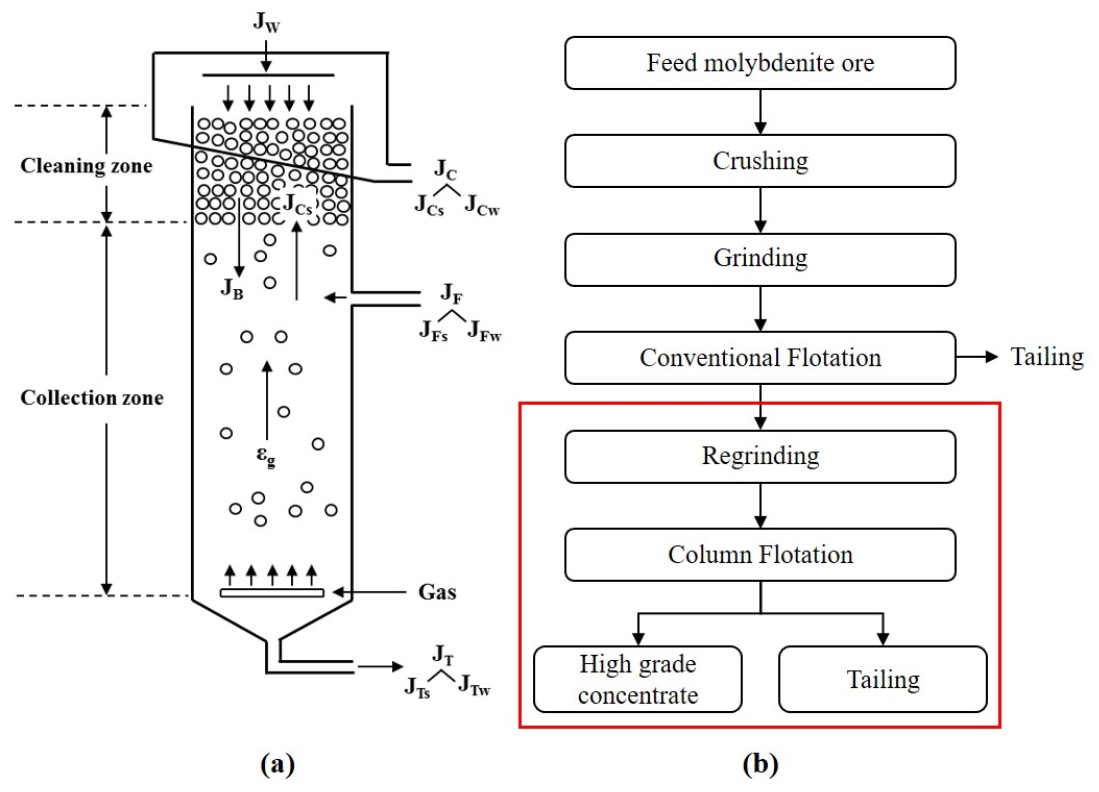
Fig. 3(a)는 본 연구에서 사용된 컬럼부선 장치모식도를 나타낸 것이다. 먼저 장치 규격에 있어서 높이는 180 cm이고 직경 4 cm이다. 장치 하부에는 기포 생성을 위해 포러스 타입(Porous type)의 스파저(Sparger)가 설치되어 있으며 가스홀드업(Gas holdup) 측정을 위해 컬렉션존(Collection zone) 측면에 마노미터(Manometer)가 설치되어 있다. 또한 시료 투입을 위해 컬럼 높이의 1/3 지점에 급광부가 설치되어 있으며 상부에 정광을 따라 동반 부유된 맥석광물 제거를 위한 세척대가 설치되어 있다. 상부 측면에 정광 회수대, 하부에 광미 회수대가 부착되어 있으며 공기주입 및 시약 첨가는 유량계를 통해 주입되었다.
Fig. 3(b)는 고품위 몰리브덴 정광회수를 위한 컬럼부유선별 공정을 나타낸 것이다. 본 연구에서는 선광 플랜트에서 파·분쇄와 일반부선 공정을 거친 1차 정광 시료를 대상으로 로드밀을 이용해 시간별 재분쇄한 후 적정한 평균 입도 산물을 대상으로 컬럼부유선별 실험을 수행하였다.
2.3. 실험 방법
2.3.1. 컬럼부선 영향인자 실험
컬럼부선의 경우 포집대와 세척대에서 회수율과 품위에 영향을 미치는 변수(Variable)들은 다양하고 관계가 복잡하다. 따라서 기존 몰리브덴광의 컬럼부선에서 주요 변수로 적용되고 있는 입자크기(38.4, 46.7, 116, 165 μm), 기포제 농도(AF65, 50, 75, 100, 150, 200 ppm), 억제제 농도(Na2SiO3, 10, 50, 100 g/t) 광액농도(2.5, 5, 7.5, 10 %), 세척수 속도(0.2, 0.5, 0.96 cm/s) 및 가스 속도(0.93, 1.19, 1.45, 1.99 cm/s)에 대한 조건실험을 수행하였다3,8,11). 포수제의 경우 일반부선 플랜트에서 회수된 정광 시료에 흡착된 등유(kerosene)의 양이 충분한 것으로 판단되어 컬럼부선시 무첨가로 실험을 수행하였으며 스파저는 포러스 타입이었다.
컬럼부선 내부 포집대와 세척대의 체계(Regime) 그리고 기포층의 안정화 이후 정광과 광미를 회수하였다. 회수된 정광과 광미 산물을 각각 건조 및 칭량하였으며 전처리 후 ICP-OES(Optima 5300DV, Perkin Elmer, USA)를 이용해 몰리브덴 함량을 분석하였다.
2.3.2. 컬럼부선 요인설계 및 통계분석
요인설계는 실험에 필요한 재료와 시간을 절약시키고 오류 가능성을 낮출 뿐만 아니라 개별 실험의 최적 조건을 결정할 수 있다. 또한 변수 간 관계 및 종속변수에 대한 영향력을 확인할 수 있다9,12). 따라서 본 연구에서는 고품위 몰리브덴 정광의 품위와 회수율에 대한 각 변수의 상호관계를 확인하기 위해 2 수준 3 인자 (23)의 요인설계를 이용하여 컬럼부선 실험을 수행하였다. 이들 주요 변수는 품위향상에 영향을 미치는 입도 크기, 억제제 농도 및 세척수 속도로 한정하였으며 Table 2에 실험계획법을 나타내었다. 각 조건별 실험결과는 SPSS 25. 프로그램을 이용하여 분산분석(ANOVA)과 다중회귀분석(Multiple regression analysis) 수행하였으며 품위와 회수율에 대한 경험식을 도출하였다.
Table 2
Factorial design and test results in column flotation
3. 결과 및 고찰
3.1. 컬럼부선 영향 인자 실험결과
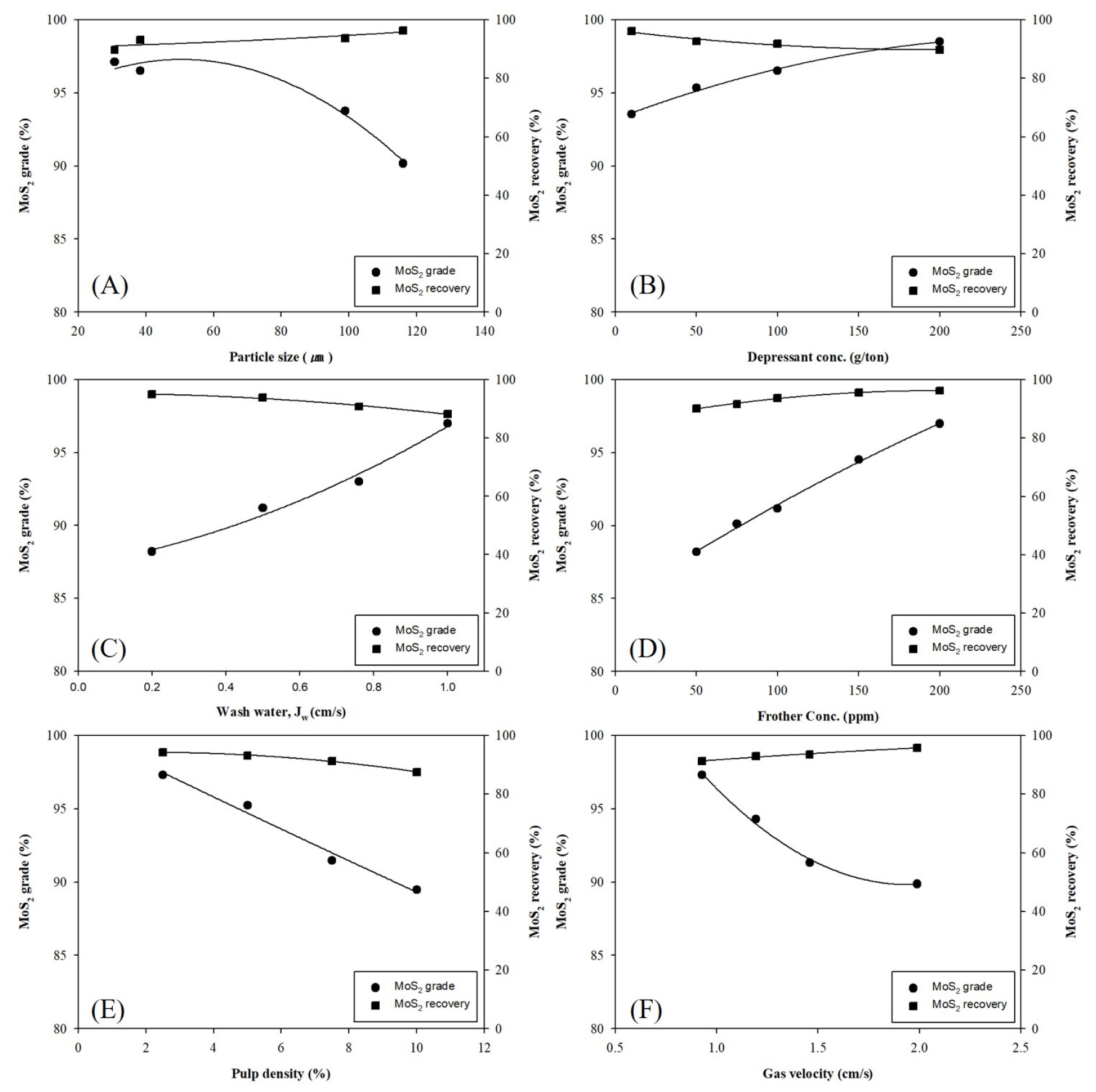
Fig. 4(A)는 입도 크기가 몰리브덴 정광의 품위와 회수율에 미치는 영향을 나타낸 것이다. 앞서 언급된 시료특성 섹션의 1차 정광(평균입도 149 μm)에 대한 SEM/BSE 분석결과, 미 단체분리된 몰리브덴광과 규산염광물이 결합된 형태로 존재하였다. 따라서 재분쇄 시간에 따라 평균 입도를 각각 133 μm, 46.7 μm 및 38.4 μm로 감소시켜 컬럼부선 실험을 수행하였다. 실험결과, 입도 크기가 작아질수록 단체분리도가 증가하여 회수율은 큰 변화가 없는 반면 품위는 증가하였다.
Fig. 4(B)는 억제제 농도가 몰리브덴 정광의 품위와 회수율에 미치는 영향을 나타낸 것으로써 억제제로 규산소다(Na2SiO3)를 사용하였다. 실험결과, 억제제의 농도가 증가할수록 품위는 지속적으로 증가한 반면 회수율은 점차 감소하였다. 억제제는 맥석 광물들을 강한 친수성으로 만들거나 슬라임을 응집되지 않도록 분산시켜 정광과 함께 부유되지 못하게 하는 역할을 한다. 소수성이 강한 몰리브덴광의 부선은 알카리 영역에서 규산염광물과 특정 황화광물을 억제할 수 있으나 본 시료는 몰리브덴광 외에 황화광물이 적어 Na2S, NaCN, Na2CO3 등과 같은 황화광물 억제제 외에 규산염광물 억제에 효과적인 규산소다 (Na2SiO3)를 사용하였다. 규산소다(Na2SiO3)는 광액 내 OH-, HSiO3- 및 SiO32- 3개의 음이온 종들(species) 발생시킨다. OH- 이온의 경우 Na2SiO3 + H2O ⇌ NaHSiO3 + NaOH 반응식에 의해 수산화나트륨이 생성되어 광액의 pH를 높이는 것으로 판단된다4,13). HSiO3-와 SiO32-은 규산염광물과 반발작용을 통해 이들을 분산 또는 억제시키는 역할을 한다13,14). 특히 이들은 몰리브데나이트와 같은 유용 광물의 표면에 슬라임 코팅을 억제시키는 것으로 판단된다.
Fig. 4(C)는 세척수 속도가 몰리브덴 정광의 품위와 회수율에 미치는 영향을 나타낸 것이다. 실험결과 세척수 속도가 증가할수록 회수율은 완만히 감소한 반면, 품위의 경우 급격하게 증가하여 세척수 속도 1.0 cm/s일 때 MoS2의 품위와 회수율이 각각 98.3 %와 95.28 %을 나타내었다. 세척수 속도의 증가는 세척대의 경계면을 확장시키고 맥석광물의 흡기현상을 감소시켜 정광의 품위를 향상시킨다. 또한 세척대 내에서 정체하며 부유되지 못하는 유용 광물이 정광 수집대로 넘쳐 흐르도록 물을 공급하는 역할을 한다. 한편 광미의 배출량이 일정한 상황에서 세척수의 증가에 따른 경계면이 상승하게 되는데, 상승된 경계면은 세척수에 의한 세척작용을 감소시키고 음(-)의 바이어스를 강화하여 품위를 감소시킬 수 있다. 따라서 바이어스의 측정과 함께 광미 배출량 조절을 통해 일정한 깊이의 경계면이 유지될 수 있도록 고려해야 한다15).
Fig. 4(D)는 기포제 농도가 몰리브덴 정광의 품위와 회수율에 미치는 영향을 나타낸 것으로써, 기포제로 AF65를 사용하였다. 계면활성제인 기포제는 물의 표면장력을 낮추고 표면장력이 약해진 물은 상호간 인력을 감소시켜 작은 기포를 형성시킬 수 있도록 돕는다. 미립의 기포를 안정적으로 발생시키면 기포와 소수성 입자 간의 충돌 및 부착 확률을 향상시켜 선별효율을 높일 수 있기 때문에 부선에서 최적의 기포제 선정은 매우 중요한 실험변수 중의 하나이다16,17). 실험결과, 기포제 50 ppm일 때 MoS2의 품위와 회수율이 낮게 나타나는데, 이는 기포제의 농도가 적어 표면장력을 감소시키지 못하여 기포층이 안정화되지 않아 강한 소수성 입자들만이 불안정한 기포층에 부착되고 소수성이 약한 입자들은 광액에 잔류되기 때문이다16). 이후 기포제 첨가량이 증가할수록 품위와 회수율이 증가하여 적합한 기포층과 기포 크기를 형성한 것으로 판단된다. 본 연구에서 기포제 농도 200 ppm의 조건에서 MoS2의 품위와 회수율이 각각 95.22 %와 95.49 %인 결과를 얻었다.
Fig. 4(E)은 광액농도가 몰리브덴 정광의 품위와 회수율에 미치는 영향을 나타낸 것이다. 실험 결과, 광액농도가 증가할수록 회수율은 완만하게 감소한 반면 품위는 급격하게 감소하는 것을 알 수 있다. 광액농도 증가의 경우, 맥석의 흡기현상 때문에 기포들의 병합이 이루어지고 증가된 기포 크기는 광액의 점도를 변화시키는 결과를 만들 수 있다18). 이는 곧 품위와 회수율에 영향을 미칠 수 있다. 입자크기 30~150 μm 범위에서는 기포층을 안정화시킬 수 있으나 30 μm보다 작은 입자들은 기포층을 불안정하게 만든다17). 특히 26~44 μm 미립의 석영 입자들은 소수성(접촉각 약 74~90°)와 유사한 특징을 가지고 기포의 표면에 침투해 그 표면을 파열시키면서 포말의 안정성을 떨어뜨린다19). 한편 소수성의 조립자는 기포들 간의 완충제로써 역할을 한다20). 본 연구의 실험조건에서는 광액농도를 5 % 이하로 급광하는 것을 고려하였다.
Fig. 4(F)은 가스 속도가 몰리브덴 정광의 품위와 회수율에 미치는 영향을 나타낸 것이다. 실험결과, 가스 속도가 증가함에 따라 회수율은 다소 향상되나 품위는 급격히 감소하였다. 가스 속도가 증가함에 따라 회수율은 증가하는 품위는 급격히 감소하는데 이는 기포의 크기 및 상승 속도를 증가시켜 기포의 체류 시간이 짧아지기 때문에 기포와 입자의 충분한 충돌, 부착 및 탈착이 이루어지지 않아 품위가 감소하는 것으로 판단된다21,22). 이와 같이 강한 상승류로 인한 맥석들의 동반부유 현상 때문에 품위가 감소하고 회수율이 증가하는 것으로 판단된다. 한편 가스 속도 증가는 바이어스의 감소 현상을 일으키는데, 이때 세척대에 공급되는 기포량이 많아지고 상향류가 강해져 상대적으로 바이어스를 역류시키기 때문으로 판단된다. 이는 결국 바이어스의 역할인 세척작용이 감소하여 품위는 감소하나 회수율은 증가할 것으로 판단된다15).
3.2. 컬럼부선 요인설계 및 통계분석 결과
상기 영향인자 실험결과를 토대로, 주요 변수를 입도 크기, 억제제 농도 및 세척수 속도로 한정하여 요인설계 실험을 수행하였다. Fig. 5는 몰리브덴광의 품위와 회수율에 각 독립변수 간의 상관관계를 도시한 것이다. Fig. 5(a)은 품위와 회수율에 대한 입도 크기와 억제제 농도의 상관관계를 나타낸 것으로써 입도 크기가 작아지고 억제제 농도가 증가할수록 MoS2의 품위는 증가하였다. 반면 회수율은 입도 크기가 작아질수록 억제제 농도가 감소할수록 증가함을 확인하였다. Fig. 5(b)는 입도 크기와 세척수 속도의 상관관계를 나타낸 것으로써 입도 크기가 작아지고 세척수 속도가 증가할수록 MoS2의 품위는 증가하였으며 회수율은 감소하였다. Fig. 5(c)은 세척수 속도와 억제제 농도의 상관관계를 나타낸 것으로써 세척수 속도가 증가하고 억제제 농도가 증가할수록 MoS2의 품위는 증가하였으며 반면 회수율은 감소하는 경향을 나타내었다.

Table 3는 측정된 실험 데이터에 대해 SPSS 25. 프로그램을 이용하여 분산분석(ANOVA) 및 회귀분석한 결과를 나타낸 것이다. 표에서 보는 바와 같이 분산분석 결과, VIF는 1에 수렴하고 있으며9) 품위와 회수율의 p 값은 각각 0.001과 0.002로써 유의수준보다 낮았으며 변수들의 변동이 뚜렷한 영향을 주는 것을 알 수 있었다. 품위(F=44.9, p<0.001)와 회수율(F=9.38, p=0.002) 모형의 수정된 결정계수는 각각 (R2)는 0.978과 (R2)는 0.84로 확인되었다. 품위(Grade) 모형에서 각 독립변수의 교호작용은 T-검정 후 p값을 구하였다. 입도 크기, 억제제 농도, 세척수 속도, 억제제 농도+세척수 속도 및 입도 크기+억제제 농도+세척수 속도의 요인들에 대해 각각 0.0001, 0.0001, 0.0001, 0.009 및 0.013을 나타내어 유의수준(0.05)보다 작아 이들 요인들이 종속변수인 품위에 뚜렷한 영향을 주고 있음을 알 수 있다. 또한 회수율(Recovery) 모형의 경우, 입도 크기와 세척수 속도의 요인만이 각각 0.001과 0.02을 나타내어 유의수준(0.05)보다 작아 이들 요인들이 종속변수인 회수율에 뚜렷한 영향을 주고 있었다23,24).
Table 3
ANOVA analysis of column flotation concnetrate MoS2 grade and recovery
3.3. 컬럼부선 선별효율 모델
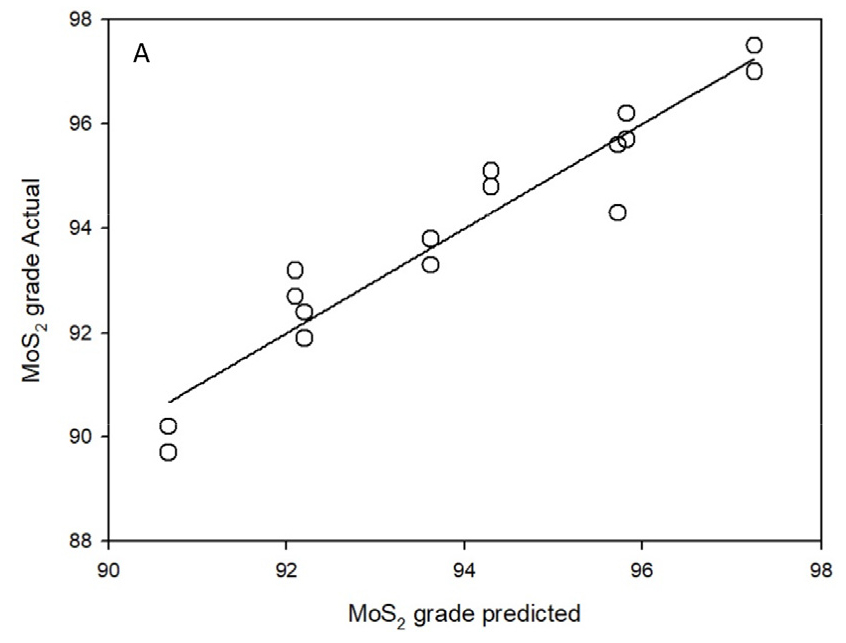
Fig. 6과 Fig. 7은 요인설계 실험 데이터로부터 다중회귀분석(Multiple regression analysis) 통해 몰리브덴광의 품위와 회수율을 예측할 수 있는 모델식을 도출한 결과이다. 품위(F=44.9, p<0.001)와 회수율(F=9.38, p=0.002) 모형의 수정된 결정계수는 각각 R2는 0.978와 R2는 0.84로 확인되었다. 모델식 (1)과 (2)는 각각 MG(몰리브덴 품위)와 MR(몰리브덴 회수율)을 나타낸 것으로서, 각 독립변수들의 교호작용에 의해 몰리브덴광의 품위와 회수율을 예측할 수 있을 것으로 판단된다.
여기서, MG: 몰리브덴 품위, MR: 몰리브덴 회수율, x1: 입도 크기, x2: 억제제 농도, x3:세척수 속도
MoS2Grade(%)=91.62-0.02×Part.size(μm)+0.04×Depr.conc.(ppm)+5.42×w.water(cm/s)+0.01×Part.size(μm)×Depr.conc.(ppm)+2.70Part.size(μm)×w.water(cm/s)+2.73×Depr.conc.(ppm)×Part.size(μm)+2.72×Part.size(μm)×Depre.conc.(ppm)×wash water(cm/s)
MoS2Recovery(%)=95.76-0.01×Part.size(μm)-0.01×Depr.conc.(ppm)-5.67×w.water(cm/s)-0.01×Part.size(μm)×Depr.conc.(ppm)-2.84×Part.size(μm)×w.water(cm/s)-2.84××Depr.conc.(ppm)×w.water(cm/s)-2.84×Part.size(μm)×Depr.conc.(ppm)×w.water(cm/s)

4. 결 론
고품위 몰리브데나이트 정광회수를 위해 요인설계를 이용해 변수들 간의 상관관계 및 선별효율을 예측할 수 있는 모델식을 도출하였다.
(1) 선광 플랜트로부터 입수한 일반부선 정광(평균 입도 149 μm)의 단체분리를 위한 시간 변화에 따른 재분쇄 실험결과, 5분, 10분, 15분 및 20분에서 각각 165, 133, 46.7 및 38.4 μm로 감소하였다. 5분의 경우 재분쇄 초기 몰리브덴의 전연성 성질에 의한 늘림 및 결합 현상으로 판단된다.
(2) 다양한 변수별 컬럼부선 실험에서 광액농도 5 %, 입도 크기 46.7 μm, 억제제 농도 150 g/t, 기포제 농도 200 ppm 및 세척수 속도 0.5 cm/s 조건에서 품위와 회수율이 각각 98.3 %와 95.28 %인 결과를 얻었다.
(3) 입도 크기, 세척수 속도 및 억제제 농도의 요인설계 실험 및 상관관계에서 품위(Grade) 모형의 T-검정 및 p값의 결과, 입도 크기, 억제제 농도, 세척수 속도, 억제제 농도+세척수 속도 및 입도 크기+억제제 농도+세척수 속도의 요인들은 유의수준(0.05)보다 작아 종속변수인 품위에 뚜렷한 영향을 주고 있었고 회수율(Recovery) 모형의 경우, 입도 크기와 세척수의 요인만이 종속변수인 회수율에 영향을 주고 있었다.
(4) 통계 프로그램(SPSS 25)을 이용하여 분산분석 및 다중회귀분석 결과, 품위와 회수율의 p 값은 각각 0.001과 0.002로써 유의수준을 만족했으며 결정계수(R2)는 각각 0.978과 0.84이었다. 식 (1)과 (2)로부터 몰리브덴광의 품위와 회수율 모델식을 도출하였다. 향후 추가적인 변수적용을 통해 보다 정확한 품위와 회수율의 모델식 도출 및 다단 컬럼부선기의 정선 연구를 수행할 예정이다.
